Tesla Rethinks the Assembly Line
The “unboxed” production concept could slash EV manufacturing costs and reduce factory space.

Engineers at Tesla have developed a new process that they claim will reduce EV production costs by 50 percent. Illustration courtesy Tesla Inc.
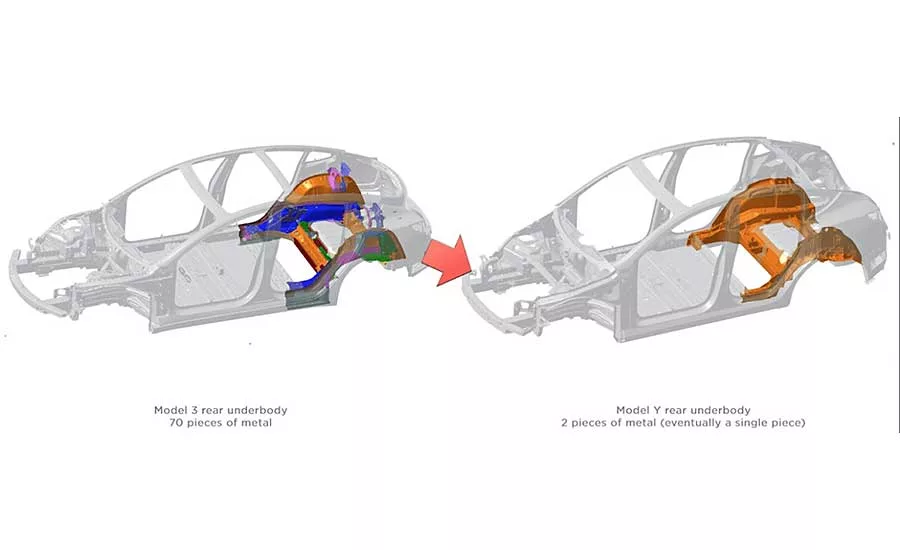
Large castings have enabled Tesla to consolidate components and reduce the number of stamped metal parts. Illustration courtesy Tesla Inc.
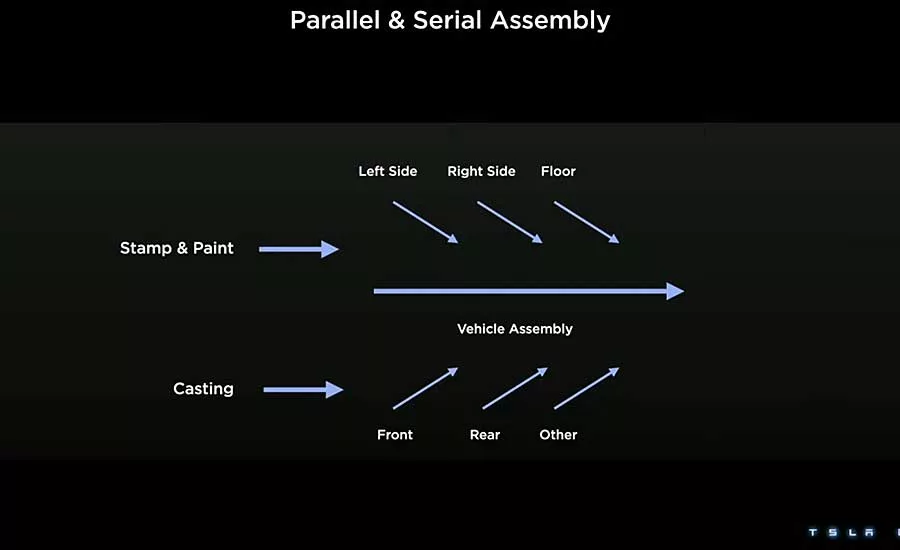
Parallel and Serial Assembly.
Tesla wants to eliminate traditional linear assembly lines. Illustration courtesy Tesla Inc.
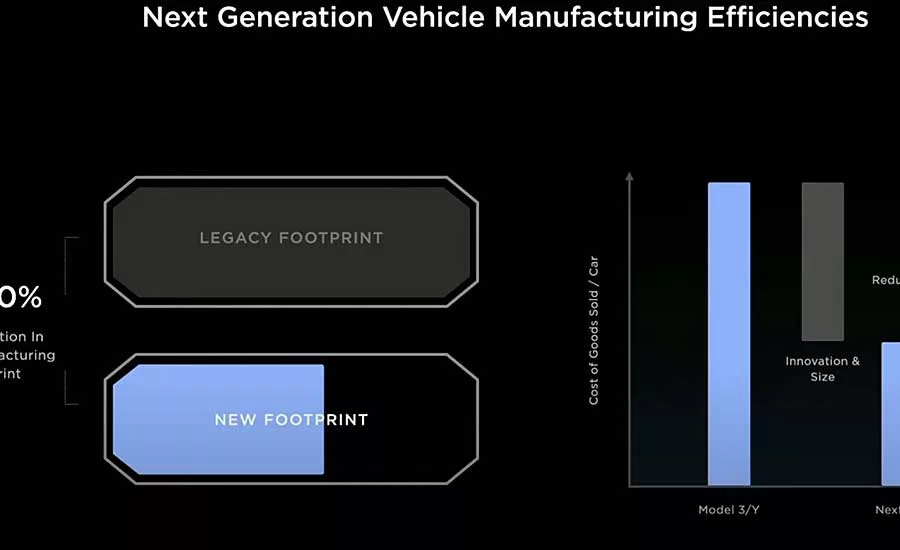
Next Generation Vehicle Manufacturing Efficiencies.
Tesla hopes to improve manufacturing efficiencies and reduce production bottlenecks. Illustration courtesy Tesla Inc.
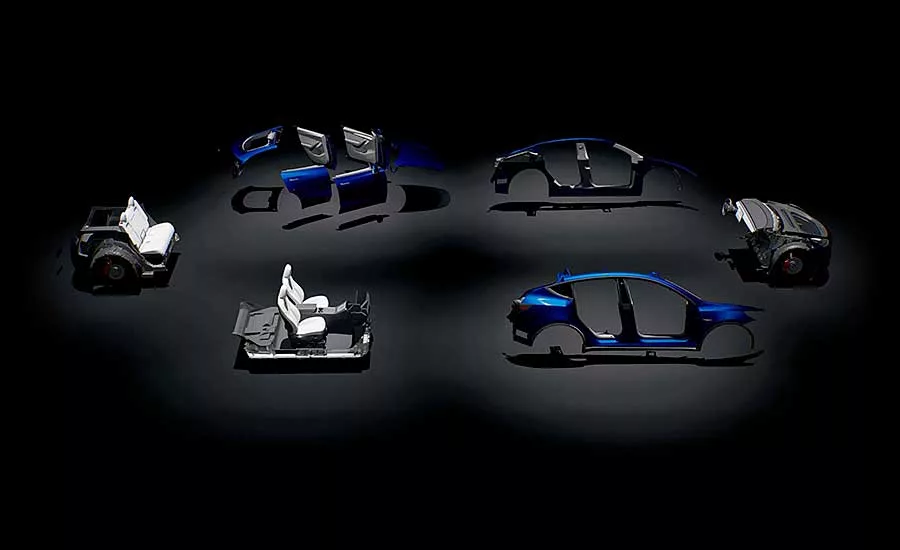
Production process.
The unboxed production process will consist of five main subassemblies, including front and rear mega castings. llustration courtesy Tesla Inc.

The front seats of the Model Y are attached to the top of a structural battery pack that serves as the floor. Photo courtesy Tesla Inc.

Tesla is building a new factory in Monterrey, Mexico, that will take advantage of low labor costs, in addition to automation, parts reduction and vertical integration. Illustration courtesy Tesla Inc.
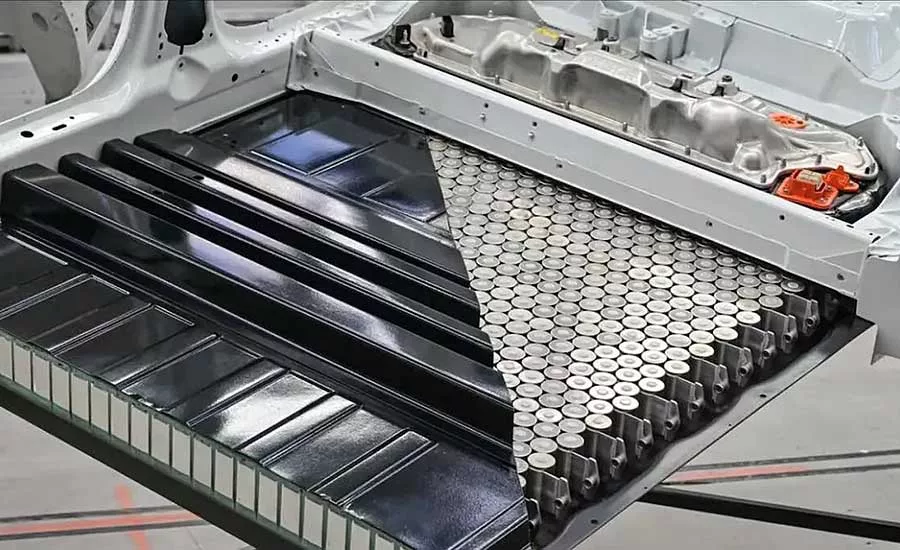
Tesla plans to use more structural batteries that serve as the floor in its vehicles. Illustration courtesy Tesla Inc.
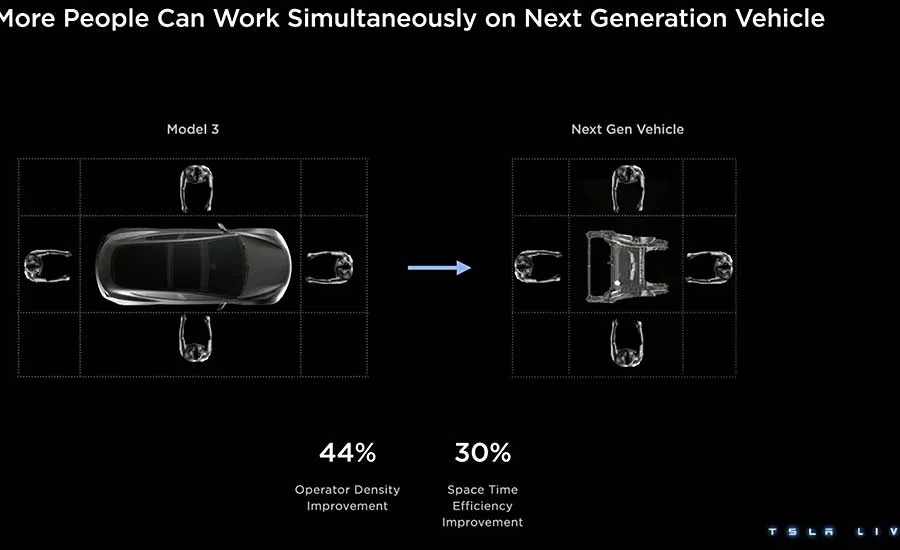
More People Can Work Simultaneously On Next Generation Vehicle.
Tesla’s next-generation vehicle will result in a 44 percent density improvement and a 30 percent improvement in space-time efficiency. Illustration courtesy Tesla Inc.
The Tesla Model Y pioneered the concept of using large mega castings, such as this front end. Photo courtesy Munro & Associates

This photo shows the front (right) and rear Model Y mega castings side by side. Photo courtesy Munro & Associates

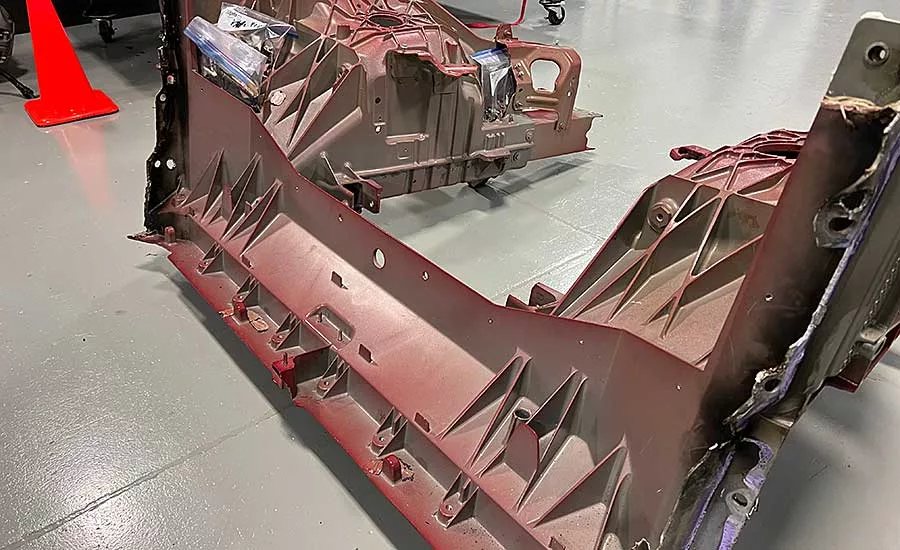
This rear casting used by Tesla simplifies assembly by eliminating hundreds of stamped metal parts. Photo courtesy Munro & Associates

Tesla believes that its new production method will lead to a paradigm shift in the way that vehicles are mass produced. Photo courtesy Tesla Inc.
The process of assembling automobiles hasn’t changed much since the concept was pioneered by Ford Motor Co. more than a century ago. But, engineers at Tesla Inc. have developed a new process that they claim will reduce EV production costs by 50 percent, while reducing factory space by 40 percent.
The “unboxed” system was outlined during the automaker’s recent Investor Day event at its new factory in Austin, TX. Tesla believes that its more efficient production method will lead to a paradigm shift in the way that vehicles are mass-produced. It focuses on eliminating linear assembly lines and producing more subassemblies out of large castings.
According to Tesla CEO Elon Musk, “the problem with cars is production; it’s 99 percent of the difficulty.”
The goal of Musk’s radical production strategy is to enable the company to reach its ambitious target of producing 20 million vehicles per year. A key part of that initiative will be a low-cost vehicle that’s expected to cost around $25,000. It will be assembled at a huge new factory in Monterrey, Mexico, that will take advantage of low labor costs, in addition to automation, parts reduction and vertical integration.
“The traditional way of making a vehicle is [to] stamp it, build a body-in-white, paint it and do final assembly,” says Lars Moravy, vice president of vehicle engineering at Tesla. “These [individual] shops are dictated by the boundaries that exist in [auto] factories. If something goes wrong in final assembly, you block the whole line and you end up with buffering in between.”
According to Moravy, vehicle assembly processes haven’t changed in the last 100 years, which he says is “really silly. You take all these stamped [body] panels, you put them together in a framing station, you put the doors on and then you paint them. [Next], you take the doors off and then you start putting the interior in through the openings that exist. Finally, you put the seats and glass in, then reattach the doors.
“At Tesla, that’s not good enough,” claims Moravy. “To scale the way we want, we have to rethink manufacturing and make another step change in cost. We started this on the Model Y with huge giga-castings that eliminated hundreds of parts.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“We simplified Model Y assembly with a structural battery, where the battery is [also] the floor,” says Moravy. “We put the front seats and the interior module on top of the battery pack, and we bring it up through a big open hole [in the bottom of the body]. This allows us to do things in parallel and reduce the final assembly line by about 10 percent.
“By doing the same thing on the front or rear part of a vehicle, we can get more people working on the car at the same time, resulting in better operator density,” Moravy points out. “[On our next-generation vehicle], that will result in a 44 percent density improvement and a 30 percent improvement in space-time efficiency.”
Moravy says that will make automation easier to implement on final assembly lines. “We will balance parallel and serial manufacturing in a way that we only do things that are necessary, with a much shorter final assembly line…that optimizes material flow,” he explains.
“We will take all of the tested subassemblies and attach them,” notes Moravy. “We will only attach doors and other parts once. Interiors will [be inserted into the body] from the bottom up. That means we’ll be doing more work on the car more of the time.”
“To increase the scale and adoption of electric vehicles, we have to make constraints part of the solution,” adds Moravy. “That means we will reduce our manufacturing footprint by more than 40 percent. We’ll be able to build factories faster with less capital expenditure and more output per unit.”
VIDEO | Tesla's Unboxed Concept
Intriguing Concept
While some experts scoff at the unboxed assembly idea, others believe it has merit. In fact, they point out that Tesla has already transformed the auto industry more than once with its think-outside-the-box philosophy
“The unboxing concept has a lot of intrigue to it and it’s an attractive proposition,” says Venkatesh Prasad, Ph.D., senior vice president of research and chief innovation officer at the Center for Automotive Research. “Two things in particular stand out.
“One is questioning the ways things have been done in the past,” explains Prasad, a former engineer at Ford Motor Co. “Do you have to go through the sequential process of assembling individual metal parts into a body and chassis; then running it through the body-in-white process, doing all the coating and painting steps; and then removing the doors for final assembly on the trim line?
“The reason that’s always been done is for color consistency, to ensure that there’s a perfect match between the doors and the rest of the car body,” Prasad points out. “By not having to assemble, disassemble and reassemble vehicles, you can reduce production costs and eliminate waste.
“Also, because of automation and the reduction in density and complexity that comes with electric vehicles—including a dramatic reduction in the amount of components—there are opportunities for parts optimization on assembly lines,” notes Prasad. “EVs have fewer parts, which lends them to manufacturing changes and a significant increase in efficiencies. There’s also a new degree of freedom in terms of parts presentation.”
Tesla’s innovative assembly concept has generated a mix of reaction in the auto industry. In particular, there’s been some healthy skepticism surrounding potential reduction in manufacturing cost and factory footprints. But, audacious double-digit improvements would certainly be easier to pull off in a greenfield plant.
“Tesla is proposing a totally different philosophy to manufacturing,” says Alex Pischalnikov, principal of the automotive and manufacturing practice at Arthur D. Little. “It’s going back to first principles and identifying bottlenecks in the production process.
“Legacy automakers, such as Ford, GM and Toyota, have an engrained system that’s worked well for decades,” notes Pischalnikov. “Tesla, on the other hand, has a startup philosophy and the nimbleness of a command-and-control top executive. It’s critical for Tesla to continue to innovate and maintain a cost advantage, because during the next three years, many new EV models will be coming from legacy automakers.
“Implementing a new production process in a greenfield facility would make a lot more sense than trying to retrofit an existing plant,” explains Pischalnikov. “It would also be easier to implement with EVs, because there are much fewer components.
“However, there are some quality-related risks involved, such as potential gaps in fit and finish,” warns Pischalnikov. “I’m a bit skeptical of a new process without much precedent. Meeting crash ratings and other regulatory requirements is a critical aspect that can’t be overlooked.”
“What Tesla is doing demonstrates how a company that manufactures EVs exclusively can capitalize on their inherent advantages to optimize product engineering, staffing, materials and supply chain,” adds Gary Gustafson, president of G-Force Consulting Inc. “A company that makes ICE-powered vehicles cannot lay things out as cleanly, because of the weight and complexity involved with installing a gasoline engine and related lines or systems.
“I have studied the difference between the way that Tesla has assembled its vehicles in the past and how it plans to manufacture in the future,” says Gustafson. “The legacy way that automobiles have traditionally been assembled has 100 years of inertia behind it.
“This is first time that I’ve seen a manufacturer talk about blowing up decades of assembly knowledge, such as the way that various departments and engineering teams are organized,” notes Gustafson. “Tesla is saying ‘let’s start with a clean sheet of paper and come up with a better way to assemble a car.’ It can do that much easier than legacy automakers that have an engrained system that dictates the way things are done in their factories.
“Tesla is saying ‘let’s start with a clean sheet of paper and come up with a better way to assemble a car.’ It can do that much easier than legacy automakers that have an engrained system that dictates the way things are done in their factories.”
“Tesla’s culture is to constantly reinvent itself and think outside the box,” Gustafson points out. “The unboxed concept goes beyond just the assembly line. For instance, it would revolutionize how automakers design vehicles and address quality.
“This is a deeper shift than most people realize,” claims Gustafson. “The legacy way of doing things is very siloed in terms of responsibilities and how various departments are organized and structured. There’s a lot of turf mentality on the part of engineers. And, the relationship between automakers and suppliers is entwined to the point where it’s almost impossible to break up.”
According to Gustafson, centralized final assembly (CFA) is outdated. “It operates in a linear fashion, like a train with a series of cars behind it,” he explains. “The problem with the CFA model is that it’s extremely complex; if any part of it goes wrong, everything goes wrong.
“The unboxed process that Tesla is proposing features parallel series assembly,” says Gustafson. “If you detect a quality problem in a part, the whole assembly line doesn’t have to stop. Throughput would be minimally affected. In my opinion, this is just the beginning of what can be done. Among other things, it may make it easier to introduce new technology, such as additive manufacturing, into the vehicle assembly process.”
A Wakeup Call?
According to Gustafson, this is a wakeup call to the auto industry. “However, it will be difficult for many legacy automakers to adopt this new concept, because there are so many stakeholders involved,” he explains. “Any change would have to be negotiated with suppliers, unions and other third parties.”
“Overall, it’s more of an opportunity than a risk for Tesla,” adds Gustafson. “But, one of the big unknowns with the unboxed process is structural integrity. For example, how would the chassis meet safety standards and hold up in crash test requirements?”
“What Tesla is proposing makes sense 100 percent,” claims Charly Mwangi, a former executive at Tesla who was responsible for manufacturing engineering. Mwangi has a unique perspective, because he has also worked at Nissan, Rivian and Toyota.
“Musk and his colleagues have a willingness to question the status quo and do things a bit differently,” says Mwangi, who now serves as a partner at Eclipse, a venture capital firm based in Silicon Valley. “The culture at Tesla is not to say ‘Let’s go change manufacturing.’ Rather, it’s questioning things like ‘How do we design the vehicle with an objective of coming up with the most efficient assembly line?’”
Many of the concepts behind the unboxed approach were developed and tested by Tesla engineers over the last seven years. For instance, the use of castings eliminated complexity and shortened the supply chain.
“Because of a lack of bureaucracy, things were done much faster at Tesla,” explains Mwangi. “Things that took months to approve at some automakers only took weeks. The culture is significantly different, which makes it easier to build vehicles.
“At Tesla, product engineering and manufacturing engineering fall under one umbrella,” says Mwangi, who worked on vehicles such as the Model S, Model X and Model 3. “The assembly line was often designed at the same time as the vehicle.
“Part of the Tesla culture is to look for the shortest value chain and methods of parts consolidation,” Mwangi points out. “That’s why the company started to consider using large castings. And, because Tesla is vertically integrated, it can design every component, which lends itself well from both an engineering and a manufacturing perspective.
“Unboxed assembly is also known as ‘delayed 3D,’” adds Mwangi. “In other words, you stay in 2D as much as possible and go to 3D as late as possible in the vehicle production process. That means you have open access to the majority of your work areas, which gives you an opportunity to simplify operations. It also lends itself to simpler automation, because robots don’t need to work around a shell.”
Automakers traditionally stamp metal parts and turn them into a three-dimensional body, which Mwangi says is very inefficient. “Tesla wants to delay going to 3D as long as possible,” explains Mwangi. “That allows you to save factory space and have a high-density operating environment.
“Ideally, you want operators to be performing value-added activities in a high-density space,” notes Mwangi. “That enables you to do more in less physical space. One person can now do more, which increases efficiency and reduces costs.
“While there are some potential challenges involved with the unboxed assembly concept, it’s worth taking the risk because the potential benefits are huge,” claims Mwangi. “As with anything new, there’s going to be some initial pain points and bumps along the way.”
Mwangi also believes that any new production process that can streamline bottlenecks traditionally associated with paint shops is worth the effort.
“Automotive paint shops are like a chemistry lab inside a mechanical manufacturing facility,” explains Mwangi. “It’s quite a complex operation, because you need to have a cleanroom environment. It’s also a very energy-intensive operation. Painting 2D rather than 3D surfaces like Tesla is proposing with the unboxed process would require a smaller, less complex paint shop.”
Mega Big Potential
Tesla has already revolutionized automotive assembly with its front and rear mega castings. Large 6,000-ton aluminum die casting machines eliminate hundreds of stamped metal parts. The giga presses enable Tesla to produce a three-piece chassis that consists of a structural battery pack sandwiched between a front and rear casting.
“The front and rear giga castings are massive components that together eliminate more than 350 stamped steel parts, including brackets,” says Cory Steuben, president of Munro & Associates, which has performed tear downs of electric vehicles, including various Tesla models, looking for product design flaws and manufacturing improvements.
“The front casting includes the left and right shock towers, the wheel arch, the crush can for the front bumper, and the left and right door hinge pillars,” explains Steuben. “The rear casting is even longer, reaching all the way from the rear bumper crush can to the rear passenger seat. Some portions are very thick, while others are quite thin.
“Right now, many of the workstations and production tools used at Tesla’s assembly plants are exactly as you’d see at a legacy automaker” Steuben points out. “However, the level of integration in the body structure has revolutionized the size of the body shop.
“When I visited the Austin factory recently, one front casting was coming off the giga press about once every 60 seconds,” notes Steuben. “Each one eliminates roughly one-third of the traditional body shop that produces a stamped steel, welded vehicle structure. The production cell itself measured about 100 by 100 feet, with 14 operators.
“Castings are like stones,” says Steuben. “They provide amazing structural rigidity, because they don’t flex like many types of stamped steel subassemblies. They are attached to the rest of the vehicle with threaded fasteners and structural adhesives.
“However, one thing that Tesla has struggled with in the past are thin, nonstructural portions,” claims Steuben. “They sometimes get hairline cracks in them, which can lead to water ingress issues. A traditional stamped panel, on the other hand, wouldn’t have this problem.”
In addition to the body shop, unboxed assembly could dramatically change the look of paint shops.
“In a traditional automotive paint shop, the entire body is sent through,” explains Steuben. “The doors, hood and the trunk all move at the same speed; they cannot move in parallel.
“Now, Tesla has the opportunity to use three parallel lines that can paint three different colors at the same time in the same footprint as a traditional paint shop,” says Steuben. “It’s absolutely wild to think of the efficiency that could be gained just in the paint shop alone by compartmentalizing the pieces that are being painted.
“However, the real savings will be realized in final assembly,” Stueben points out. “That’s because trim lines are riddled with ergonomic issues—particularly when an operator has to go inside a car to install a headliner or a wiring harnesses in the vertical position. Tesla has already eliminated some of those problems by getting rid of the floor, which allows workers to stand under the vehicle instead of having to get inside in a crouched position.
“The ergonomic benefits for assemblers is going to be phenomenal,” claims Steuben. “It will enable operators to work faster. It also opens up the opportunity for swarm assembly, where five or six people can be working in the same area at the same time vs. only one or two people, because of crowding issues.”
Tesla’s new assembly process will be similar to the way that aircraft are produced with forward, center and rear fuselage subassemblies that are joined together.
“Imagine if no one did anything on the inside of the fuselage until everything was assembled, painted and then disassembled,” says Steuben. “That’s what happens in the auto industry with the doors, hood and trunk. By working on quarters or thirds of a vehicle at the same time, the assembly process will go much faster. If you have an issue with one of the sections, the other areas of the assembly line won’t need to shut down.”
According to Steuben, the unboxed concept wouldn’t work well with ICE vehicles, because many systems span the length of the car, such as fuel lines and exhaust systems. The amount of connections needed are more numerous and harder to compartmentalize.
Tesla’s unboxed assembly process will debut with its next-generation vehicle, which is expected to be a B-segment world car, such as a small four-door hatchback.
“It will probably be equipped with a single traction motor and a 40- or 50-kilowatt-hour battery that provides less than 200 horsepower,” predicts Steuben, who thinks the new factory in Monterrey could be in operation by the end of next year. “I expect total manufacturing cost will be somewhere between $18,000 and $22,000.”
Geometric dimensioning and tolerances associated with critical components will play a key role in the ultimate success or failure of unboxed assembly.
“Tesla engineers shouldn’t have problems with door or fender fit and finish,” says Steuben. “The hood mounts on two points of the front giga casting. However, it gets complicated when it comes to aligning and sealing parts than span a connection point, such as the windshield. Engineers will have to hone the process to ensure that there are no panel gap issues like they had in the past.
“There’s always cons to everything,” warns Steuben. “One of the biggest challenges that Tesla engineers will face are the unknowns associated with fixturing and assembling large pieces together. The learning curve may be steep, with lots of fit, finish and sealing issues early on. Getting this new production concept up to speed may require a trip through manufacturing hell.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






