Automotive Industry
Force-Controlled Assembly of Automotive Components Using Robots
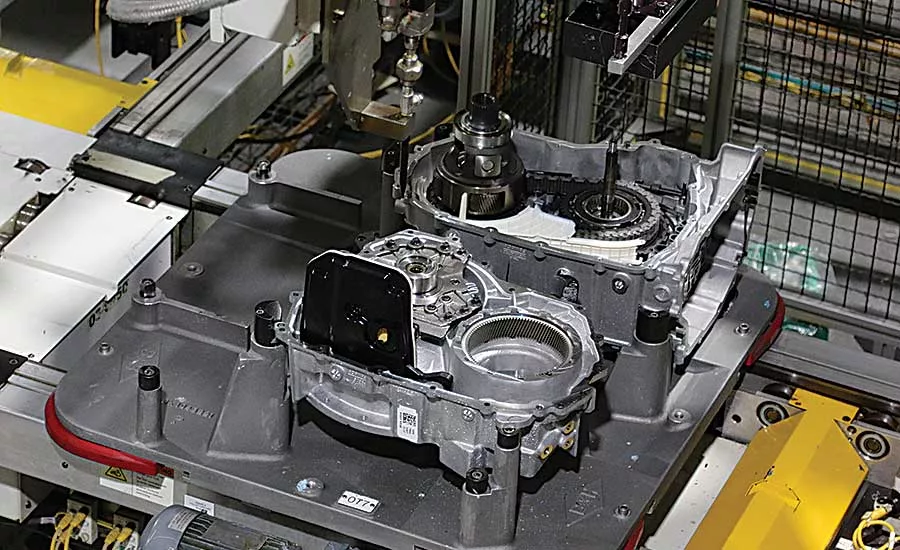
With force sensors and vision systems, robots can automate assembly of automotive transmissions and clutches.
Clutch assembly is an application desperately seeking an automated solution. However, traditional industrial robots are not an option. While motions can be controlled very accurately with robots, applied forces are controlled poorly at best.
Most robotic systems use a position-based control strategy that is ineffective as an assembly tool in cases where the assembly tolerance is less than the positional uncertainty. To achieve assembly performance levels comparable to humans, industrial robots need to learn how to use force and torque feedback to recognize and correct misaligned parts.
Many assembly tasks, such as clutch gear alignment, have traditionally resisted automation because positional uncertainty was greater than assembly tolerances. The inability to control the forces of contact on the workpieces hindered applications.
Unlike robots, humans can easily learn complex assembly tasks, such as meshing gears or aligning and inserting spline shafts. To achieve comparable levels of assembly performance, robots need to exhibit two characteristics that are natural to humans:
- A method for accommodating assembly tolerances less than the positional uncertainty.
- A method to learn how to use forces and torques of environmental interactions to converge on a solution that produces a successful assembly.
Position-Controlled Robots
If a position-controlled robot at-tempts to assemble a peg into a hole, and the hole position is not precisely controlled, it will not be able to insert the peg into the hole—unless the center lines of the peg and the hole are nearly parallel and lie closer together than the assembly tolerance. In a misaligned state, if this robot does attempt to perform the assembly, unacceptably high contact forces will be generated as it attempts to push the peg into place.Even if the peg were chamfered, a misalignment between the peg and hole would produce large side-loading forces as the robot struggles to move the peg along the preprogrammed position for the centerline of insertion. This misalignment of the peg will likely jam unless a means for compliance, such as a remote center compliance device, is utilized.
In automotive plants, the geometry of real parts is more complex than a peg and hole, which further complicates robotic assembly and decreases the chance for successful automated assembly using position-controlled robots.
When humans perform assembly operations, they automatically learn to use a combination of compliance, directed forces and moments, and tactile contact clues from edges and boundaries. This allows them to quickly converge on a solution that produces an assembly.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
For robots to successfully emulate humans in assembly reliability, they need to exhibit compliance. Robots also must direct forces and moments in a controlled way and react to contact information gained through a six degree of freedom force and torque transducer mounted near the robot gripper.
Passive Compliant Devices
Several years ago, Ford engineers began researching force-controlled robotic assembly using passive compliant devices designed by Dr. Joseph Schimmels, an associate professor of mechanical engineering at Marquette University (Milwaukee). The behaviors of these passive compliant devices were very effective in producing assemblies for the specific part they had been designed for, such as a forward clutch hub. However, they lacked a general utility and could not cover a large class of assembly tasks without resorting to another part-specific device.The type of automotive part assemblies chosen to evaluate force-controlled robotic assembly applications met the following criteria:
- A conventional position-controlled robot could not perform the task due to the positional uncertainty exceeding the assembly tolerance.
- The task could not be reliably done by a simple device such as a remote center of compliance device.
- It had to solve ergonomic issues with human assemblers in applications requiring repetitive manipulation of heavy parts.
- It had to provide economic benefit to Ford Motor Co.
Force-Control Applications
The Ford AMTD team implemented four simultaneous force-control research projects with Fanuc Robotics North America Inc. (Rochester Hills, MI), Kawasaki Robotics Inc. (Wixom, MI), MicroDexterity Systems Inc. (Albuquerque, NM) and Robotics Research Corp. (Cincinnati).Initially, the Ford engineers had all the robot manufacturers try the 4R70W forward clutch hub insertion. This application would demonstrate a rudimentary level of force control capability because the splined clutch hub would have to be inserted through a series of somewhat fragile and misaligned mating splines on the clutch rings. The 4R70W has five clutch rings that need not be concentric about the centerline before the clutch hub is inserted.
A graduated system of increasingly difficult force-controlled assembly tasks was created. These tasks built on skills acquired in previous levels. The progression of tasks and the associated skills required were divided into three categories ranging from initial application to most difficult application.
The initial application was for the 4R70W forward clutch, which consists of a series of relatively high internal friction clutch plates that can be nonconcentric and random in angular phase. The following assembly skills are required:
- Locate, using force feedback, the top surface of a clutch ring.
- Control the impact forces and the insertion forces.
- Impose a search pattern that leads the clutch hub through insertion through the clutch ring.
- Repeat this operation until all five layers of clutch rings have been successfully assembled.
The most difficult application involved the AX4N triple clutch. This part is difficult for humans to assemble because of the high part mass—10 kilograms per part—and the existence of a brittle sun gear that must not be damaged as it is inserted into a double planetary gear set. In addition, an internal splined shaft assembly must occur simultaneously. Other ergonomically difficult parts to assemble include the differential, the rear planetary gear set and the forward-reverse clutch installations.
The AX4N is an electronically controlled four-speed automatic overdrive transaxle used on front-wheel drive Ford vehicles, such as the Taurus sedan and Windstar minivan. In addition to the triple clutch, there are more than 250 unique types of parts that make up the AX4N transmission, with many parts used more than once. Ford is in the process of replacing the old AX4S transmission with the AX4N on many new products, so production volume will be ramping up to approximately 700,000 units per year.
Research Efforts
The AMTD team desired a more general solution than the passive compliant device could provide, so a Robotic Research Corp. manipulator that has advanced force-control features was acquired. The manipulator features a 75-pound payload and seven axes. It uses a concept of an attractor point tied to the tool center point via virtual springs and dampers modeled in software. It has outstanding force control, but because it is custom-made, the cost is high compared with mass-produced manipulators.The manipulator effectively emulates a programmable spring and damper compliant device. It was successful with all assembly tasks attempted. However, the control system performance and system reliability were not up to the industrial standards of other companies such as Kawasaki and Fanuc. Ford engineers continue to work with Robotic Research to debug the machine and bring it up to industry standard.
Kawasaki Heavy Industries, the parent company of Kawasaki Robotics, formed a joint development project with Ford in 1998 to develop force-controlled robots. This project has demonstrated AX4N triple clutch assembly with a 100 percent success rate.
The programming interface for the Kawasaki robot is very flexible and allows users to change force-control parameters during the course of the program in the form of command line language statements. This use of language statements contrasts with the method used by Fanuc Robotics, which employs preset schedules that can be invoked to change force-control parameters.
Kawasaki was able to perform the assembly of the 4R70W clutch hub under robotic force control with no errors in an average cycle time of 8.7 seconds.
The next task for force-controlled robotic assembly under the AMTD-Kawasaki joint development plan was a AX4N triple clutch. The high weight of the part, the brittle sun gear and multiple type of assembly make this a particularly difficult assembly task. Additionally, when this task is manually performed, it requires an ergonomic assist device and relief operators must be used to reduce the risk of repetitive stress injury to the assemblers.
Experimental results from Kawasaki indicate that this assembly can be 100 percent successful within a radius of 1.6 millimeter error from the nominal position.
Fanuc Robotics is another commercial robot manufacturer interested in developing force-controlled robots for assembly applications. Ford researchers purchased the first I-21i force-controlled robot sold in the United States to develop an engine crank bearing liner insertion station. Later applications were able to demonstrate forward clutch, intermediate clutch hub and triple clutch pack assemblies on the Ford AX4N transmission.
Fanuc has been successfully using force-controlled robots to assemble robot components in Japan for some years. The intermediate clutch assembly application at Ford’s Van Dyke Transmission Plant (Sterling Heights, MI) improves the station cycle time and reduces the amount of force applied to the mating parts, which can have a beneficial impact on quality.
Work at Fanuc has progressed on the AX4N triple clutch application. The insertion Arial for successful assembly now meet cycle time requirements and beat manual insertion cycle Arial. These low cycle Arial and low forces of contact compared with human assemblers will lead to increases in part quality and ergonomic cost savings for Ford.
An additional force-control development effort at Ford uses a seven-axis parallel robot structure called ParaDex made by MicroDexterity Systems, a company that has pioneered robotically assisted surgery. Sandia National Laboratories (Albuquerque, NM) was instrumental in developing the ParaDex series of robots.
A National Institute of Standards and Technology (NIST, Gaithersburg, MD) Advanced Technology Program (ATP) called Flexible Robotic Assembly for Powertrain Applications (FRAPA) funded development of this novel robot. Parallel robot structures have very low inertia, high payload capability, high stiffness and extremely responsive force control. The ParaDex robots use intelligent controls and natural admittance control algorithms developed by researchers at Case Western University (Cleveland).
The ParaDex I and ParaDex II robot series have demonstrated both 4R70W forward clutch installation and AX4N triple clutch installation capability. A consortium of Ford Motor Co., ComauPICO (Southfield, MI), MicroDexterity Systems, the National Center for Manufacturing Sciences (Ann Arbor, MI) and Perceptron Inc. (Plymouth, MI) was awarded a $3.5 million NIST ATP grant to develop both vision and force-control methods for powertrain assembly.
The ParaDex robot has demonstrated much lower impact forces than humans performing an identical assembly. The variability of the assembly forces is also significantly lower. This reduction in force magnitude and variability improves quality by reducing defects due to assembly damage.
The next steps for force-controlled robots would be to provide the system with a crude learning capacity to automatically optimize the assembly for cycle time and low insertion force. One of the key issues is training for people. An automated learning program would greatly facilitate this process.
The Ford research team has experimented with tactile cues, such as moment signals used by humans, and vision systems. A state-of-the-art 3D vision system has been developed for use on the FRAPA project that can find a particular type of part in a 1 cubic meter volume even if it is tipped or roughly located. This will allow people to roughly position parts and not even have to be careful about all the parts sitting nicely in pallets for the robot to acquire the part for assembly.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





