Fiber Optics Automation: Improving Cost, Yield and Throughput
Automation can generate significant throughput improvements in the entire production process. Indeed, automated assembly systems can maximize the chance of success, while reducing time to market and time to ramp up.
Many factors contribute to the overall effectiveness and leverage of automation, including device design, equipment and process technology, machine utilization and material handling strategies. It is important to determine where in the manufacturing process automation can bring the most leverage, in addition to when it is appropriate to introduce automated tools.
Automation Roadblocks
Unlike more mature industries, such as semiconductors, many fiber optic assembly applications are not compatible with automated production systems. Three factors currently limit the wide-scale deployment of automation into the photonics manufacturing process:- Lack of standards and process maturity. Few, if any, form factor standards exist. The assembly and packaging processes themselves are poorly developed. In addition, there are competing material systems and device designs, so multiple technologies are competing for each application area, further impeding standardization efforts.
- Challenging assembly tolerances and environmental requirements. Unlike their electronic counterparts, photonic connections are directional in nature, and require ultra-precise submicron alignments and attachments to guide light from one element to the next in the optical circuit. These packages, and their precision assembly tolerances, must also withstand severe temperature cycling and environmental performance testing to be qualified for deployment in terrestrial and submarine applications.
- Undeveloped supply chain. Supply of both critical optical and packaging components, as well as automated assembly tools and equipment, is not yet well established. This limits the adoption of more mature automation techniques.
A few of the major manufacturers, along with some leading equipment suppliers, will probably collaborate and create a de facto form factor and process standards for some of the more mature optical component products.
Back-end Processes
Critical yield points in assembly and test must be considered before deter-mining where to start introducing auto-mation in the manufacturing process. Typically, fiber optic component production involves five stages: device fabrication, device pretest, component inspection, assembly and packaging, and final test and characterization.From a cost reduction and yield improvement standpoint, it is very important to eliminate infant failures and marginal components before adding additional value. Therefore, early stage testing, characterization, inspection and burn-in are essential to maintaining high yields later in the manufacturing process. Robotic handling equipment should be considered, because it can help reduce human error and physical or electrostatic damage.
Precision assembly processes are excellent candidates for automation. These processes are simply not possible to achieve consistently with human hands. Some components require attachment tolerances to be held to better than 150 nanometers or 0.15 micron. This requires not only alignment precision, but bond shift control that pushes the envelope of current process technology.
Ultraviolet and thermal curing epoxies, laser welding and soldering are the three primary attachment techniques used to assemble fiber optic components. Each process has its own limitations and challenges. For instance, some processes are inherently incompatible with the materials they are bonding, such as contamination from outgassing or flux, or incompatibile with a metallizing process.
Using automation to handle and complete the testing of a completed part can prevent damage to the component after most of the value is added. Considering the fragility of the fiber, and the amount of test data that must be accumulated for each device, automating the final testing is usually money well spent.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Levels of Automation
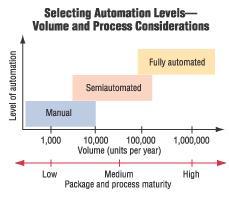
The question of when to introduce automation, and to what level the process can be cost-effectively automated, is very important. Each application must be evaluated for the appropriate level and readiness for automation before any project is started. There are three levels of automation:- Manual. This means that essentially all operations, from loading to unloading, are done by an operator. There may be mechanical, electronic or optical equipment, such as microscopes, involved in the setup, but there are no automated processes or data tracking.
- Semiautomated. This means that one or more key processes are automated. However, an operator is still required to interact with the equipment in some way on every component. Typical operator tasks include loading and unloading parts, making go or no-go decisions and adjusting gauges or dials. Another way to think of this is "attended" automation. When correctly applied, semiautomation takes the operator influence out of the process, but not the operator himself.
- Fully automated. Full automation means completely unattended operation. An operator loads or unloads batches, but not discrete components. This truly does remove the operator from the process.
However, it may be necessary to introduce automation principles and equipment very early in the product development process--well before the process is even developed and volume requirements come into play. Introducing semiautomation as early as the prototype phase can have tremendous benefits in terms of time to market and time to volume.
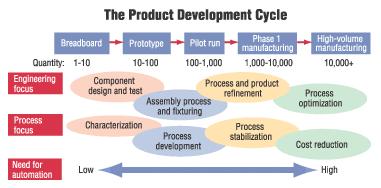
The product development cycle starts with the breadboard and prototype stages, which require just a handful of products to be assembled, and progresses to high-volume manufacturing. During prototyping, an automation tool can help perform some of the more difficult processes, such as optical alignment. Automated devices can also collect volumes of characterization data to help quantify device performance and assembly tolerances, enable early process development and reinforce design-for-automation practices.
In the pilot phase, statistics can be quickly developed to understand critical process control parameters and variables. Loading, tooling and operator training issues can be resolved before full-scale manufacturing begins. High-volume manufacturing is characterized by a high need for automation to achieve cost reduction and process optimization goals.
Equipment Options
Specialized equipment has been developed to address the unique needs of fiber optic components. However, manufacturers are also retooling and reconfiguring equipment originally developed for the semiconductor and electronics industry.Commercially available process automation tools include:
- Preassembly device characterization and test devices for applications such as laser diode burn-in; thin-film defect analysis; fiber array metrology; and planar waveguide characterization and sorting.
- Precision assembly and packaging devices for applications such as fiber preparation, cleaving and cleaning; collimator assembly; laser diode die and wire attachment; and fiber pigtailing alignment and attachment.
- Final test devices for applications such as module performance characterization and module environmental testing.
It is important to consider not only the equipment factors, but supplier experience as well. Engineering services and support are an important part of the equation, especially because there are still no de facto standards governing component form factors and manufacturing processes.
Selection Tips
Many different equipment and supplier factors must be considered before implementing automated systems. An automation scorecard can provide an objective framework for identifying performance criteria.Selection criteria should be sorted by equipment attributes and vendor considerations. Some factors need to be weighed more heavily than others depending on specific needs and applications.
For example, if you are going to be using the same automation platform for many different devices, system flexibility and changeover time will be more important than if you are dedicating the machine to only one type of component. Additionally, the ability to characterize, as well as control, your process parameters is an important ingredient when working with new products.
Make sure the automation provider can bring application experience to bear on solving your problem. Because photonics is still a highly specialized area, you will save considerable time and cost by leveraging the experience of a seasoned supplier.
Quantify the Benefits
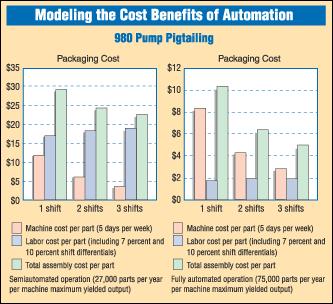
An investment in automation can result in significant cost and time savings for photonics manufacturers. In fact, tens of thousands of parts can be manufactured in one year using one automated machine, compared to hundreds of parts using manual assembly methods. However, there are fundamental limitations due to inherent device design or performance requirements.Consider a 980-nanometer pump laser diode package. By using a basic economic cost model that considers various factors, including equipment and labor cost, cycle time and yields, it's possible to break down cost as a function of the number of shifts the machines are run.
The economic cost model should include inputs and outputs. Inputs include equipment cost; amortization period; throughput and cycle time; number of operators per machine; first pass yield; uptime and utilization factors; labor rate (direct plus overhead); current assembly cost (for calculating payback); and current assembly cost (yielded). Outputs include cost per part (yielded); total throughput per shift--one, two and three shifts; and payback period.

By comparison, a fully automated, pallet loading operation running one shift per day can achieve a total assembly cost per part of $10. Adding to second shift lowers the cost to $6, while a third shift drops the cost per part to less than $5. The fully automated operation has a maximum yielded output of 75,000 parts per year per machine.
Improvements in throughput and assembly cost are measured relative to the next lower level of automation, such as semiautomated vs. man-ual operation, pallet handling vs. discrete part loading, and fully automated vs. pallet handling. While these are good benchmarks for what you can expect when implementing automation into a production process like this, the benefits are only fully accrued when the machines are run at maximum throughput.
The lack of design and process standards, along with a current generation of devices that were not designed with high-volume production in mind, will limit the cost reductions that can be achieved through automation.

Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





