


In this article, you'll learn ...
-
Why robotic screwdriving offers a flexible alternative to offshore production
-
How robotic screwdriving is changing with new technology
-
The benefits of screwdriving applications
-
Challenges and issues that need to be addressed by engineers
Manufacturers in many industries are reshoring their assembly lines. Several factors are behind this phenomenon, including the ability to automate assembly tasks that traditionally used manual or semiautomated fastening equipment.
A few years ago, screwdriving was synonymous with large production volumes, long production runs and few changes to assemblies. Today, flexibility is the watchword, and robots are enabling manufacturers to cope with the challenge of high-mix, low-volume assembly without breaking the bank.
Robotic screwdriving differs from more traditional applications, such as fixed or handheld screwdriving. For instance, robots make it easy to do quick changeovers and run small, varying size batches of related assemblies.
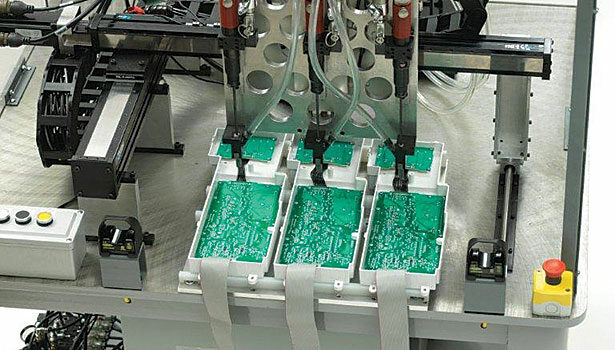
In addition, robots can drive screws from all directions, sometimes with varying torque requirements. They also have the ability to drive different sizes of screws using various feeders for each type of fastener. Manufacturers can achieve higher cycles per screwdriver spindle and faster cycle time per screw, while improving quality.
Traditionally, robotic screwdriving was associated with large bolts used in powertrain assembly. But, new technology, such as controls, software and vision systems, now allows assemblers to insert and tighten small screws that are used in many other applications, including electronics and medical devices.
“Robotics is a more accepted method of automation than it was five years ago,” says Patrick Laughter, engineering man-ager at DENSO Robotics. “Also, the automated screwdriver companies are designing their controls to communicate more easily with the robot manufacturers’ controls.”
While the auto industry continues to be the biggest user of robotic screwdriving, other manufacturers are embracing the technology. “They’re looking to robotics to assemble everything from toasters, consumer electronics and mobile devices to surgical hardware—anything that requires fastening two pieces of hardware together,” Laughter points out.
“Our requests for robotic applications have increased,” adds Neil Maniccia, global product group manager for ASG Preci-sion Fastening, a division of Jergens Inc.
“When handling small fasteners, [this technology] can reduce the [risk] of fasteners being dropped into [an assembly]. In addition, it can increase cycle time and allow the product to be fastened in the proper sequence.”
According to Kevin Buckner, design engineer at Design Tool Inc., several trends are driving the increased use of robotic fastening. “These factors include lower cost of robotics, increased capacity and capability in robots, and increased use of automation to improve productivity and maintain a lean production environment,” he explains. “Many companies are using robotic systems to assemble components in either standalone stations or fully integrated into an assembly line.”
Boris Baeumler, applications engineer at DEPRAG Inc., says manufacturers are shifting to robotics from multispindle screwdriving equipment. “With new developments in screwdriving technology, I see potential for further activity. [That’s because] robotic stations are easier and less expensive to retool. The cost of robots is also continuously decreasing, while capability is increasing.
“Multiple products with different hole patterns can be run on the same line,” Baeumler points out. “Reduced cycle time requirements allow for screws to be driven in series rather than in parallel.”
Numerous Benefits
Cartesian and SCARA robots are widely used for screwdriving applications. Those machines are less expensive and are usually faster than articulated robots. But, with the right end effectors and feeders, six-axis robots can also be used as fast, flexible screwdriving tools.
Because they provide articulated motion, six-axis robots are ideal alternatives for many screwdriving applications. Unlike Cartesian robots, which have a rectilinear work envelope, or SCARAs, which have a cylindrical work envelope, six-axis robots have a spherical work envelope. An articulated robot can reach above, below, around and behind itself. Its wrist can rotate a fastening tool or turn it on an angle.
Another option is delta robots. “They’re becoming popular for high-speed screwdriving applications that involve small screws,” says Chris Blanchette, manager of national distribution sales at FANUC Robotics America Inc. “Delta robots can be installed in multiple orientations with either a single-axis or three-axis wrist.”
Six-axis robots offer agility and long reach, and they can handle complex part geometries. However, articulated robots are not as fast as Cartesians and SCARAs, and they’re more expensive. Engineers must decide if the screwdriving application justifies the trade-offs.
“Global product quality concerns have been driving increased robotic automation demand hand in hand with the very real long-term labor savings being realized here in North America,” says Jarrod Neff, marketing manager at Visumatic Industrial Products Inc. “We have seen a substantial increase in automotive robotic screwdriving, especially with the advent of LED headlamps and the complex componentry used in high-end HVAC systems.
Dual-climate control systems use actuators and sensors that open and control vents. “They are assembled with small screws that are located in positions that are difficult to reach with manual or semiautomated screwdriving equipment,” says Neff. “If you drop one of those screws, it can be difficult to retrieve. By using robotic screwdriving, suppliers eliminate the risk of having a loose screw rattling around inside an assembly.”
Robots also help address quality control issues by recording and transmitting critical production information. “Mitigating the human variability in work performance to create a truly closed-loop statistical process control environment is the most striking advantage to robotic screwdriving,” claims Neff. “Discrete, real-time data can be fed to the plant network for every move, pick, place and screw drive, including seating torque and tightening rotation angle.
“Robotic screwdriving is also appealing to plant managers due to the low cost of ownership and flexibility inherent in this type of machine design,” notes Neff. “Robot capabilities can easily be adapted or expanded for new product assembly processes without repeating the capital expense.”
“Flexibility and cost savings are the main advantages for using robots in screwdriving applications,” adds Lisa Maitre, senior applications engineer at Kawasaki Robotics USA Inc. “By mounting a single spindle on the robot instead of using multiple fixed spindles, the robot can quickly fasten screws with high precision and reduced cost.
“Assembly operations involving precision fastening and fast cycle time requirements typically use automated screwdriving equipment,” Maitre points out. “With the added flexibility of a six-degree-of-freedom robotic arm, the fastening tool or nutrunner can drive a fastener from any direction, saving the cost of complex fixed tooling.”
Multiple spindles can be reduced to just several end-of-arm tools. “That can add up to a lot of savings, especially when you consider that it costs an average of $30,000 per spindle,” says Don Kowalski, principal mechanical engineer at ABB Robotics. “If you have an application that requires 20 spindles, using robotics can cut costs considerably.”
That’s one reason why assembly processes that use robotic screwdriving typically feature assemblies with large numbers of fasteners, assemblies that have specific fastener sequences, and assemblies that require fasteners to be installed from multiple positions.
“Robotic systems can be designed with single or multiple screwdrivers, and can accommodate almost any fastener pattern,” claims Buckner. “Also, assemblies that require stringent controls on fastener installation for function or safety reasons are good applications for robotic screwdriving.”
The ability to use multiple screwdrivers allows simultaneous assembly of several components, which greatly increases productivity. “Robotic systems can be equipped with DC-electric tools that offer both torque and angle control, and monitoring, for very precise tightening requirements,” notes Buckner.
“The use of robotic operations decreases cycle time variance as well, allowing more precise control of the screwdriving process and the entire assembly operation,” adds Buckner. “Robotic machines can be combined with multistation parts placement to automate an entire assembly process, which further reduces the possibility of human error and increases assembly process efficiency.”
Other advantages include screw placement accuracy that is held to very tight tolerances; pattern repeatability for quality assurance; the ability to operate in environments that are hazardous to operators; and the ability to increase efficiency by freeing operators to complete other tasks during the screwdriving cycle.
Issues to Address
While robotic screwdriving offers numerous advantages, such as accuracy, flexibility and repeatability, manufacturing engineers need to address several challenges.
For example, tolerances and dimensions are critical with robots. “[One of the biggest challenges] with robotic screwdriving is part placement accuracy,” warns Maitre. “Robots are repeatable and will move to the same location each time. But, it can be difficult to start a bolt or screw if it is not perfectly aligned, and it can be easily cross-threaded or damaged. Parts need to be fixtured in the same location each time for the robot to accurately drive the fastener.”
“Once you use a robot for screwdriving, people learn a lot more about their parts than they thought,” adds Neff. “Applying robotic technology to assemble inherently imperfect parts that require active operator alignment, such as multiple-bend sheet metal appliance covers, can be a big mistake. High-tolerance components that lack adequate locating features to aid in stack up can set an engineer up for failure.”
Robotic screwdriving applications can also be hindered in plants that lack adequate programming support staff. “[That’s why we developed a] robotic fastening software platform to allow customers to define and self-program drive sequences for multiple parts via a Windows-based touch screen,” says Neff. “The user-friendly interface enables people with basic computer skills to reprogram or teach the robot new products to assemble with no outside technical support.”
According to Buckner, the primary challenges of using robots for screwdriving applications include balancing the weight of the screwdriving components with the load capacities of the robot, screw delivery to the components, and designing the screwdriving components to work correctly in the various positions that may be required to assemble the application correctly.
“The screwdriving component weight is a major concern, due to the very high travel speeds of the latest generation of robots,” Buckner points out. “Weight must be minimized to avoid inertia loads that exceed the capacity of the robots. Also, the screw feed mechanism must be capable of delivering the screw during the travel time to maximize efficiency and minimize cycle time.”
The type and size of screw used often determines whether or not robots make sense. As a rule of thumb, screws with internal drive recesses typically work the best; slotted screws should be avoided.
“In general, smaller fasteners are harder to handle,” notes Baeumler. “They require tighter tolerance tooling, more accurate torque and more precise positioning.
However, smaller fasteners can generally be driven faster. Robots can travel faster, due to lighter payload, so in turn, faster cycle times can be achieved.
“On the other end, larger fasteners require higher torque and larger screwdrivers,” explains Baeumler. “This requires larger, stronger and more expensive robots.”
“Smaller screws have lower torque requirements, and therefore, can use lighter components that result in smaller robots with higher allowable velocities, due to lower inertia loads,” adds Buckner. “However, larger robots can assemble larger and longer screws without sacrificing speed and accuracy. The limit on screw size is determined primarily by torque requirements.”
When evaluating the suitability of robotic screwdriving for a particular application, engineers should consider several factors, including quality requirements, fastener size, efficiency gains, and operator health and safety.
For example, if the incorrect sequence of tightening or incorrect screw placement can result in product failure, then robotic screwdriving may solve the problem. “If the environment in which the fasteners are installed is hazardous to the operator, robots are an obvious choice,” says Buckner. “Efficiency gains for robotic systems should also be considered, as the operator can perform other tasks while the screws are driven.”
Robots offer higher volume productivity while reducing the cost of the assembly process. “The cost of the robot must be compared to the cost of traditional
Robots offer higher volume productivity while reducing the cost of the assembly process. |
assembly techniques,” Buckner points out. “It is difficult to quantify actual quality costs, but, in many cases, the potential costs and liabilities of assembly mistakes tip the scales in favor of robotic equipment.”
Maitre believes the major criteria to consider before implementing robotic screwdriving are cost, safety, flexibility and quality. She says return on investment can be calculated by considering equipment cost, engineering and installation labor, and maintenance costs vs. the cost of fastening screws manually.
“Quality and safety are also important factors that can be measured when considering automation,” claims Maitre. “Tracking quality is important with critical components, such as the flywheel in an automobile engine. Ergonomics play an important role, as well, since performing highly repetitive tasks for extended periods can lead to serious health consequences for assemblers.”
Web Extras:



