But, that's not to say the two technologies haven't changed at all. Over the past few years, both orbital and radial forming have benefited significantly from the same sensing technologies that have given assemblers so much control over ultrasonic welding, press-fitting and other force-dependent processes.
For example, a forming machine can be equipped with a load cell and a linear transducer to provide real-time information on how much force was applied to the part and how far the forming head traveled, says Bob Mineau, marketing director for VSI Automation Assembly (Auburn Hills, MI). The machine can then monitor these variables continuously and compare them against data for known good assemblies, a technique called signature analysis. Assemblies that do not meet threshold values will sound an alarm, stop the machine or trigger an ejection device.
"If the rivet is too short, you'll get a load later in the cycle. If it's too long, you'll get a force earlier in the cycle time," Mineau explains. "If the rivet is too hard, you'll need a higher force to form it. If it's too soft, you'll need less force. If you are forming multiple points, you'll know immediately if one is missing, because the force will be different.
"Instead of just crushing the parts, you're forming them to a specific force, so the result is much better."
With networking technology, force and travel data from several machines can be fed into a central control station for statistical analysis, says Charles A. Rupprecht, business development manager for BalTec Corp. (Canonsburg, PA). Isolated rejects might be caused by defective parts or operator errors, but gradual changes in the data could indicate that a forming tool needs to be changed.
Not every manufacturer requires such control over the forming process, but for some applications, it's critical. "The automotive industry is successfully using our control systems to assemble high-liability products, such as air bags, seat track assemblies and seat belt assemblies," Rupprecht says.
Precise control over pressure, time and stroke gives assemblers the ability to adapt the forming process to their particular application, says Werner R. Stutz, vice president of Taumel Assembly Systems (Patterson, NY). "If you need a solid connection, you want to form it quickly, with high pressure, so the shank will swell," he explains. "If you want a floating joint, you want to apply more time, but less pressure, so the shaft does not expand and the parts can rotate."
Sensors also have helped assemblers to make the forming process error-proof, says Gary D. Anderson, manager of applications and development at Orbitform Inc. (Jackson, MI). Orbital and radial forming machines can be fitted with sensors to indicate when parts are present and when they are correctly positioned. This keeps the machines from destroying otherwise useable parts.
"You can take that to different levels," Anderson explains. "The sensors can simply tell the machine to go or not go. Or, we can equip the machine with a touchscreen that shows a drawing of the assembly, and arrows on the screen will indicate which part is missing or incorrectly positioned."
Of course, error-proofing can have low-tech solutions, too, Anderson adds. "You can design the fixture so that the operator can't put the parts together wrong," he says. "Either the parts are inserted correctly, or they cannot be inserted at all. That can be as simple as putting a pin in the fixture so a right-hand part cannot be installed before the left-hand part.

Process Review
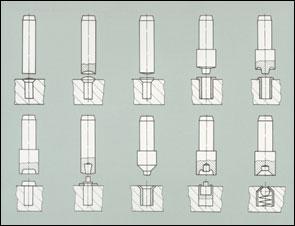
The chief advantage of orbital and radial forming is that they eliminate loose fasteners from an assembly in favor of posts, bosses or ridges that are molded or formed in one of the parts, says Stutz. The mating part slips over these protrusions, which are then flared out to complete the assembly.Orbital and radial forming are cold-forming processes. There is no impact between the forming tool, or peen, and the post that will be formed, so both processes are quiet. The principal differences between the two are in the way the tool is driven and in the path the tool follows on the rivet: around the axis of the rivet in orbital and back and forth through the axis of the rivet in radial.
In orbital riveting, the tool is mounted on a rotating spindle with the axis of the tool fixed at a 3- to 6-degree angle to the axis of the spindle. As the spindle rotates, the tool orbits the spindle axis and transcribes the pattern of an inverted cone. The tool does not rotate on its own axis. The tool axis intersects the spindle axis at the working end of the tool, and the orbiting tool presses on the rivet shank along a radial line that begins from the shank center.
As forming pressure is applied, a flowing wave of material is formed ahead of the orbiting tool to produce the desired shape, not unlike a baker running a rolling pin over some pie dough.
Multipoint forming on a single workpiece, or gang heading of multiple parts, is possible with orbital forming, says Stutz. An orbital forming machine can be configured to carry as many tools as needed, with centers as close as 3/16 inch apart. In some cases, the tools can even work at different heights.
Excluding parts loading, the head-forming process can take 0.3 second for a thin stud made of a soft material or 2 seconds for a wide stud made of steel. Orbital forming equipment can handle mild steel shanks as large as 1.25 inch or as small as 0.02 inch. With special tooling, orbital forming equipment can swage or flare assemblies exceeding 3 inches in diameter.
Because the orbital forming process applies force along a line of contact, it can upset rivets and form materials very consistently, says Stutz. Assemblies can be tightly riveted without damaging the materials being fastened--including ceramics, plastics and glass.
In radial riveting, the tool axis is not held at a fixed angle with the spindle axis, says Rupprecht. Instead, the working end of the tool passes over the end of the rivet shank on a path that is an 11-loop rosette. The angle between the tool axis and the spindle axis varies continuously between 0 and 6 degrees. The angle between the two is 0 degrees when the axes are aligned.
The point at which forming pressure is applied follows the same rosette pattern, so the forming pressure line on the tool moves repeatedly through the common centers of the tool and the rivet shank. As the tool is pressed against the rivet shank, the rivet material is spread radially outward and inward, along the overlapping loops of the rosette pattern, to form the desired shape.
"The process kneads the material uniformly over the center of the part," says Rupprecht. "The integrity of the joint is maintained, and aesthetics are kept to a premium."
In fact, that kneading action may improve the conductivity of metal parts, says Rupprecht. For this reason, radial riveting is often used to form heads for electrical contacts.

Beside joining, radial riveting technology can be used to engrave, mark, coin and burnish surfaces. The motion of the tool in the radial forming process allows embossing an identification mark, such as a date code or a logo, as the head is being formed. The reverse of the desired mark is engraved in the working face of the tool and the mark will be embossed in the surface of the head as it is being formed.
Materials and Applications
Any malleable material can be cold-formed with radial and orbital forming. Metals with a Rockwell hardness rating of up to 45C can be cold-formed, including mild steel, stainless steel, powdered metal, Hastelloy, aluminum, brass, bronze, gold, lead and copper. Plated, painted or plastic-coated metals can often be cold-formed without damaging the coating.Thermoplastics can also be cold-formed, says Mineau, adding that plastics assembly is a growth area for orbital and radial forming. He says that forming is quieter than ultrasonic welding and faster and more cosmetic than heat staking.
ABS is particularly suited to cold-forming because of its rigidity and dimensional stability. Other good thermoplastics include polyamide, polycarbonate, polymer acetal and mineral- or glass-reinforced thermoplastic blends. Polyetherimide and other amorphous resins are un-suitable for cold-forming because of their crystalline structure. Polystyrene is too brittle for cold-forming, while polyethylene and polypropylene are too flexible.
"It can't be too brittle or too soft," says Stutz. "With plastic, it's always necessary to try out the application first."

Indeed, orbital and radial forming are used to assemble automotive locks, hinges, latches, seats, window cranks, wheel hubs, air bags and a variety of engine and transmission components. "Door latches used to be assembled with impact riveting," says Anderson. "But in today's cars, latches have rubber and plastic parts to dampen vibration and make them quieter. You can't use impact riveting with a precision assembly like that. You have to use orbital forming."
But, other industries have recently discovered the two forming technologies, including assemblers of appliances, electronics, audio equipment, computer disks, toys, tools, knives and medical devices.

