Automated Tube-Bending Cell Boosts Productivity at Wheelbarrow Manufacturer
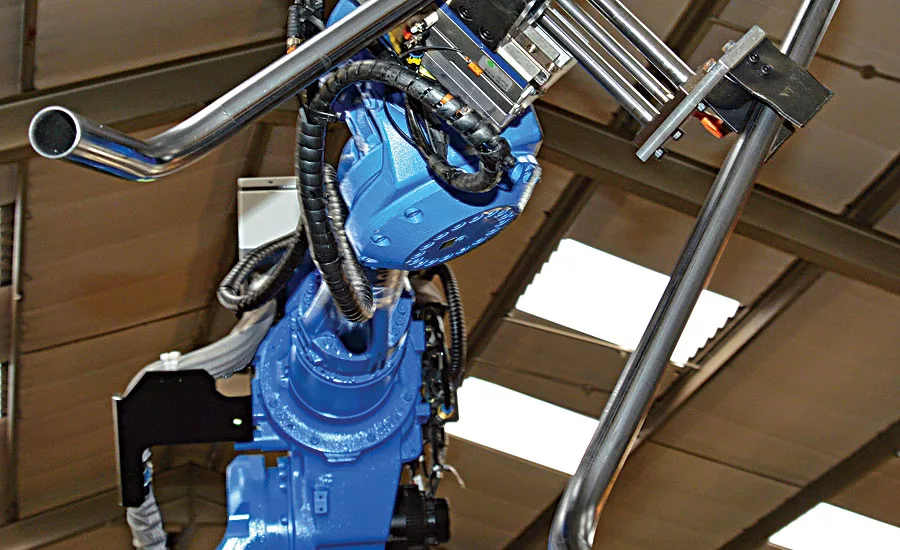
After the tube is bent to the proper shape, it is removed by the robotic handler and placed on a multiple-level rack. Photo courtesy Unison Ltd.
The most important goal of sustainable manufacturing is minimizing negative environmental impacts, while conserving energy and natural resources. To achieve this, a manufacturer must be committed to only using parts that are made locally or nationally.
The Walsall Wheelbarrow Co. Ltd. is, in practice, a sustainable manufacturer. As the lone wheelbarrow manufacturer in the United Kingdom, Walsall only uses parts made in the UK. It is also an innovative 60-year-old company that developed the first steel wheelbarrow and was the first to offer a lifetime guarantee on the polypropylene wheel centers used on all of its wheelbarrows.
For many decades, Walsall built its wheelbarrows using manual and automated processes at its plant in Wolverhampton, West Midlands. That changed in early 2012, when the company installed an automated production cell custom designed by Unison Ltd. The cell replaced two older hydraulic tube benders and a hole punching station. It fabricates about three parts per minute, enabling Walsall to increase production to 1,800 frames per day—from 1,500—while reducing scrap and operating costs.
Towards the end of 2012, Walsall launched its Barrow-in-a-Box (BiaB) line. Each BiaB wheelbarrow consists of three pieces that a person can easily assemble at home in just a few minutes. When the product proved to be popular with retailers and customers, Walsall decided to increase manufacturing capacity in late 2014 with another production line to keep up with demand.
Within six months, the company installed a six-robot press line to produce wheelbarrow pans and a second automated production cell (from Unison) to quicken frame manufacturing and fully automate all tube-bending operations. Jonathan Thacker, operations director at Walsall, says the second cell has enabled the company to significantly increase daily production—to 2,800 from 1,800 wheelbarrows—and to produce up to 3,500 per day by adding work shifts.
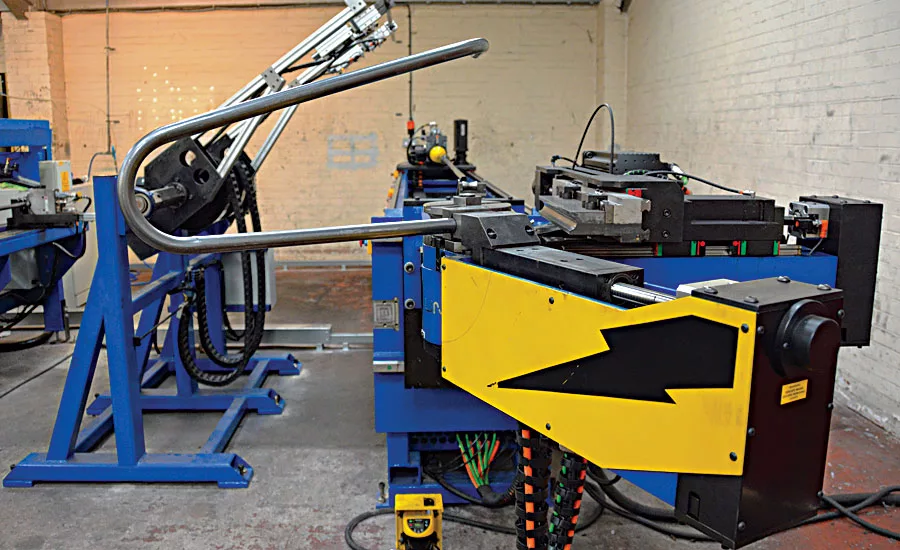
Within the cell is a tube bundle loader, a tube-orientation station, an intermediate dual-arm loader, a bending machine and a five-axis articulated robotic handler. The cell performs five processes, all of which are controlled by a central PC.
After the cell operator fills the bundle loader’s hopper and selects the operating program, he presses a button to activate the loader. It then feeds tubes individually to the tube-orientation station, which detects the weld seam and rotates the tube to the optimum position for bending. Next, the intermediate loader transfers the tube to the bending machine. After the tube is bent to the proper shape, it is removed by the robotic handler and placed on a multiple-row rack. From there, the tube is moved to other stations for hole punching and powder coating.
“This [cell] has multiple advantages, including better process consistency, higher throughput, much lower energy costs and reduced need for skilled operators,” explains Thacker. “Because [BiaB] products are designed for easy assembly, the frame parts need to be bent very accurately, with precision placement of the various bolt fixing holes. The cell’s tube-orientation station ensures that frames are bent in such a manner that holes are never punched through tube weld seams. This also helps with process consistency, because the seam affects the spring-back characteristics of the tube during bending.”
For more information on automated production cells, call 44 (0)1723 582868 or visit www.unisonltd.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




