Automatic Identification: Direct Part Marking
One of the most popular methods of identifying a part is with a two-dimensional (2D) Data Matrix code. This compact checkerboard code has become the mark of choice for the electronics, automotive and aerospace industries during the past few years. The code is in the public domain and has the support of major standards organizations.
Data Matrix codes can pack a large amount of information in a small amount of space. Each code consists of equal size squares, or elements, in a 2D array. The array can be a square, a rectangle or a group of squares. The more elements in the array, the more information the code can store. An array of 26 by 26 elements can encode 88 numbers or 64 letters.
The size of the Data Matrix code can be adjusted by changing the size of the individual elements. Because the elements are all the same size, the code can be made very small. Precise line-width ratios or minimum feature sizes do not have to be maintained.
A major advantage of Data Matrix codes is that they can be applied directly onto the surface of the parts. Compared with printing and applying labels, marking 2D codes directly on parts is more secure, more cost-effective and easier to automate. When marked directly on parts, 2D codes can withstand harsh manufacturing processes and abuse in the field.
Several technologies are available for direct part marking: ink-jet printing, laser etching, dot-peening and chemical etching. Ink-jet printing is one of the least expensive. Laser etching is popular because of its ability to produce small, precise marks. Lasers can mark 2D codes on many materials, from hardened steel to soft plastic. They can also access small, tight locations. Dot-peening is usually reserved for marking metal. This method uses a stylus to indent the part surface. Chemical etching is often used to mark printed circuit boards (PCBs), since it is already part of the normal manufacturing process.

Reading Codes on Parts
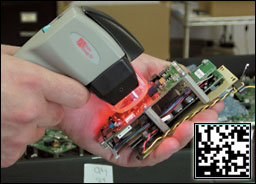
Data Matrix codes must be read using a CCD area imager. In other words, a picture must be taken of the code and then digitally processed to extract the information. Because the codes are applied directly to the part surface, the contrast is typically low and often inconsistent. This makes reading the codes more difficult than a standard black-and-white label.Often, the contrast for reading the mark must be generated solely by specific types of lighting. By controlling the light source, variations in surface texture created by the marking method will reflect light with different intensities. Surfaces that are reflective, or yield little symbol contrast to the naked eye under general room light, can become highly visible in the right lighting.
Given the wide range of contrasts and background noise, the task of reading 2D codes has traditionally been the exclusive domain of machine vision systems. Vision systems are reliable, but they usually require customization, are relatively expensive, and need a high level of expertise to implement and maintain.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
However, that is changing. Plug-and-play scanners have been introduced specifically for reading codes marked directly on parts. These new image scanners are more akin to conventional laser scanners for bar codes than they are to vision systems.
These scanners incorporate all the necessary elements for reading 2D codes, including lighting and optics. They offer high-resolution imaging and automatic setup functions to simplify installation. The scanner can be aligned by line personnel without the need for external equipment, such as a PC or video monitor. All the "system engineering" work of selecting light, optics and an operational mode is eliminated. The new scanners also cost much less than vision-based solutions.
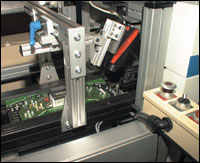
This technology opens up many more practical uses for direct part marking and literally puts scanning in the hands of the production worker, with handheld scanners as well as fixed-position scanners for automation.
Applications
One popular application for this technology is the identification of PCBs. A laser can etch a Data Matrix symbol directly into the solder mask of a PCB. The marking area is very small, typically 1/8 inch square to hold a 10-digit number. Doubling that symbol size to 1/4 inch square provides space for 52 alphanumeric characters. Larger symbols are often used for permanent identification and for recording additional information, such as a serial number and lot code right on the board. This eliminates the need to access external databases for information.In many cases, the permanent Data Matrix symbol will be used to generate a standard bar code label, which is applied after the item has undergone processes that would have destroyed the paper. This provides certain information to entities further along the way that are not equipped with scanners for direct part marking. (This is changing. As these new scanners become more ubiquitous, the need to print an additional bar code label will decrease.)
If bar codes are already part of the assembly process, manufacturers won't need two code-reading machines. Many 2D-code imagers can automatically discriminate between small bar codes and Data Matrix symbols and will read both accurately. A 2D-code imager can also be coupled with a laser scanner to read very small Data Matrix symbols and large bar codes up to 6 inches in length.
Manufacturers of components that must withstand harsh environments, such as the internal parts of a jet engine, rely on direct marking of Data Matrix codes to identify them. Marking metal parts with dot-peened or laser-etched symbols provides reliable and rugged marks for such applications. Reading these marks after years of service requires little more than cleaning off the dirt prior to scanning. Today's scanners automatically adjust for variations in contrast and background noise.
As applications expand in scope, so too will scanner configurations. Faster and lower-power processors, more sophisticated software, and lower cost imaging components will contribute to the growing use of 2D codes and scanners in the future.
For more information on automatic identification technologies, contact RVSI/Auto Image ID at 888-288-6462 or visit www.autoimageid.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



