Welding
Friction Spot Joining Provides Alternative to Resistance Welding for Joining Aluminum
A new process, friction spot joining, has been developed to produce lap joints in aluminum sheets.

Faced with the need to reduce vehicle weight to boost fuel efficiency, automakers are increasingly using lightweight aluminum alloys for doors, hoods, trunk lids and other assemblies.
This change in materials has forced automakers to look for alternatives to the tried-and-true body-in-white assembly method-resistance spot welding. Although resistance spot welding is capable of making lap joints in aluminum sheets, the process requires three times as much electrical power than it does for steel. More power means higher costs and shorter electrode life.
As a result, automakers have tried several substitutes for resistance spot welding, including spot clinching, self-piercing rivets and even ultrasonic welding. Now comes a new method, friction spot joining.
Friction spot joining is performed by applying a rotating cylindrical tool to the sheets under pressure. At the tip of the tool is a threaded projection called the pin. The configuration and dimensions of the tool, especially the pin, vary depending on the material, the thickness of the sheets, and the strength requirements of the joint, says Erik Carrier, production engineering manager with Kawasaki Robotics USA Inc., whose parent company in Japan pioneered the process with Mazda Motor Corp.
Friction spot joining is similar to friction stir welding, which was introduced in 1991 by The Welding Institute. Both techniques use a rotating tool with a pin. However, in friction stir welding, the tool traverses along a seam between two metal plates, while in friction spot joining, the tool keeps to one spot.
The process has four steps. First, the tool is positioned perpendicular to the work surface, and it starts to rotate. Depending on the application, the tool may rotate as fast as 4,500 rpm. Next, the tool is pushed against the surface of the top sheet. Depending on the application, the axial load applied to the sheets can range from 1,470 to 5,880 newtons. (A backing bar prevents denting and ensures that the tool doesn’t simply plunge straight through the sheets.)
Friction from the spinning tool heats the materials to temperatures as high as 700 K. The heat softens the materials, but does not melt them. In less than 1 second, the pin enters the softened metal. After the pin has plunged completely into the workpiece-the pin does not fully penetrate the bottom sheet-the tool continues to spin and apply pressure to the joint for a predetermined length of time. During this stage, the materials around the pin are stirred together, and the lapped plates are metallurgically unified in the area surrounding the pin.
At that point, the tool is extracted from the sheets, and the joint is complete. The entire process takes approximately 2 seconds.
The top side of the joint has a circular indentation with a small ring-shaped projection along its outer edge. The surface that was pushed against the backing bar is unblemished.
Because the process does not apply excessive heat, warpage of the sheets is minimal, even with hundreds of joints. The process does not generate spatter, fumes or electromagnetic noise.
Engineers can set each of these variables to suit a specific application. In addition, all three variables can be monitored for quality control.
The depth to which the tool penetrates the sheets cannot be changed without changing the tool, since it depends on the length of the pin. Thicker sheets require a longer pin. The pin is made of tool steel with tapered threads like a screw. “That’s what creates the mixing [of the softened metals],” explains Carrier. “That thread digs down into the material. As the material flows, it follows that thread up and down in the joint.”
Depending on the application, assemblers can expect a joining tool to last for hundreds of thousands of joints, and Mazda claims it can get more than 1 million joints from a single tool.
Friction spot joining has been used on sheets ranging from 0.94 to 3 millimeters thick. “The thickest application we have done is to weld a 3-millimeter sheet to a 3-millimeter sheet,” says Carrier. It’s possible to weld thicker sheets, but longer plunge times may become an issue.
Although the technique was originally developed for aluminum, it can also be applied to other lightweight alloys, such as magnesium. Mazda has used friction spot joining to weld aluminum and galvanized steel for the trunk lid of its MX-5 sports car, and some manufacturers are investigating the technique for steel-to-steel joints.
“The problem with welding steel-to-steel is that tool life goes way down,” says Carrier. “We are looking at ceramics and other compounds to increase tool life.”

Force, tool speed and other process parameters are controlled digitally. The system does not require cooling water or compressed air, and it consumes 5 percent of the power required by resistance spot welding equipment.
The joining system can be operated as a stand-alone pedestal machine or integrated with a six-axis robot. In the latter configuration, the robot controller can be used to control both the servomotors in the joining system, in addition to the robot itself.
“For large parts, we mount the [joining system] to a robot, so it can move around the part,” says Carrier.
The pedestal-mounted machine is good for small assemblies. In this case, an operator feeds parts into the machine and activates the joining cycle via a foot-switch. Alternatively, the machine can operate automatically, with a six-axis robot positioning the parts for assembly.
When designing an assembly for friction spot joining, the key consideration is to allow access for the tooling on both sides of the assembly. When joining sheets of different thicknesses, it’s best if the thicker sheet is on the bottom.
Joint strength with friction spot joining is better than spot clinching, comparable to resistance welding, and less than self-piercing rivets. As a result, engineers will need about the same number of joints for an assembly created by friction spot joining as by resistance welding.
“It depends on the materials and the application,” says Carrier. “We’ve seen very good performance from welds [produced by friction spot joining], and sometimes we’re able to reduce the number of joints.”
Friction spot joining can be applied to other industries than automotive. Assemblers of rail cars, boats and aircraft can use the technique to attach aluminum skins to an internal frame. Assemblers of appliances, sign boards and electrical enclosures can use the technique to attach bracket parts to panels.
Faced with the need to reduce vehicle weight to boost fuel efficiency, automakers are increasingly using lightweight aluminum alloys for doors, hoods, trunk lids and other assemblies.
This change in materials has forced automakers to look for alternatives to the tried-and-true body-in-white assembly method-resistance spot welding. Although resistance spot welding is capable of making lap joints in aluminum sheets, the process requires three times as much electrical power than it does for steel. More power means higher costs and shorter electrode life.
As a result, automakers have tried several substitutes for resistance spot welding, including spot clinching, self-piercing rivets and even ultrasonic welding. Now comes a new method, friction spot joining.
Friction spot joining is performed by applying a rotating cylindrical tool to the sheets under pressure. At the tip of the tool is a threaded projection called the pin. The configuration and dimensions of the tool, especially the pin, vary depending on the material, the thickness of the sheets, and the strength requirements of the joint, says Erik Carrier, production engineering manager with Kawasaki Robotics USA Inc., whose parent company in Japan pioneered the process with Mazda Motor Corp.
Friction spot joining is similar to friction stir welding, which was introduced in 1991 by The Welding Institute. Both techniques use a rotating tool with a pin. However, in friction stir welding, the tool traverses along a seam between two metal plates, while in friction spot joining, the tool keeps to one spot.
The process has four steps. First, the tool is positioned perpendicular to the work surface, and it starts to rotate. Depending on the application, the tool may rotate as fast as 4,500 rpm. Next, the tool is pushed against the surface of the top sheet. Depending on the application, the axial load applied to the sheets can range from 1,470 to 5,880 newtons. (A backing bar prevents denting and ensures that the tool doesn’t simply plunge straight through the sheets.)
Friction from the spinning tool heats the materials to temperatures as high as 700 K. The heat softens the materials, but does not melt them. In less than 1 second, the pin enters the softened metal. After the pin has plunged completely into the workpiece-the pin does not fully penetrate the bottom sheet-the tool continues to spin and apply pressure to the joint for a predetermined length of time. During this stage, the materials around the pin are stirred together, and the lapped plates are metallurgically unified in the area surrounding the pin.
At that point, the tool is extracted from the sheets, and the joint is complete. The entire process takes approximately 2 seconds.
The top side of the joint has a circular indentation with a small ring-shaped projection along its outer edge. The surface that was pushed against the backing bar is unblemished.
Because the process does not apply excessive heat, warpage of the sheets is minimal, even with hundreds of joints. The process does not generate spatter, fumes or electromagnetic noise.
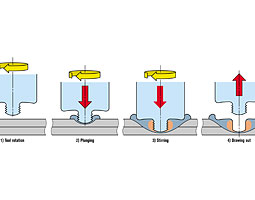
Friction spot joining has four steps. First, the tool is positioned perpendicular to the work surface, and it starts to rotate. Next, the tool is pushed against the surface of the top sheet. Friction heats the materials, and the pin enters the softened metal. After the pin has plunged completely into the workpiece, the tool continues to spin and apply pressure for a set length of time. The materials around the pin are stirred together, and the lapped plates are metallurgically unified. At that point, the tool is extracted from the sheets. Photo courtesy Kawasaki Heavy Industries Ltd.
Process Parameters
The key parameters of the process are rotational speed, axial force, and the duration of the force. The speed of the tool is usually kept constant. Once the pin contacts the workpiece, the axial force rapidly increases. Once it reaches a set point, the force is held constant. The speed at which the tool enters the sheets is fairly constant until the shoulder contacts the work surface. At that point, of course, plunging speed decreases and stops.Engineers can set each of these variables to suit a specific application. In addition, all three variables can be monitored for quality control.
The depth to which the tool penetrates the sheets cannot be changed without changing the tool, since it depends on the length of the pin. Thicker sheets require a longer pin. The pin is made of tool steel with tapered threads like a screw. “That’s what creates the mixing [of the softened metals],” explains Carrier. “That thread digs down into the material. As the material flows, it follows that thread up and down in the joint.”
Depending on the application, assemblers can expect a joining tool to last for hundreds of thousands of joints, and Mazda claims it can get more than 1 million joints from a single tool.
Friction spot joining has been used on sheets ranging from 0.94 to 3 millimeters thick. “The thickest application we have done is to weld a 3-millimeter sheet to a 3-millimeter sheet,” says Carrier. It’s possible to weld thicker sheets, but longer plunge times may become an issue.
Although the technique was originally developed for aluminum, it can also be applied to other lightweight alloys, such as magnesium. Mazda has used friction spot joining to weld aluminum and galvanized steel for the trunk lid of its MX-5 sports car, and some manufacturers are investigating the technique for steel-to-steel joints.
“The problem with welding steel-to-steel is that tool life goes way down,” says Carrier. “We are looking at ceramics and other compounds to increase tool life.”
The joining system can be operated as a stand-alone pedestal machine like this one, or it can integrated with a six-axis robot. Photo courtesy Kawasaki Heavy Industries Ltd.
Equipment and Joint Design
A friction spot joining system has two servomotors. One spins the joining tool; the other pushes the tool against the workpiece. The joining tool is positioned opposite the backing bar, which is fixed to the end of a C-shaped frame. All totaled, the system weighs approximately 125 kilograms.Force, tool speed and other process parameters are controlled digitally. The system does not require cooling water or compressed air, and it consumes 5 percent of the power required by resistance spot welding equipment.
The joining system can be operated as a stand-alone pedestal machine or integrated with a six-axis robot. In the latter configuration, the robot controller can be used to control both the servomotors in the joining system, in addition to the robot itself.
“For large parts, we mount the [joining system] to a robot, so it can move around the part,” says Carrier.
The pedestal-mounted machine is good for small assemblies. In this case, an operator feeds parts into the machine and activates the joining cycle via a foot-switch. Alternatively, the machine can operate automatically, with a six-axis robot positioning the parts for assembly.
When designing an assembly for friction spot joining, the key consideration is to allow access for the tooling on both sides of the assembly. When joining sheets of different thicknesses, it’s best if the thicker sheet is on the bottom.
Joint strength with friction spot joining is better than spot clinching, comparable to resistance welding, and less than self-piercing rivets. As a result, engineers will need about the same number of joints for an assembly created by friction spot joining as by resistance welding.
“It depends on the materials and the application,” says Carrier. “We’ve seen very good performance from welds [produced by friction spot joining], and sometimes we’re able to reduce the number of joints.”
Friction spot joining can be applied to other industries than automotive. Assemblers of rail cars, boats and aircraft can use the technique to attach aluminum skins to an internal frame. Assemblers of appliances, sign boards and electrical enclosures can use the technique to attach bracket parts to panels.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




