Sponsored Content
How Intelligent Press Programming Eliminated Scrap and Solved Transmission Sealing Failures
Modern automatic transmission cases are highly complex castings with intricate internal channels designed to manage hydraulic flow and control functions. Many of these channels cannot be cast internally and must be connected using cross-drilled holes which is a process that drills through the outer housing and internal passage walls.
 Once cross-drilling is completed, the external opening must be sealed reliably to prevent fluid loss. Even small inconsistencies in sealing can lead to leakage, cracking, and costly warranty failures.
Once cross-drilling is completed, the external opening must be sealed reliably to prevent fluid loss. Even small inconsistencies in sealing can lead to leakage, cracking, and costly warranty failures.
One long-time Promess customer faced exactly this challenge when a proven sealing method began failing in a newer, thin-walled transmission housing design.
The Challenge: When a Proven Process No Longer Works
Historically, the manufacturer used a Promess Electro-Mechanical Assembly Press (EMAP) to press steel ball bearings into cross-drilled holes as a sealing method. This approach had worked well in prior designs.
However, with the newer thin-wall casting:
- Housing cracking began occurring
- Leakage rates increased
- Warranty risk escalated
- Production yield dropped
Although the EMAP provided accurate position and force control, the application was programmed to stop based solely on distance. Meanwhile, the ball size, bore diameter, and surface finish were not tightly controlled.
This allowed excessive variation in how deeply the ball seated and how much stress was applied to the housing leading to unpredictable sealing quality and material damage.
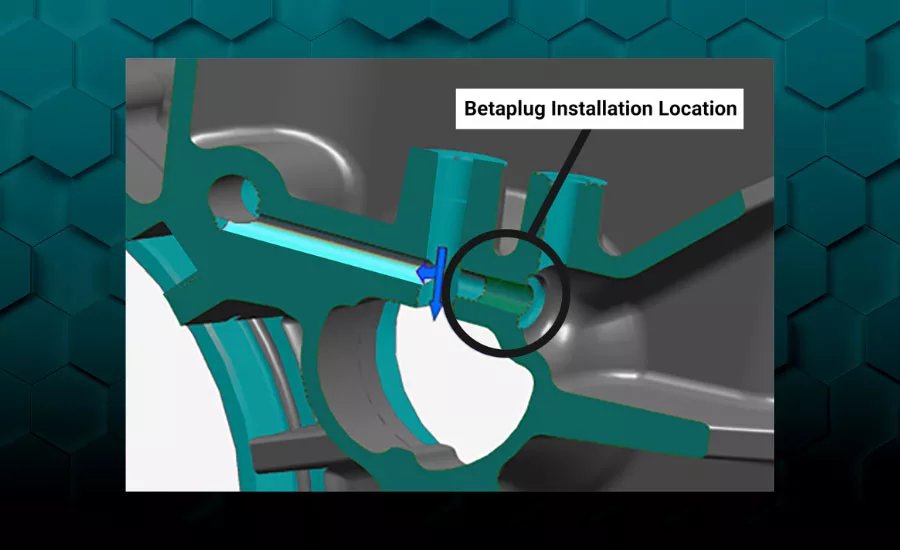
Switching to a Better Sealing Technology: Betaplug® Expansion Plugs
To solve the cracking issue, the manufacturer replaced the steel ball with a Betaplug® expansion plug from The Lee Company. This two-piece tapered plug features:
- An outer plug body with lands and grooves
- An internal pin that expands the plug radially
- Predictable boss stress ideal for thin or brittle materials
- A controlled staking process that locks the plug in place
The Betaplug eliminated the cracked housings and improved sealing integrity.
However, the manufacturer carried over the original distance-based press programming—which introduced a new problem.
The New Problem: Over-Pressing, Scrap, and Fixture Damage
While the plugs performed well in the field, excessive scrap was occurring during production. Some plugs were being over-driven, causing:
- Excessive radial force
- Plug extrusion inside the bore
- Fixture damage
- Unnecessary rejection of acceptable parts
The root cause was continued reliance on distance-based control instead of allowing the plug to seat based on its functional staking behavior.
A proper Betaplug installation should stop once staking is complete, not when a fixed depth is reached.
The Breakthrough: Intelligent Rate-of-Change Programming with EMAP
Promess engineers collaborated with The Lee Company to analyze the full installation profile. They recommended leveraging the EMAP’s advanced data processing capabilities, not just force or distance independently, but the rate-of-change relationship between force and displacement.
During installation:
- The plug initially moves as a unit into the bore
- Resistance increases as the lands bite into the housing
- The plug body stops moving
- The inner pin continues advancing, expanding the plug
- A distinct inflection point appears in the force-distance curve when staking begins
This inflection point is highly repeatable and provides a precise indicator of proper installation.
By programming the EMAP to detect this inflection point and terminate the press cycle accordingly, the system ensured:
- Proper staking depth
- No over-pressing
- Consistent sealing performance
- Automatic detection of missing or misoriented components
Validation and Production Deployment
Extensive laboratory testing was performed jointly by Promess and The Lee Company to validate the new control logic. After successful trials, the updated program was deployed on the production line and further validated in live manufacturing conditions.
The results were immediate and measurable.
The Results: Scrap Eliminated, Yield Restored, Millions of Parts Proven
With the plug change and intelligent EMAP programming:
✅ Installation yield issues were eliminated
✅ Scrap rates dropped dramatically
✅ Fixture damage was eliminated
✅ Previously scrapped parts were confirmed to be acceptable
✅ Sealing reliability was validated at scale
Most impressively:
Over 35 million plugs have now been installed with zero leakage-related warranty returns.
This transformation was achieved not through expensive hardware redesign, but through smarter software, better data utilization, and collaborative engineering.
Why Programmable Servo Presses Outperform Traditional Presses
Unlike hydraulic or pneumatic presses, servo presses like the EMAP enable:
- Multi-variable process control
- Real-time signature analysis
- Adaptive termination logic
- Advanced defect detection
- Rapid reprogramming for new products
This flexibility allows manufacturers to continuously improve processes without costly mechanical changes.
In this case, a simple plug change and intelligent programming unlocked massive improvements in quality, yield, and long-term reliability.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


