Combustion Test System is Well-Suited for Engine Prototypes
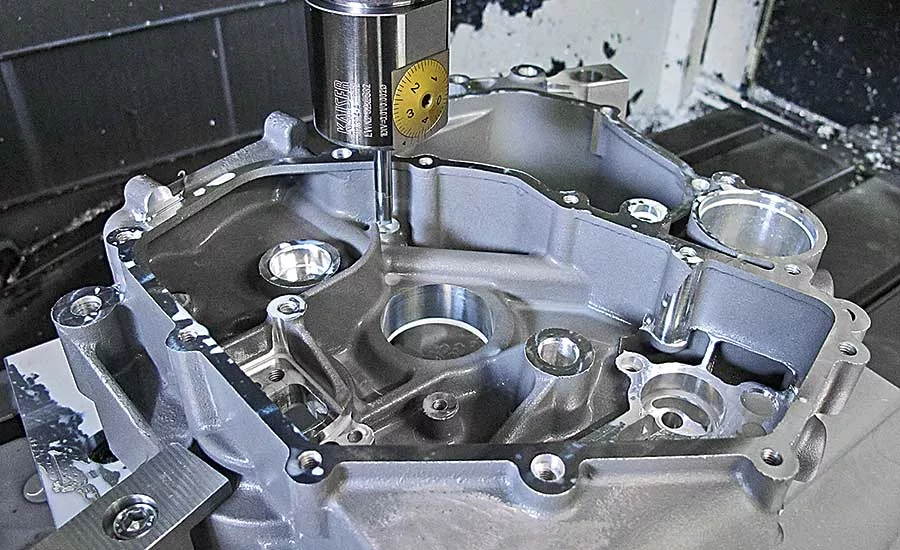
As a leading developer of engines and drivetrain systems, Suter Industries Ltd. understands the importance and benefit of accurate, working prototypes. This is why company engineers place great emphasis on thoroughly testing each prototype.
Founded in 1996 by motorcycle racing driver Eskil Suter, the company initially focused on serving the motorcycle industry. It has since evolved to also provide engines and drivetrains for automobiles, specialty vehicles and even yachts. Current customers include Kawasaki, BMW, Liebherr, Alinghi, Oerlikon Metco and Belassi, the jet ski manufacturer.
Suter is a relatively small company, with a workforce of about 40, but it is well-known and respected worldwide. As proof, Reto Karrer, head of development at Suter, notes that as many as 14 motorcycles with Suter components have competed at one time in Moto2 class racing.
Currently, he and his eight-person team are responsible for all of Suter’s development projects. By overlapping some of the individual project phases, the team significantly reduces development time and ensures that each design leads to a successful proof of concept.
“The only critical question for us is whether a technical design can function—and if so, how,” says Karrer. “Everything else comes later.”
Recently, Karrer’s team designed four stands that Suter uses for testing engine prototypes. These large-scale installations have a power output of 60 to 405 kilowatts and offer flexible instrumentation.
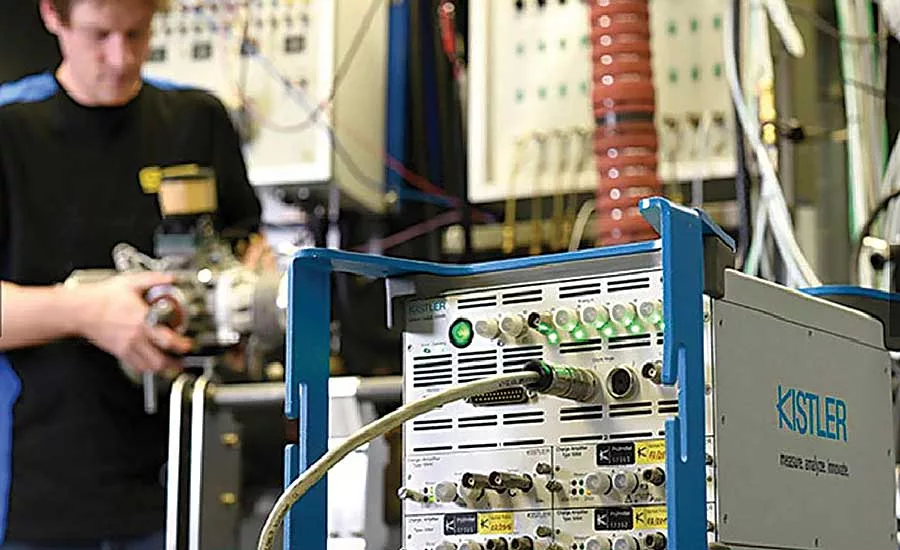
The key component of each stand is a KiBox combustion analysis system that measures various parameters of engine performance. Suter engineers keep the system stationary on a test stand, although mobile use is possible within a vehicle.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Made by the Kistler Group, the system performs combustion diagnostics, which enable problems that arise in the vehicle on the road to be characterized and resolved efficiently. It accurately measures parameters like cylinder pressure, speed, heat release rate, peak pressure and combustion noise.
The system provides performance data about each individual cylinder, thereby enabling Suter engineers to optimize fuel injection and ignition timing. Collected data also helps them limit engine damage caused by knocking.
“We have been using KiBox since the end of 2015 and are highly satisfied with it,” notes Karrer. “We benefit from its numerous different features to form a comprehensive picture of the processes in an engine. For instance, we can precisely determine the power loss or thermodynamic loss angle with the help of a specialty probe.”
Other key engine-performance parameters tested with the KiBox are energy conversion, maximum pressure increase and its angular position, and overall, high and mean effective pressure. All parameters are conveniently integrated into the application system, and are synchronized with other measurement data and engine control unit parameters via a PC software interface.
Although the KiBox is the only Kistler product used by Suter in this application, the manufacturer does use Kistler accelerometers to measure vibrations in other projects. For example, Suter relied on the accelerometers to develop a vibration-free generator that must fit in a confined space. Suter also uses the devices in motors and engines for cargo drones that can transport loads up to 160 kilograms.
The Kistler Group is a leading supplier of dynamic pressure, force, torque and acceleration measurement equipment. For more information, call 248-668-6900 or visit www.kistler.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





