Sponsored Content
Precision Crankshaft and Harmonic Balancer Assembly Without Thrust Bearing Damage
In high precision engine manufacturing, even well-established assembly methods can introduce hidden risks that compromise long term performance. One such risk occurs during the installation of harmonic balancers onto crankshafts. Traditionally, this process relies on applying high linear force to the front of the crankshaft to press the balancer into place. While effective at achieving the required interference fit, this approach unknowingly transfers axial force through the crankshaft and into the engine’s internal thrust bearings.
 This metal-on-metal loading often results in pre-loading or microscopic flattening of the bearing surfaces. Although the damage may not be visible during assembly, its effects emerge later in the engine’s life as increased crankshaft end play, vibration, reduced bearing life, and premature failure, driving warranty claims and eroding product reliability.
This metal-on-metal loading often results in pre-loading or microscopic flattening of the bearing surfaces. Although the damage may not be visible during assembly, its effects emerge later in the engine’s life as increased crankshaft end play, vibration, reduced bearing life, and premature failure, driving warranty claims and eroding product reliability.
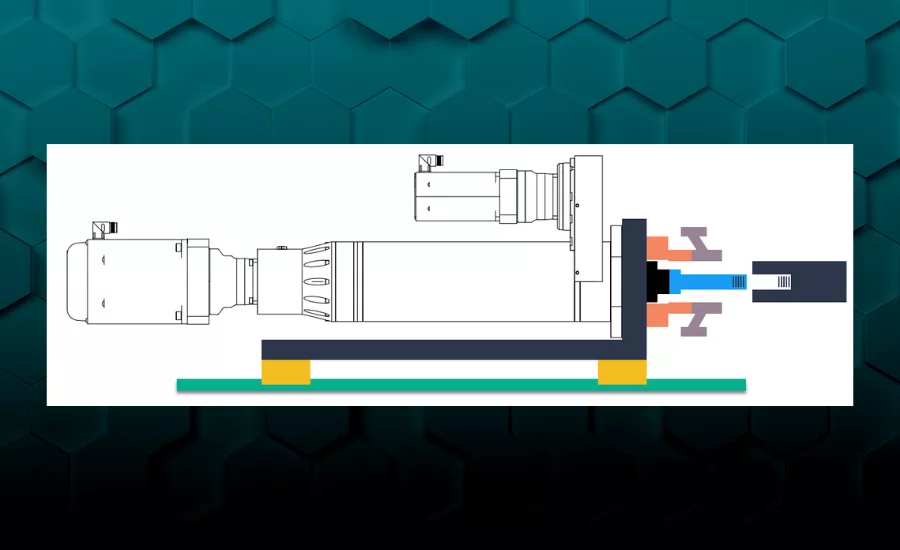
To eliminate this risk, a manufacturer partnered with Promess to rethink the assembly process using the REMAP, the Rotary Electro Mechanical Assembly Press. Rather than pushing the harmonic balancer onto a stationary engine block, the Promess REMAP was programmed to take advantage of its unique multi axis capabilities and reverse the force strategy entirely. The solution was a pull method that moves the crankshaft into the balancer instead of pushing the balancer onto the crankshaft.
In this approach, the REMAP’s rotational axis engages directly with the internal threads of the crankshaft snout, creating a precise and centered threaded connection. As the REMAP retracts, it pulls the crankshaft forward while dedicated tooling holds the harmonic balancer securely in position. The interference fit is achieved smoothly and under full control of force, position, and speed. Most importantly, the force loop is completely contained between the REMAP tooling and the crankshaft balancer interface. No axial force is transmitted through the crankshaft into the engine block.
Because of this constrained force loop, the engine’s internal components, especially the thrust bearings, remain completely unloaded throughout the press cycle. There is no pre-load, no surface deformation, and no compromise to bearing clearance or integrity. By isolating assembly forces exactly where they are needed, the REMAP eliminates one of the most common root causes of thrust bearing damage during crankshaft assembly.
The results were immediate and measurable. By pivoting from a traditional push methodology to a REMAP enabled pull strategy, the manufacturer achieved total preservation of thrust bearing clearance and surface integrity. Downstream issues related to crankshaft end play and engine vibration were significantly reduced, leading to fewer warranty claims and improved overall engine reliability, all without sacrificing production efficiency or repeatability.
This application demonstrates how rethinking force application, combined with intelligent motion control, can solve problems that conventional presses simply cannot. With the Promess REMAP, precision is no longer limited to how much force is applied, but to how and where that force is delivered. In critical engine assembly operations, sometimes the smartest way forward is not pushing harder, but pulling smarter.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


