Conveyor Handles Engines and IPs
Ford Motor Co.’s Wayne, MI, assembly plant is a facility where new, productivity-enhancing technologies are often put to work first. This plant is highly integrated, and it frequently serves as the testing house for concepts that eventually spread throughout the global Ford manufacturing organization. The plant also builds the Ford Focus and Ford Expedition.
Much of the credit for its innovative reputation belongs to the engineering staff and management team willing to explore new technologies. A pair of recently installed conveyors illustrates the point.
Engineered, built and installed by Bleichert Inc., the AL-25 conveyors use the same technology to meet two different requirements. One unit handles fully dressed, pallet-mounted engines in packages weighing up to 1,350 pounds. The other handles pallet-mounted instrument panels with a total package weight of only 80 pounds. The versatility to handle such a broad application range is designed into the conveyor’s roller drive mechanism.
One of the major advantages of the AL-25 is that the roller drive uses a friction clutch with adjustable tension. For light loads, the clutch tension is simply reduced. For heavier loads, it is increased. This capability gives the conveyor a broad application range.
Ford installs engines into chassis by lifting completely dressed engines into the vehicle from below. The pallet-mounted engines are transported on a self-powered cart. As the body moves along the line, a floor-mounted chain conveyor positions the cart under it. Then the engine is pneumatically lifted into place and installed.
The conveying challenge was two-fold. First empty, 650-pound pallets have to be removed from the cart and returned to the engine dress area. Then full, 1,350-pound pallets have to be placed on the carts for delivery to the assembly area. During both phases of the operation, the Bleichert equipment recharges the on-board pneumatic accumulator on each cart.
Previously, Ford was using a gantry system to load and unload the carts, but this had proven less than satisfactory. The new system is an over-and-under configuration that conserves floor space. That, of course, necessitates raising and lowering the pallets during the process.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The conveyor links a pair of load and unload stations that automatically get pallets off and onto the carts. The two operations are virtually identical to one another. Only the direction of transfer is changed.
As the cart enters the unloading station, it is captured and located by the automated equipment. The cart’s table is raised to the specific height and locked in place with a pair of shot pins. At the same time, a connection is made to the cart’s on-board pneumatic accumulator, and it is recharged during the unloading process.
Once the cart is captured and located, a cylinder extends to open a mechanical latch, which holds the pallet in position. Then, a second cylinder pushes the pallet off the cart and partially onto the conveyor. The conveyor is then activated, and the rollers pull the pallet completely off the cart.
Once on the conveyor, the pallet is lowered approximately 24 inches to match its height with that of the lower, return leg of the conveyor. It is then pushed off the short conveyor section and onto the main line by a cylinder. The conveyor then delivers the empty pallet to the engine dressing area for reloading.
The sequence is reversed at the load station. The only change is that four pins are inserted under the cart table as a safety feature before the 1,350-pound pallet is loaded. The on-board accumulator is recharged; the pallet is latched in place, and the cart is sent to meet the vehicle scheduled to receive the engine.
In another area, a very similar AL-25 conveyor delivers pallet-mounted instrument panels for installation. Here again, the over-and-under configuration is used to conserve floor space, and the automatic handling automation is included to raise and lower full and empty pallets.
This system is different in a couple of ways. The parts are comparatively light. Instrument panels weigh up to 80 pounds, and the base pallets weigh 100 pounds. Also, the system has independent zones, which permit accumulation to match assembly line requirements.
Fifteen motors are used on this system. Each one runs a specific section of the conveyor. A switch at the end of each zone shuts down the section if it remains full for more than 15 minutes. This conserves energy and minimizes wear on the system while the pallets are not moving.
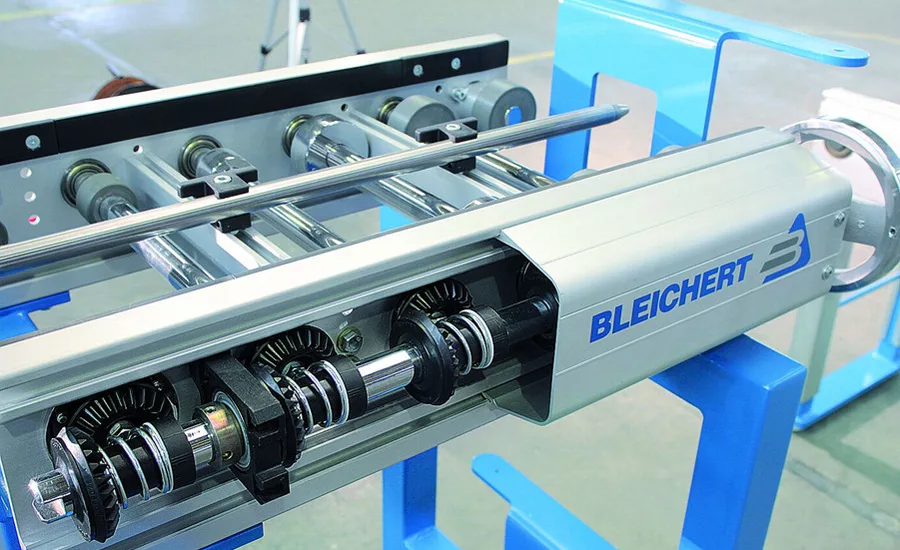
The conveyor systems are modular, which minimizes engineering requirements and lead time. With the AL-25, the roller drives are designed in 1-meter increments, with rollers spaced at 3-1/2 inches and up in 1/2-inch increments, depending on the application.
Each roller is operated by a polymer bevel gear drive, which is powered by a modular drive shaft running the conveyor’s length. Torque from the drive shaft is transmitted to the bevel gear through a spring-loaded clutch. Clutch friction is adjustable in seven increments to match the load.
The drive motor can be positioned anywhere along the conveyor. It uses a gear reducer and timing belt to transmit power to the drive shaft. Each of the meter-long drive shaft sections is linked to the next one by a coupling to complete the modular drive system.
For more information on conveyors, visit www.bleichert.com or call 810-726-8717
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



