Product Design: DFMA vs. Lean
When eliminating waste from your assembly line, don’t overlook waste that may be designed into your product from the start.
Even in the leanest production environment, waste is everywhere. It never really goes away.
We all know the seven wastes:
• Defects. A product or service that does not function as designed requires rework or re-pair.
• Overproduction. Waste is created when we produce more than the customer needs.
• Transportation. Though necessary, any movement of parts or materials does not add value.
• Waiting. When people, equipment or products wait for other processes or workers to finish an upstream activity, it is waste.
• Overprocessing. Waste occurs when the process includes unnecessary or extra steps that do not create value. Also, more steps mean more chances for defects.
• Motion. Employees moving around do not add value. Waste occurs when workers leave their stations to look for tools, materials and information.
• Inventory. Any parts or materials not being used by the customer are waste.
Lean manufacturing is good at ridding these wastes from your production system. However, there’s one more waste that engineers often overlook, and it’s every bit as significant as the original “deadly seven.” Waste can be designed into a product before it even reaches the assembly line.
Did I mention that I hate lean? I don’t hate it because of what it does. Rather, I hate lean because we often think it will fix all our inefficiencies. We see it as a magic pill. But, lean doesn’t prevent waste from occurring in the first place, before a design is released for production. Too often, assemblies are rushed into production with designed-in inefficiencies, and even the leanest assembly line will be unable to recoup those costs.
The DFMA software is divided into two segments: Design for Assembly (DFA) and Design for Manufacture (DFM). DFA analysis will show you what it costs to manufacture a design. This can help simplify a design by removing that which is not needed for the product to function. That, in turn, reduces the part count and simplifies how the parts go together. In conjunction, a DFM analysis provides guidance on the most economical method of creating each part of the assembly.
There are clear differences between lean and DFMA.
First, a huge issue with lean is sustainability. Lean efforts often run out of steam because lean cannot correct latent design inefficiencies. But, a design change will. With a well-run DFA analysis, design changes should be unnecessary. The inefficiency will be identified and fixed before the design is released.
Second, lean organizes how parts are ordered, fabricated, purchased and delivered. Material shortages will inevitably occur due to delayed delivery, discrepancies, handling damage and misplaced parts. By reducing part count, DFMA can eliminate many of these problems.
Third, inefficient designs include parts that are hard to handle and difficult to insert. DFA analysis will highlight these problems, enabling engineers to do something about them before the production release.
The message is clear: It’s vital to remove inefficiencies before the design is released. I learned this lesson early in my career, and I will never forget it.
In the mid-80s, I was a member of the producibility group at a company that manufactured radar systems. One of my responsibilities was a small piece of a large system known as “The Grid Pulser.”
If it sounds ominous, it was. It was about 2 cubic feet of electromechanical, high-voltage nightmare. The design was the most difficult to manufacture and assemble I have ever seen. After weeks of battling with design engineers, I relented and approved the design for production release, figuring I would fix whatever needed fixing after we commenced building the first unit.
But, the problems were many, including excessive soldering, sheet metal misalignments, springs, tiny screws and dimensional discrepancies. When we finally reached the point where we could get one built in a week, the leader of the assembly team scowled at me. “What were you thinking when I approved the release for manufacturing?” she asked.
I was speechless and embarrassed. All I could say was, “Sorry.”
Hindsight being 20/20, DFA analysis would have made all the difference. The design-related manufacturing waste needed to be removed before the parts were purchased or fabricated.
The original design had 33 parts, and the assembly process required some parts to be aligned with a fixture. DFA analysis indicated that the valve would require 8.02 minutes to assemble. Labor costs were estimated at $4.29 per unit, material costs were $1,179.13 per unit, and fixture costs were $0.13 per unit, for a total of $1,183.55 per unit.
The DFMA software suggested the following design improvements:
• integrate two mounting brackets into the valve body.
• integrate one of two fittings into the valve body.
• eliminate five washers.
• eliminate four threaded inserts.
• eliminate two O-rings.
• eliminate four hex nuts.
• reduce length of hex bolts to 0.5 inch.
• add self-aligning feature to fitting and valve body.
The design is now much simpler. Part count decreased 55 percent, from 33 parts to 15. Labor time is now 3.33 minutes per unit, a decrease of 58 percent. Labor cost decreased 59 percent to $1.78 per unit, while material cost fell by 24 percent, to $898.15 per unit. Fixture costs were eliminated entirely. All totaled, DFA lowered the cost of the valve to $899.93, a 24 percent savings.
It’s worth noting that the improvement in material costs is not as big as it could’ve been. That’s because we unitized the construction to reduce the part count, and we had to pay for that. Of course, even if the material cost reduction was just 1 percent, it would still be worthwhile. After all, we can now build two valves in the same time as it took to build one. We just improved delivery and increased inventory turns.
When evaluating design improvement projects-especially for older products-engineering and operations management typically focus first on the total cost improvement (labor and materials). If the improvement represents a cost difference of only 1 percent to the better, the door usually slams shut. However, it’s important to look at the big picture.
In truth, nearly every discipline in the company’s organization will realize some degree of benefit by looking at a design through the DFMA prism.
Reducing part counts means fewer parts to purchase and expedite, fewer parts to inspect, fewer parts to stock, less material handling, fewer material shortages, and less warehousing space. And best of all, your customers will get their products sooner.
• Defects. A part count reduction will naturally lower opportunities for defects. Placing parts in a fixture means extra handling and risks damaging parts from tool usage. The new single-axis part insertion reduces handling and mistakes. Rework is greatly reduced. This is especially true for complex assemblies.
• Overproduction. When more than 50 percent of the parts have been eliminated from the design, a balanced material flow is easier to achieve, and extra inventory is reduced. Because the assembly is now easier to build, work-in-process inventory is reduced and bottlenecks are eliminated. Single-piece flow increases material velocity.
• Transportation. Fewer parts equate to less movement of material during fabrication and assembly. Misplacement, damage and delays are minimized.
• Waiting. Part count reduction reduces waiting time in at least two areas: kit staging and unbalanced production. Time is saved by eliminating the need to load and unload fixtures. Since the parts are easier to insert, there’s less chance that downstream stations will be waiting for product. Line balance is easier to maintain.
• Overprocessing. Unnecessary or extra steps in the process have been eliminated. Handling of parts is reduced, as are processing mistakes. Designing the parts to be self-aligning eliminated the need to line them up prior to assembly. Fastener reduction greatly contributes to less processing.
• Motion. Fewer parts means less wandering around looking for tools, material or information. Easier, faster assembly allows for better line balance and single-piece flow in one direction. There are fewer reasons and less time available for people to wander. Fastener reduction eliminates some of the tools required for assembly, thereby reducing handling and manipulation.
• Inventory. Again, fewer parts translate to inventory reduction and less stress on the supply chain. This will automatically account for fewer part shortages and line stoppages. Assembling twice as many valves in one day doubles inventory turns.
Simplifying the assembly at the design stage will be rewarded on the shop floor with fewer struggles to lean out the production system. Lean methodologies will be more sustainable with less variation in the assembly process. So, before you get caught sending a design to manufacturing only to introduce more chaos, remember that DFA analysis means never having to say you’re sorry.
* DFMA Cuts Costs Up Front.
* Successful Design for Assembly.
* Assembly Blog: Can Anyone Out-Lean Toyota?
Even in the leanest production environment, waste is everywhere. It never really goes away.
We all know the seven wastes:
• Defects. A product or service that does not function as designed requires rework or re-pair.
• Overproduction. Waste is created when we produce more than the customer needs.
• Transportation. Though necessary, any movement of parts or materials does not add value.
• Waiting. When people, equipment or products wait for other processes or workers to finish an upstream activity, it is waste.
• Overprocessing. Waste occurs when the process includes unnecessary or extra steps that do not create value. Also, more steps mean more chances for defects.
• Motion. Employees moving around do not add value. Waste occurs when workers leave their stations to look for tools, materials and information.
• Inventory. Any parts or materials not being used by the customer are waste.
Lean manufacturing is good at ridding these wastes from your production system. However, there’s one more waste that engineers often overlook, and it’s every bit as significant as the original “deadly seven.” Waste can be designed into a product before it even reaches the assembly line.
Did I mention that I hate lean? I don’t hate it because of what it does. Rather, I hate lean because we often think it will fix all our inefficiencies. We see it as a magic pill. But, lean doesn’t prevent waste from occurring in the first place, before a design is released for production. Too often, assemblies are rushed into production with designed-in inefficiencies, and even the leanest assembly line will be unable to recoup those costs.
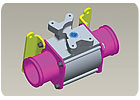
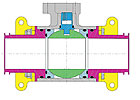
The original design for this ball valve called for 33 parts, some of which needed to be aligned in a fixture prior to assembly.
DFMA vs. Lean
The best way to avoid designed-in waste is with a healthy dose of “design for assembly,” and one of the best tools for administering that is the Design for Manufacture and Assembly (DFMA) software from Boothroyd Dewhurst Inc.The DFMA software is divided into two segments: Design for Assembly (DFA) and Design for Manufacture (DFM). DFA analysis will show you what it costs to manufacture a design. This can help simplify a design by removing that which is not needed for the product to function. That, in turn, reduces the part count and simplifies how the parts go together. In conjunction, a DFM analysis provides guidance on the most economical method of creating each part of the assembly.
There are clear differences between lean and DFMA.
First, a huge issue with lean is sustainability. Lean efforts often run out of steam because lean cannot correct latent design inefficiencies. But, a design change will. With a well-run DFA analysis, design changes should be unnecessary. The inefficiency will be identified and fixed before the design is released.
Second, lean organizes how parts are ordered, fabricated, purchased and delivered. Material shortages will inevitably occur due to delayed delivery, discrepancies, handling damage and misplaced parts. By reducing part count, DFMA can eliminate many of these problems.
Third, inefficient designs include parts that are hard to handle and difficult to insert. DFA analysis will highlight these problems, enabling engineers to do something about them before the production release.
The message is clear: It’s vital to remove inefficiencies before the design is released. I learned this lesson early in my career, and I will never forget it.
In the mid-80s, I was a member of the producibility group at a company that manufactured radar systems. One of my responsibilities was a small piece of a large system known as “The Grid Pulser.”
If it sounds ominous, it was. It was about 2 cubic feet of electromechanical, high-voltage nightmare. The design was the most difficult to manufacture and assemble I have ever seen. After weeks of battling with design engineers, I relented and approved the design for production release, figuring I would fix whatever needed fixing after we commenced building the first unit.
But, the problems were many, including excessive soldering, sheet metal misalignments, springs, tiny screws and dimensional discrepancies. When we finally reached the point where we could get one built in a week, the leader of the assembly team scowled at me. “What were you thinking when I approved the release for manufacturing?” she asked.
I was speechless and embarrassed. All I could say was, “Sorry.”
Hindsight being 20/20, DFA analysis would have made all the difference. The design-related manufacturing waste needed to be removed before the parts were purchased or fabricated.
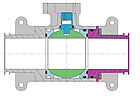
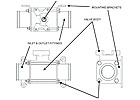
DFMA analysis suggested a number of improvements to the ball valve, including integrating a pair of mounting brackets into the valve body, eliminating five washers, and reducing the length of the hex bolts to 0.5 inch.
A Case in Point
To see how waste can be removed ahead of the design release, let’s look at a simple example involving a ball-valve assembly. The product consists of a valve body, fittings, seals and a valve ball. It’s designed to be operated with a separate actuation mechanism.The original design had 33 parts, and the assembly process required some parts to be aligned with a fixture. DFA analysis indicated that the valve would require 8.02 minutes to assemble. Labor costs were estimated at $4.29 per unit, material costs were $1,179.13 per unit, and fixture costs were $0.13 per unit, for a total of $1,183.55 per unit.
The DFMA software suggested the following design improvements:
• integrate two mounting brackets into the valve body.
• integrate one of two fittings into the valve body.
• eliminate five washers.
• eliminate four threaded inserts.
• eliminate two O-rings.
• eliminate four hex nuts.
• reduce length of hex bolts to 0.5 inch.
• add self-aligning feature to fitting and valve body.
The design is now much simpler. Part count decreased 55 percent, from 33 parts to 15. Labor time is now 3.33 minutes per unit, a decrease of 58 percent. Labor cost decreased 59 percent to $1.78 per unit, while material cost fell by 24 percent, to $898.15 per unit. Fixture costs were eliminated entirely. All totaled, DFA lowered the cost of the valve to $899.93, a 24 percent savings.
It’s worth noting that the improvement in material costs is not as big as it could’ve been. That’s because we unitized the construction to reduce the part count, and we had to pay for that. Of course, even if the material cost reduction was just 1 percent, it would still be worthwhile. After all, we can now build two valves in the same time as it took to build one. We just improved delivery and increased inventory turns.
When evaluating design improvement projects-especially for older products-engineering and operations management typically focus first on the total cost improvement (labor and materials). If the improvement represents a cost difference of only 1 percent to the better, the door usually slams shut. However, it’s important to look at the big picture.
In truth, nearly every discipline in the company’s organization will realize some degree of benefit by looking at a design through the DFMA prism.
Reducing part counts means fewer parts to purchase and expedite, fewer parts to inspect, fewer parts to stock, less material handling, fewer material shortages, and less warehousing space. And best of all, your customers will get their products sooner.
Less Is More
By looking at each of the seven wastes in respect to our redesign of the valve assembly, we can see how DFMA can complement lean manufacturing:• Defects. A part count reduction will naturally lower opportunities for defects. Placing parts in a fixture means extra handling and risks damaging parts from tool usage. The new single-axis part insertion reduces handling and mistakes. Rework is greatly reduced. This is especially true for complex assemblies.
• Overproduction. When more than 50 percent of the parts have been eliminated from the design, a balanced material flow is easier to achieve, and extra inventory is reduced. Because the assembly is now easier to build, work-in-process inventory is reduced and bottlenecks are eliminated. Single-piece flow increases material velocity.
• Transportation. Fewer parts equate to less movement of material during fabrication and assembly. Misplacement, damage and delays are minimized.
• Waiting. Part count reduction reduces waiting time in at least two areas: kit staging and unbalanced production. Time is saved by eliminating the need to load and unload fixtures. Since the parts are easier to insert, there’s less chance that downstream stations will be waiting for product. Line balance is easier to maintain.
• Overprocessing. Unnecessary or extra steps in the process have been eliminated. Handling of parts is reduced, as are processing mistakes. Designing the parts to be self-aligning eliminated the need to line them up prior to assembly. Fastener reduction greatly contributes to less processing.
• Motion. Fewer parts means less wandering around looking for tools, material or information. Easier, faster assembly allows for better line balance and single-piece flow in one direction. There are fewer reasons and less time available for people to wander. Fastener reduction eliminates some of the tools required for assembly, thereby reducing handling and manipulation.
• Inventory. Again, fewer parts translate to inventory reduction and less stress on the supply chain. This will automatically account for fewer part shortages and line stoppages. Assembling twice as many valves in one day doubles inventory turns.
Simplifying the assembly at the design stage will be rewarded on the shop floor with fewer struggles to lean out the production system. Lean methodologies will be more sustainable with less variation in the assembly process. So, before you get caught sending a design to manufacturing only to introduce more chaos, remember that DFA analysis means never having to say you’re sorry.
ASSEMBLY ONLINE
For more information on DFMA and lean manufacturing, visit www.assemblymag.com to read these articles:* DFMA Cuts Costs Up Front.
* Successful Design for Assembly.
* Assembly Blog: Can Anyone Out-Lean Toyota?
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



