Nitinol: Taming the Magical Metal

Engineers turned to nitinol when they created a new stent that features a 3D geometry. Photo courtesy Veryan Medical Ltd.
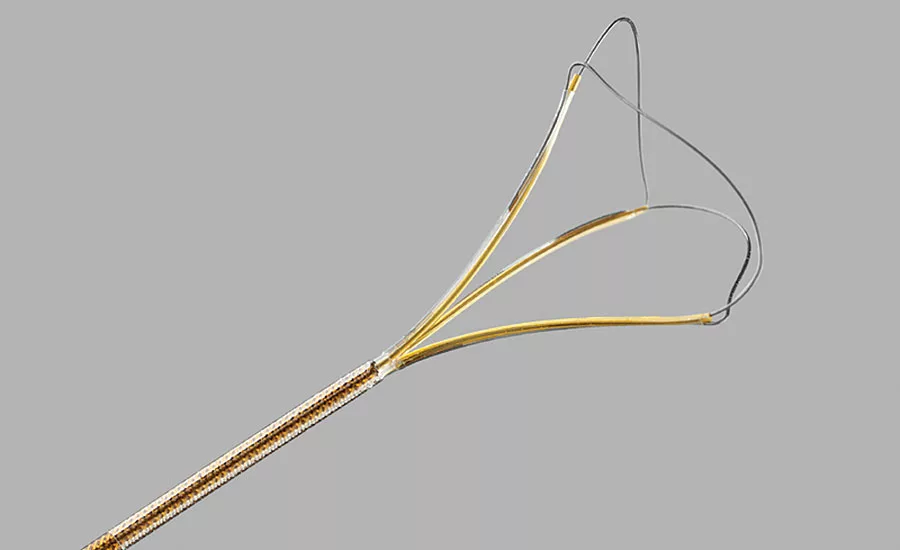
This nitinol medical device is used by surgeons to engage, reposition, release or extract stones in the kidney and the ureter. Photo courtesy Cook Medical LLC

This atrial septal defect occluder consists of flexible nitinol wire mesh. Photo courtesy Occlutech International AB
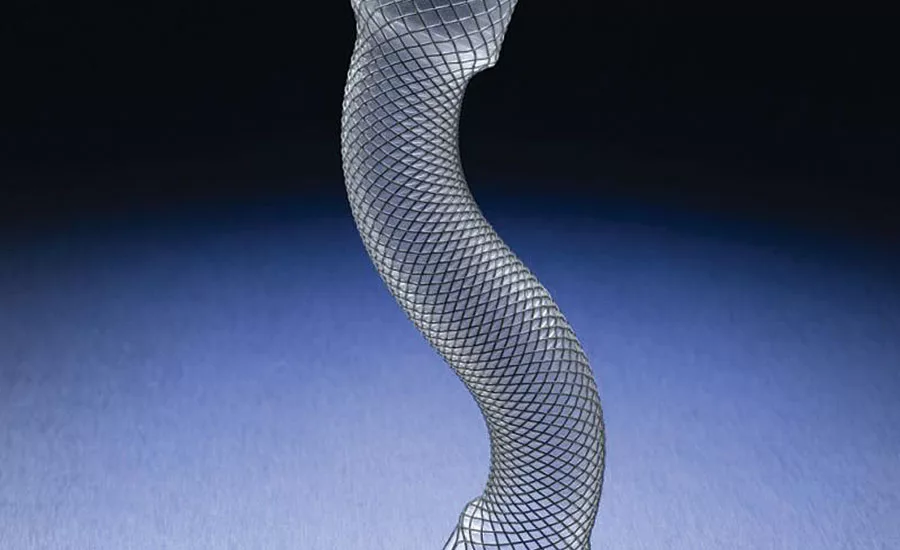
Nitinol is a metal that has magical properties, such as superelasticity and the ability to repeatedly retain its preformed shape. Photo courtesy Boston Scientific Corp.
Nitinol, a nickel-titanium alloy, is used in a variety of medical devices. The material’s thermo-mechanical characteristics and its biocompatibility make it ideal for cardiovascular stents, endoscopic instruments, surgical tools and other products. However, nitinol can be challenging to assemble.
The term nitinol comes from its composition and where it was discovered more than 50 years ago: “nickel titanium” and “Naval Ordnance Laboratory.” The metal has magical properties, such as superelasticity and the ability to repeatedly retain its preformed shape. It also can change shape or length in response to temperature change or application of an electric current.
Nitinol has the potential to recover up to 8 percent strain, which is 16 times that of ordinary stainless steel. In addition, the nonmagnetic material boasts high fatigue strength, high strength-to-weight ratio, corrosion resistance, heat resistance and kink resistance. It is available in wire strips, sheets, tubing and bars.
What’s more, the alloy’s properties can vary, depending on the composition.
“[One] myth is that nitinol is just a single material,” says Gerard von Hoffmann, a partner at Knobbe, Martens, Olson and Bear LLP, a law firm in Silicon Valley that works with manufacturers of cardiovascular medical devices. “It is a broad class of alloys having quite distinct physical properties depending on nickel and titanium ratios, among other variables.”
Deepak Kapoor, production manager at Johnson Matthey Inc., a leading nitinol supplier, claims that there are a growing number of nitinol applications today in the medical device industry. “The material is becoming more prevalent, as the know-how becomes more widespread,” he points out. “[Engineers] have many successful products under their belt, and this breeds further ingenuity.
“Raw materials have shown a modest price increase, but as devices have become more novel and complex, so have the processing costs associated with producing such devices,” notes Kapoor. “The field has become more competitive with more companies melting and fabricating devices from nitinol.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Nitinol’s unusual ability to accommodate large strain, combined with its compatibility with the human body, have made it one of the most commonly used materials in medical device design,” adds Walter Heitmann, director of engineering at Memry Corp., a leading producer of nitinol alloys.
Diverse Applications
The global market for nitinol-based medical devices stood at more than $8 billion in 2012 and is expected to grow 11 percent annually through the end of this decade. Demographic trends, such as worldwide growth in the geriatric population, are expected to spur future demand for nitinol. In addition, the increasing rate of vascular diseases, such as peripheral arterial diseases and coronary artery diseases, in developing nations is driving growth.
Most people associate nitinol with cardiovascular stents. In fact, there are more than 8,000 U.S. patents that use the words stent and nitinol.
But, many other medical devices are made from the material, including annuloplasty rings, biopsy needles, bone screws and staples, endoscopes, filters, guide wires, heart valve replacements and stone retrievers.
Recent nitinol applications include Boston Scientific Corp.’s Innova vascular self-expanding stent system. The new drug-eluting device is used to treat patients with peripheral artery disease of the lower extremities. It consists of a nitinol bare metal stent with an advanced drug delivery system.
Engineers at Veryan Medical Ltd. also turned to nitinol recently when they created a new stent that features a 3D geometry. The BioMimics 3D device uses helical center line geometry that mimics natural vascular curvature to promote secondary (swirling) flow and elevated haemodynamic shear stress, which has a protective effect on the endothelium.
Another innovative application of nitinol is being developed by engineers at Vanderbilt University. Robert Webster, an associate professor of mechanical engineering who specializes in surgical robots, recently developed a machine equipped with steerable needles.
The new device is designed to provide needlescopic tools with a degree of dexterity that they have previously lacked. This allows the needles to operate in areas of the body that neither manual endoscopic instruments, which are straight rods equipped with a variety of end effectors, nor the da Vinci surgical robot can reach.
“Not only will this allow surgeons to perform a number of procedures, such as precise resections and suturing, that haven’t been possible before, but it will also allow the use of needles in places that have been beyond their reach, such as the nose, throat, ears and brain,” explains Webster. The device can be used for operations ranging from lung biopsies to removing brain tumors through the nose.
The steerable needle involves a system of telescoping tubes that are made out of nitinol. Each tube has a different intrinsic curvature. By precisely rotating, extending and retracting the tubes, an operator can steer the tip in different directions, allowing it to follow a curving path through the body.
“We have two different devices that we refer to as ‘steerable’ needles,” says Webster. “The first, and mechanically simpler of the two, is the bevel tip steerable needle. It consists of a nitinol wire on which we grind a bevel. We also have a version of this we call the flexure tip steerable needle that is the same, except there is a nitinol hinge positioned just behind the bevel tip.
“The second device is a concentric tube robot that can be used as either a needle or a manipulator,” adds Webster. “A tiny mechanical wrist attaches to the tip of this device when it is used as a manipulator.
“To make concentric tube robots, we hook a car battery up to each nitinol tube and run high current through it for a very short time to rapidly heat it,” explains Webster. “This shape-sets the nitinol, but leaves it superelastic.
“The main challenge has been in shape setting,” says Webster. “We use nitinol mainly for its superelastic properties. In a low-volume prototyping setting, such as our lab, most companies recommend using air furnaces for setting curved shapes into initially straight tubes and wires.
“In our experience, it has been very challenging to obtain desired curvatures using this process,” notes Webster. “Typically, after heat treating in the furnace, the material will either lose its superelastic properties at room temperature, or it will take on a shape that is different (significantly lower curvature) than the jig into which it was placed. That is why the electrical shape-setting technique has been highly valuable to us.”
Finicky Material
While nitinol offers numerous benefits, it can cause big headaches for engineers. For instance, inadequate processing can lead to premature failure and poor fatigue life. The material is also sensitive to heat treatments and can be difficult to join to stainless steel and other metals.
A variety of joining methods can be used to assemble nitinol parts. Each process has pros and cons that engineers must consider.
Among mechanical techniques, crimping or swaging is preferred. However, David Zabrosky, sales manager at Schmidt Technology Corp., says there aren’t many applications for those processes.
“We typically only see nitinol being used in wire and cable flattening operations,” he points out. “In most cases, our customers have their own tooling and only need the press. They are usually trying to flatten the wire to a desired thickness and hard stops in the tooling are used.”
Soldering is also an effective means for joining nitinol to itself or dissimilar materials. “The oxide layer must be removed for optimum solder wetting,” says Memry’s Heitmann. “Silver-bearing solders can work effectively if combined with a very aggressive flux. Some companies use plating on nitinol to enhance solderability.”
“Soldering is easy, but less preferred by medical device manufacturers, because it is difficult to automate and requires the additional material for the bond,” adds Geoff Shannon, Ph.D., manager of advanced technology at Amada Miyachi America Inc. In addition, both solder and flux suffer from poor biocompatibility and are typically not considered for use in medical implants.
Most medical device manufacturers assemble nitinol parts using either adhesive bonding or welding. The most popular adhesives are cyanoacrylate and epoxy. Nitinol welding options include various laser, plasma, resistance and TIG processes.
“Adhesive joining is useful in wire to tube and tube to tube joining applications, and works best when the oxide layer is present,” says Tim Frech, senior engineer at EWI. “One advantage of adhesive bonding is a larger bond area. However, the cure time is long, which increases manufacturing cycle time and work in progress.”
“Adhesives offer unique benefits over other methods of joining nitinol,” claims Christine Marotta, market development manager at Henkel Corp. “[Advantages include the] ability to join nitinol to dissimilar materials; flexible bond lines to minimize potential differences caused by varying coefficients of thermal expansion; fluorescent bond lines to allow for adhesive detection (for verification of application, placement and qualitative amount); and low capital investment for implementation of adhesive application and curing.”
Cyanoacrylates and epoxies are widely used for nitinol assembly applications due to the opaque nature of the metal and the inability to access a bond joint with light (for light-curing adhesives). In addition, both adhesive technologies offer high bond strengths to a variety of metals, plastics and combinations.
“Epoxies, being thermoset materials, offer the benefit of temperature and chemical resistance—especially for select sterilization exposures,” says Marotta. “They can be two-part and cured at ambient conditions or one-part and heat-cured at temperatures as low as 80 C.
“Cyanoacrylates offer the key benefits of rapid fixture and flexible versions,” adds Marotta. “They [also] can be used on other difficult-to-bond materials, such as polyethylene, polypropylene and acetal, should such substrates be used in combination with nitinol. These one-part adhesives cure at ambient conditions and do not require an investment in curing ovens.”
When using adhesives to assemble nitinol, clean, dry surfaces are ideal. According to Marotta, the addition of surface roughening can have a significant positive impact on bond strength. A surface roughness of approximately 63 to 125 micro inches is often used as a guideline for assemblies that are to be bonded with adhesives.
“Gaps are critical to consider when bonding nitinol with adhesives,” warns Marotta. “While epoxies are typically unlimited in ability to bond and fill gaps, cyanoacrylate adhesive gap filling ranges from a few thousands up to 0.01 inch for gel viscosities. Cyanoacrylates are also ideal when bonding nitinol to hard-to-bond plastics. A surface primer should be applied to the plastic surface and can [greatly] increase adhesion.”
Welding is another reliable nitinol joining process that medical engineers should consider.
“Nitinol is a very hard material,” says EWI’s Frech. “It has a tough, stable oxide layer, and a high alloying content of titanium. But, the hardness and oxide layer leads to challenges with solid-state joining processes.
“The oxide can be part of the melt pool in a laser beam weld and can affect laser beam absorption or reflectivity,” explains Frech. “The large component of titanium makes it metallurgicaly challenging to fusion weld to nontitanium alloys, because titanium is known to form brittle intermetallic compounds when joined via a fusion process to dissimilar materials.”
According to Frech, solid-state resistance welding is ideal when working with an overlap joint to weld nitinol to itself or some dissimilar metal combinations. He says laser welding, a fusion-based process, can be effective in joining nitinol to itself and to some precious metals, such as platinum.
However, welding nitinol to stainless steel is much more difficult because of brittle intermetallics that form in the weld zone. It requires a consumable filler material.
To solve that problem, engineers at EWI developed and patented a nitinol-to-stainless-steel welding process that involves a consumable filler material.
“The filler metal is added to control the fusion zone composition and avoid the formation of brittle intermetallic compounds,” says Frech.
“Generally, the high hardness of nitinol makes it a poor candidate for ultrasonic metal welding,” adds Frech. “Brazing and soldering should also be avoided, because the cold working and thermal treatment of the nitinol is adversely affected by the long thermal cycles.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







