Fastening Threads: Torque Audits Are a Good Way to Check Joints
The most common method of checking a bolted joint is generally referred to as a "torque audit," which measures a value know as "residual torque."
 While installation torque methods certainly generate a lot of discussion, we are actually asked questions on how bolted joints can be inspected nearly as often. The most common method of checking a bolted joint is generally referred to as a “torque audit,” which measures a value known as “residual torque.”
While installation torque methods certainly generate a lot of discussion, we are actually asked questions on how bolted joints can be inspected nearly as often. The most common method of checking a bolted joint is generally referred to as a “torque audit,” which measures a value known as “residual torque.”
Residual torque is the torque required to cause the threads of the fastener on which torque is applied to move relative to the mating thread. That’s a somewhat more specific definition than “the torque required to turn the fastener.” While this is a common test, there is no recognized test standard detailing how the test should be conducted, and hence the questions.
Torque audits for the purpose of measuring residual torque are conducted by rotating the screw head or nut in the tightening direction over a small number of degrees, often suggested as 5-degree increments. The fastener is moved in the tightening direction because this best simulates the conditions at installation. Also, because the product being audited is usually intended for customer use, slight tightening tends to compensate for joint relaxation rather than making it worse.
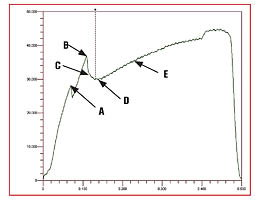
Residual torque is nearly always measured with an electronic or mechanical manual torque wrench. The challenge is that these tools are not readily capable of measuring residual torque. The chart above illustrates a torque-time trace recorded when a fixed DC nutrunner with an external torque-angle transducer performed a torque audit during a competitive engine assessment. The annotated points of the trace show the key milestones of the recording.
Prior to A, torque increases continuously at a rapid rate as the tightened screw resists the torque being applied to it. At A, there is a brief dip before the torque climbs again at a slightly lesser rate to the maximum torque at B, after which it drops sharply. The fastener being audited was a high-strength screw with a large length-to-diameter ratio.
The dip at A coincided with the friction under the head being overcome suddenly and the head breaking free. In the brief period between A and B, the body of the fastener is winding up until the threads finally break free at B, causing the torque to dip in segment C. Because the static friction was greater than the dynamic friction, the torque required to rotate the threads at D (the residual torque) is less than what was required to break the threads free at B.
As the fastener continues to rotate along segment E, torque rises more gradually because the fastener is not as stiff when it is being elongated. The peaks at A and B are not always present, and are usually associated with a hard interface. In fact, this effect usually makes its presence known with an audible creaking sound as the energy stored in the bolt is suddenly released.
By examining the figure, the problem of measuring residual torque by using the peak value displayed by a standard torque wrench should become apparent. The auditor could very likely think the movement at A caused by the head breaking free was movement of the threads and stop shortly after. Even if the audit was halted very close to the desired point D, the peak value that would be read would be the torque at B rather than D.
The most common scenario is that the pull does not stop until somewhere up the segment E, leading to higher values than are actually present. This outcome occurs whether the spikes at A and B are present or not. So, what’s the best solution?
When careful and consistent auditing is used, these limitations are usually not critical, as long as values are compared only to past audits to ensure fasteners weren’t missed and the installation process appears in control. However, when residual values are expected to be accurate relative to the initial installation torque, more advanced auditing tools may be warranted.
Picking points off a trace is very accurate, but it’s often not practical for a production environment. As a result, audit wrenches have been developed specifically for measuring residual torque. These wrenches use a number of different techniques for automatically selecting the start of thread rotation.
To see a review of these wrenches, including a report on their effectiveness, click www.archetypejoint.com/comparisontest. A
Residual torque is the torque required to cause the threads of the fastener on which torque is applied to move relative to the mating thread. That’s a somewhat more specific definition than “the torque required to turn the fastener.” While this is a common test, there is no recognized test standard detailing how the test should be conducted, and hence the questions.
Torque audits for the purpose of measuring residual torque are conducted by rotating the screw head or nut in the tightening direction over a small number of degrees, often suggested as 5-degree increments. The fastener is moved in the tightening direction because this best simulates the conditions at installation. Also, because the product being audited is usually intended for customer use, slight tightening tends to compensate for joint relaxation rather than making it worse.
Residual torque is nearly always measured with an electronic or mechanical manual torque wrench. The challenge is that these tools are not readily capable of measuring residual torque. The chart above illustrates a torque-time trace recorded when a fixed DC nutrunner with an external torque-angle transducer performed a torque audit during a competitive engine assessment. The annotated points of the trace show the key milestones of the recording.
Prior to A, torque increases continuously at a rapid rate as the tightened screw resists the torque being applied to it. At A, there is a brief dip before the torque climbs again at a slightly lesser rate to the maximum torque at B, after which it drops sharply. The fastener being audited was a high-strength screw with a large length-to-diameter ratio.
The dip at A coincided with the friction under the head being overcome suddenly and the head breaking free. In the brief period between A and B, the body of the fastener is winding up until the threads finally break free at B, causing the torque to dip in segment C. Because the static friction was greater than the dynamic friction, the torque required to rotate the threads at D (the residual torque) is less than what was required to break the threads free at B.
As the fastener continues to rotate along segment E, torque rises more gradually because the fastener is not as stiff when it is being elongated. The peaks at A and B are not always present, and are usually associated with a hard interface. In fact, this effect usually makes its presence known with an audible creaking sound as the energy stored in the bolt is suddenly released.
By examining the figure, the problem of measuring residual torque by using the peak value displayed by a standard torque wrench should become apparent. The auditor could very likely think the movement at A caused by the head breaking free was movement of the threads and stop shortly after. Even if the audit was halted very close to the desired point D, the peak value that would be read would be the torque at B rather than D.
The most common scenario is that the pull does not stop until somewhere up the segment E, leading to higher values than are actually present. This outcome occurs whether the spikes at A and B are present or not. So, what’s the best solution?
When careful and consistent auditing is used, these limitations are usually not critical, as long as values are compared only to past audits to ensure fasteners weren’t missed and the installation process appears in control. However, when residual values are expected to be accurate relative to the initial installation torque, more advanced auditing tools may be warranted.
Picking points off a trace is very accurate, but it’s often not practical for a production environment. As a result, audit wrenches have been developed specifically for measuring residual torque. These wrenches use a number of different techniques for automatically selecting the start of thread rotation.
To see a review of these wrenches, including a report on their effectiveness, click www.archetypejoint.com/comparisontest. A
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




