
To manufacture this design will require:
- two turret press setups.
- two press brake setups.
- one assembly worker and station.
- A hand tool to insert and secure the rivets.
- 26.35 seconds of assembly labor.
Traditionally, however, this design would simply be passed to the manufacturing team and production would begin. During production, if management discovers that cost cutting is needed to increase profit margins, engineers would look to apply lean manufacturing techniques to the process.
With lean, the following steps could be taken to make the process more efficient:
- Reduce setup times of the presses and brake by training workers.
- Reduce the amount of scrap by nesting parts or changing to a more appropriate sheet size.
- Reduce the part-to-part and part-to-sheet edge clearances to use more material.
- Reduce movement of material between stations by rearranging the shop floor layout.
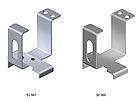
- Employ fixtures to facilitate riveting of the parts. Neither part has any self-locating features.
If instead we applied DFMA techniques to the design, the manufacturing process would require:
- One turret press setup.
- One press brake setup.
- Zero seconds of assembly labor.
Now, applying lean to the manufacturing process would enable us to get the most benefit from all the tools at our disposal. We can also consider alternative manufacturing techniques. Progressive die stamping, for example, would prove to be a lower cost option than stamping and bending. With a better design, lean manufacturing lowers the cost of the part by an additional $0.35, including the cost of the progressive die tooling.
In the end, DFMA and lean achieved a cost reduction of $0.987 per part-more than half the cost of the original designs.

