You’ve embarked on your lean journey. Data is streaming in with each kaizen event. It’s clear your team is fast approaching a crossroad-sustainment. This uphill struggle will test the stuff your team is made of. So what’s the best fuel to push you in the right direction? Communication.
Stop and take a hard look: Are you satisfied with the data being collected? Are your operators engaged daily in creating countermeasures and solutions on the floor? Do you have strong support from your executive steering committee? If you’re experiencing a drag in any of these areas, inject a healthy dose of communication.
Measuring quality, cost, delivery, safety and morale (QCDSM)-and communicating that data on centrally located bulletin boards-are critical to nurturing a healthy lean culture at your assembly plant. Quality, cost, delivery, safety and morale are the key measures for getting your operators involved in improving the system every day.
Quality measures include first-pass yield, number of units returned, and time spent reworking product. Cost indicators include scrap reduction and overtime worked. Delivery is monitored with hour-by-hour charts and adherence to daily cell schedules. Safety can be measured by the number of near misses or accidents in a cell or work area. An indicator of morale is daily attendance.
The key to implementing QCDSM is to measure data that can be collected and improved by operators in a work area. For instance, don’t ask your machining team to take responsibility for sales volume, since they do not directly affect that statistic. Instead, have them measure a performance characteristic they actually own and control, such as scrap. This will empower the cell team to work together for a common goal.

Start With CART
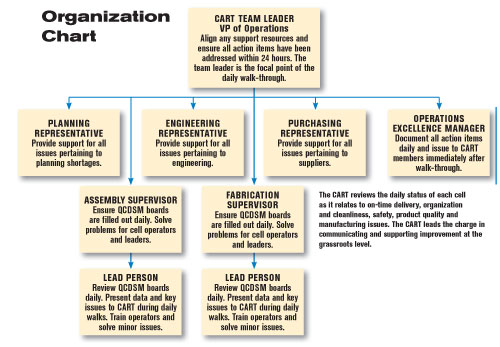
A corrective action response team (CART) facilitates daily communication of QCDSM metrics from top to bottom and back, yielding an uncanny power that fuels a “can-do” attitude toward change and sustainment. Your CART should be selected from individuals representing supporting departments, such as purchasing, engineering, planning, operations excellence, and supervisors. The CART reviews the daily status of each cell as it relates to on-time delivery, organization and cleanliness, safety, product quality and manufacturing issues. Most importantly, the CART leads the charge in communicating and supporting improvement at the grassroots level.Each cell leader plays a key role by being prepared to talk with the CART during its visit. By staying in touch with the status of their areas, cell leaders know what is most important to the operators, while acting as a filter to let the CART know what’s really needed. A strong cell leader will refine the art of timing and make the most of each five-minute visit. Often, when operators ask for improvement without the support of data, the result is a “no” from management. Saying “no” at the wrong time can be counterproductive and deflate the enthusiasm of operators to offer ideas for future improvement. With the right measures, a cell leader can correctly define any abnormality to the CART with data. Then, together they can decide what action should be taken.
Each operator in the cell is responsible for collecting data and 5S activities. Operators must be given adequate time to perform these tasks daily. This may require recalculation of a cell’s available time when calculating takt time. Rest assured, however, that this is time well-spent.

CART Activities
The CART walks a prescribed route each day, visiting cells and reviewing their QCDSM boards. Each cell visit should take no more than five minutes. This allows just enough time to talk with the cell leader and operators about key issues from the previous day’s production. Key talking points are the cell’s hour-by-hour output, 5S score and “kaizen newspaper.” The kaizen newspaper is a list of action items that contains the following information: the date, the problem and its root cause, the solution, who is handling the problem, and the status of the action item in the plan-do-check-act cycle. It’s also important to review quality issues from the previous day. What’s a simple way to incorporate this into the daily CART walks? Position a red box under every QCDSM board. Operators will place all defective product found or made in this box, to be reviewed by the CART during its next visit.Your operations excellence manager should be required to track all action items identified by the CART on a separate kaizen newspaper. This document should be updated and e-mailed to all CART members following the walk-through. CART participants should respond to every action item within 24 hours. In other words, the CART must be prepared with an answer for the cell on its next daily visit, even if it’s just to say that the team is still waiting to hear from someone outside the company. The cell leader must agree that an action item given to senior management is complete before it can be removed from the kaizen newspaper.
Depending on the number of cells in your operation, it can help to alternate the CART route. For example, if you have 14 cells, you may want to visit half the cells on even calendar days and the other half on odd calendar days. This means your CART only uses 35 minutes to cover seven cells, with some time left over to visit cells they owe action item responses to. The entire CART walk-through should take less than 60 minutes per day.
The CART in Action
Consider the experience of Dave Greenberg, plant manager at Hayward Pool Products Inc. in Pomona, CA. The company’s implementation of CART has been nothing short of inspirational!With the support of Lean Synergy International, “our Hayward Pomona Plant put together a CART and began having daily [shop-floor] walks back in late 2003,” Greenberg recalls. Prior to this, Hayward’s management team found that hour-by-hour charts and QCDSM boards were frequently out of date or missing important data.
“It was easy for department managers to lose touch with the production cells. Their understanding of production issues was often limited to what they were being told by staff or by computer reports,” he says.
As the discipline of daily walks began to take hold, the team saw incredible transformations. “Visual performance indicators were always current. Lead persons who previously struggled communicating with management began to provide crisp, concise and relevant reports about the performance of their cells,” reports Greenberg.
Hayward’s department managers could see opportunities for improvement firsthand and could create a vision for the future. The employees of each cell began to see management as a resource, helping them to solve problems and identify root causes. “We actually touch each and every defect created and, even if it is just a few parts, corrective action can be initiated. Those few parts would never get our attention if all we saw were numbers on a computer report,” he says.
Greenberg is quick to point out a key to his company’s success. “An important part of the [shop-floor] walk is the traveling kaizen newspaper,” he says. “We record every assignment that comes up during the walk. That list of action items is reviewed each time we visit the cell to which it applies. This ensures that assignments are completed, and it reminds the cell staff that management is, indeed, working on their problems. So far, we have completed over 2,300 of these assignments.”
Imagine tracking this type of progress! Greenberg summarized the Hayward experience: “I consider the CART walk as one of our most important tools in our lean journey.”
Long-Term Benefits
Your CART has power! The initial benefit of implementing CART and QCDSM boards is a heightened awareness of even minor quality and defect issues in both manufacturing and business processes. This awareness drives support for the corrective action process. Communication synapses quickly form across teams and departments for the greater good of your customers.The long-term benefits of a CART are even more satisfying. Over time, trust is forged between departments. Co-workers communicate daily with one another and their CART to create real solutions that drive operational excellence. The culture of continuous improvement and sustainment can grow stronger than you imagine when you fuel it with a CART!