3D Printing With Metal
Engineers have more options than ever to create production-ready parts.

This titanium propellant tank, designed for use in a satellite, was created using electron beam additive manufacturing technology. Benefits included an 80 percent time reduction to manufacture the tank, a 75 percent reduction in waste and a 55 percent reduction in cost. Photo courtesy Lockheed Martin Space Systems

This mini excavator features metal parts that were printed. Photo courtesy Oak Ridge National Laboratory
When it debuts later this year, this advanced turboprop engine will use a wide variety of 3D-printed metal components. Additive manufacturing will replace 855 conventionally made parts with just 12 printed components. Illustration courtesy General Electric Co.

The bracket on the left was produced using traditional subtractive manufacturing methods from the left-most metal cube. Most of the input material became waste (the largest cube). The bracket on the right was 3D-printed from a metal powder (the third cube from the left). The waste, in the right-most cube, was also minimal. Photo courtesy Concept Laser GmbH

This printer uses a new process called atomic diffusion additive manufacturing. It combines fused filament fabrication with metal injection molding materials. Photo courtesy Markforged Inc.
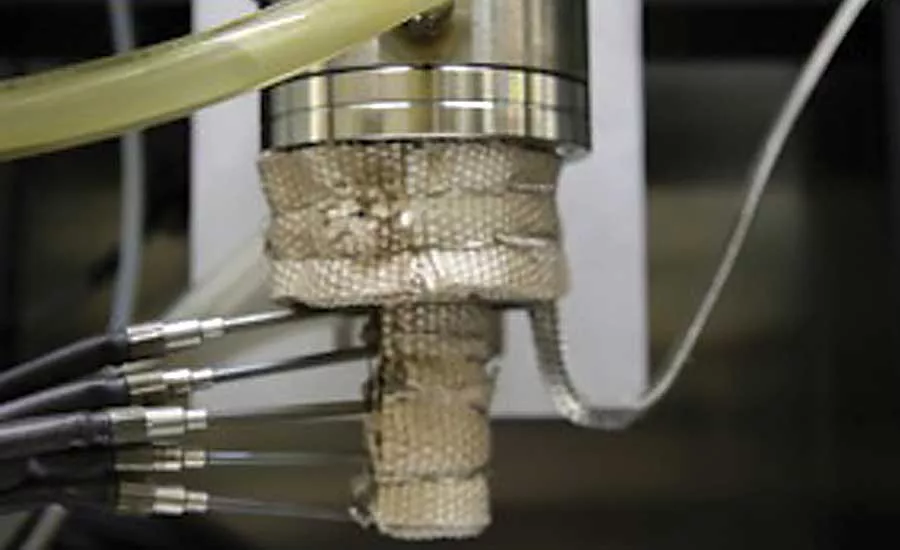
A new process called direct metal writing creates parts by extruding semisolid metal through a nozzle. Unlike other metal 3D printing techniques that use lasers to fuse metal powder, the direct metal writing approach incorporates an ingot that’s heated until it reaches a semisolid state before it’s forced through a nozzle. As it cools, the material hardens to form a metal structure. Photo courtesy Lawrence Livermore National Laboratory

Additive manufacturing allows companies to easily manufacture complex shapes and structures that have been difficult to make with traditional subtractive manufacturing methods. Photo courtesy Stratasys Direct Manufacturing

This new end-to-end desktop system aims to make metal printing easier and less expensive than traditional processes. Photo courtesy Desktop Metal Inc.

Printing metal parts, such as this titanium impeller, is more challenging than producing plastic components. Photo courtesy StarRapid
Most people associate additive manufacturing with plastics. However, a slew of new materials and processes are now available that enable engineers to print a variety of metal components.
The technology has captured the attention of manufacturers in numerous industries. As quality and processing speed improve, metal 3D printing will become a viable alternative for an increasing number of applications, including production-ready parts.
Additive manufacturing “prints” solid objects from a digital file by depositing one layer of material on top of another, rather than starting with a piece of metal and cutting or milling it away. It allows companies to more easily manufacture complex shapes and structures that have traditionally been difficult to make with traditional subtractive manufacturing methods. There’s also less waste, which results in longer setup times and higher material costs.
More than one-third (44 percent) of engineers responding to ASSEMBLY’s 2017 State of the Profession survey claim they are actively involved in additive manufacturing projects, marking the third year in a row of increased demand. Interest in the technology is strongest in the aerospace, automotive and medical device industries.
According to SmarTech Publishing, a market research firm that specializes in additive manufacturing, demand for metal powder materials and printing systems will grow from $950 million today to $7 billion by 2026.
“The metal additive manufacturing market remains one of the strongest growth areas of the broader 3D printing industry,” says Scott Dunham, vice president of research at SmarTech Publishing. “And, 2017 is a pivotal year in its evolution. A number of developments are expected to determine whether or not various technologies will deliver on expected potential.
“The level of interest in metal additive manufacturing around the world [is] at an all-time high,” claims Dunham. “But, the current technology is still evolving and catching up to the expectations of users who are just [starting to explore] the possibilities.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“There are lots of areas involved in creating a viable manufacturing solution beyond just printing,” explains Dunham. “These areas are developing in many directions at once, all while new metal printing processes are nearing commercialization to compete with the existing ones.
“This creates a wait-and-see scenario for a lot of companies out there that are interested in additive manufacturing, but aren’t necessarily attempting to be on the cutting edge of innovation,” Dunham points out. “Competitive landscapes are shifting at record pace in the market.”
In just a short period of time, additive manufacturing has already achieved widespread success with polymer processes. But, the use of metal alloys has lagged behind, due to a lack of both materials and process development.
“There’s a lot of intense interest focused on additive manufacturing with metal alloys, because there are so many potential applications,” says Iver Anderson, project leader and senior metallurgist at Ames Laboratory, which is in the midst of an R&D project to improve the production and composition of metal alloy powders.
“The ability to control the properties and quality of [metal alloy] powders becomes paramount to the quality of the final product, and achieving properties equal to cast, forged or machined parts,” warns Anderson. “Today, if manufacturers went to a metal powder producer with a shopping list of the alloys and powder specifications they needed for their manufacturing process, they very likely wouldn’t find what they want.
“The customization capabilities are just not there, and we need to get there,” notes Anderson. “That is going to be the key to commercially competitive metal additive manufacturing processes.”
Metal vs. Plastic
Printing with metal is different than printing with plastic. For instance, processing parameters, such as time and temperature are different.
Since plastic has a lower melting point than most metals, temperature and power requirements are lower. That can result in lower operating cost over time.
“There are a few key differences between printing plastic vs. metal parts,” says Eric Mutchler, DMLS product manager at Stratasys Direct Manufacturing. “Namely build time, cost and finishing procedures.
“Many LS nylon powdered plastic machines have a 75-watt CO2 laser,” explains Mutchler. “Metal machines have 400 to 1,000-watt fiber lasers. Nylon 12’s melt temperature is around 370 F, while titanium’s melt temperature is around 3,000 F.
“In general, metal parts take longer to build, and they typically require more intensive and expensive post-processing labor,” Mutchler points out. “That leads to higher costs.”
“The biggest difference is the precision and accuracy of process control and part quality controls that must be implemented to ensure strict adherence to design requirements,” adds Mark Cola, CEO of Sigma Labs Inc., a company that provides 3D printing products and services, such as quality assurance software.
“Metal, in general, requires a level of sophistication found in process metallurgy to achieve the desired part properties and performance in its intended end use,” explains Cola. “Plastics, too, need this—just not to the same level of scrutiny.”
According to Frank Medina, technology leader for additive manufacturing at EWI, there are three key differences between printing metal and plastic parts:
- Material properties. Metal properties are much higher than plastic properties and must meet casting and forging standards.
- Speed. Plastic machines are generally faster than metal systems. Plastics require less energy and can be done in thicker layers.
- Cost. Machine cost and cost per build hour is more expensive for metals, because the systems and materials are more expensive.
“It is easier to print plastics parts, because the machines are more mature,” says Medina. “Some plastic machines can be thought of as office printers. You just hit the print button and walk away, while metal systems are not as reliable or operator-independent. In addition, because there is a limitation on what plastic parts can be used for, there are fewer industry constraints, such as certifications and quality expectations.
“One of the biggest misperceptions [with metal additive manufacturing] is that the parts come out of the machine ready to use,” notes Medina. “There is a lot of post-processing work that needs to be done to the part before it is ready to be used, such as stress relieving, cutting it from the start plate, removing supports, heat treating and machining.
“Also, it is not just pressing a button,” Medina points out. “The technology needs a more educated operator. Setting up the parts in the correct build orientation with the correct support material needs a more fundamental understanding of internal stresses and material science.”
“Metal printing has relatively slow build times compared to plastic printing, and there is also a learning curve involved in designing for metal [applications],” adds Gordon Styles, founder and president of Star Rapid, a low-volume metal 3D printing company that specializes in direct metal laser melting (DMLM). “Metal 3D printing is no easy process.
“Due to the nature of the metal printing process, it may take multiple builds to perfect a part and optimize it for mass production,” warns Styles. “Most metal parts will be expected to perform to a much higher engineering standard than a plastic counterpart.”
Plastic filament is typically less expensive than metal powders. Processing parameters are also often entirely dependent on the technology or machine being used. As a result, it’s difficult to make one-to-one comparisons between two materials.
“Any metal additive manufacturing process requires the metal to be melted and cooled,” says John O’Hara, global sales manager at Sciaky Inc., which specializes in electron beam additive manufacturing (EBAM). “They are all basically welding processes, so the difference in cost and complexity of the equipment can be profound.
“[It is] much more difficult to print metal for the same reasons,” explains O’Hara. “The metal must be fed, melted and solidified, while still retaining the shape required and maintaining the material properties. Metal parts are typically designed to take advantage of the properties of the metal.”
Design Requirements
Designing parts for metal printing is quite different than designing for plastic printing applications. For instance, metal printing requires engineers to focus on the unique requirements, such as wall thicknesses, support generation and part orientation.
“There are key rules that [engineers] must abide by to help reduce costs associated with support removal for metal 3D printing,” says Star Rapid’s Styles. “Overhangs need to be less than 0.5 millimeter; all downward-facing structures must be designed so that they can be built on at least a 45-degree angle from horizontal; horizontal holes cannot be less than 0.5 millimeter; and holes greater than 10 millimeters need supports.
“For weight-volume reduction, [engineers should] consider making hollow or highly optimized and organic designs,” warns Styles. “Programs such as Altair’s OptiStruct, AutoDesk’s Within or Dreamcatcher can help with this. You can create highly evolved structures that optimize the weight-to-performance ratio dramatically.
“Often, people believe that if a part cannot be built using any other manufacturing process, then metal 3D printing is a ‘rescue’ process,” says Styles. “This thinking is flawed. But, we continue to see more customers wanting to use this process to create a build that is just, in essence, a bad build. As more [engineers] learn to design for metal printing, the process will become more mainstream.”
Another big difference between printing metal and plastic parts is in the type of post-processing that’s required.
“It is generally easier to ‘grow’ polymer parts,” says Greg Hayes, Ph.D., director of applications and consulting at EOS North America, which has developed a metal printing process called direct metal laser sintering (DMLS). “Polymer parts do not require support structures, and have less post-processing.
“Metal parts ‘grown’ with DMLS require support structures with thermal treatment that are removed at the end of the [production] process,” Hayes points out. “Polymer parts don’t need these structures and can be dyed, surface treated or coated after they’re printed. Mechanical properties, geometric tolerances and design guidelines exist for both classes of materials in all three dimensions.”
“The stresses inherently created during the metal build process are significant,” warns Stratasys Direct Manufacturing’s Mutchler. “So, it takes thoughtful planning and experience when setting up a part during the build layout phase. [You] must also be cognizant of where the required support structures anchor so that they are accessible to the finishing team for removal.
“If post-processing is required, then the project will be more labor intensive and expensive than it would be with plastic parts,” adds Mutchler. “Oftentimes, printing a metal part is only the first step in a series of other procedures and post-processes required to deliver the final part.
“Metal additive manufacturing technology is still relatively new compared to the other additive processes,” says Mutchler. “Widely-accepted standards and design [parameters] have not yet been defined, which seems to be holding back a more rapid adoption of this technology. Once standards are in place and a larger set of engineers understand how to design for the process, we will see a dramatic increase in the use of metal additive manufacturing.”
Printing Processes
Engineers can choose between several metal additive manufacturing processes. Each can be used with different types of raw materials to print parts and subassemblies made out of metals such as cobalt chrome, maraging steel, 316L stainless steel or titanium. However, they’re limited in terms of print quality and how large of a part they can build.
There are powder-bed systems, such as direct metal laser sintering and selective laser melting. And, there are powder-fed systems, such as directed energy deposition and laser metal deposition.
Direct metal laser melting (DMLM) uses a high-powered laser to melt and fuse successive layers of powdered metal into three-dimensional solid parts. One advantage is that the more complex or feature-rich the component, the more economical the process becomes.
Electron beam additive manufacturing is favored by aerospace manufacturers, such as Airbus, General Electric and Lockheed Martin. It’s ideal for producing large-scale, near-net shape parts made of Inconel, tantalum, titanium and other high-value metals. The process can replace a long lead-time component or unitize what was formerly many components into a single preform.
Electron beam melting (EBM) is a proprietary process developed by Arcam, which recently became a division of GE.
EBAM is a proprietary process developed by Sciaky that can produce high quality, large-scale metal structures, up to 19 feet in length made out of tantalum, titanium and nickel-based alloys in a matter of days.
With selective laser melting (SLM), step-by-step laser radiation is scanned across a powder bed, which traces out the form of the component within this specific layer. Wherever the laser radiation impacts the powder, the metal powder initially melts and then solidifies to form a solid mass as the component is built-up layer by layer.
SLM is basically the same process as direct metal laser sintering (DMLS). The former is a generic term, while the latter is an EOS trade name. The metal printing processes are popular with aerospace and automotive manufacturers, because they can make highly complex, lightweight metal production parts with features and passages that could not be cast or otherwise machined.
According to Star Rapid’s Styles, each of the three main categories of 3D metal printing technologies is staking its claim to a particular niche in the marketplace.
Direct metal deposition (DMD) focuses a spray of powdered metal through a nozzle and then fuses it at the point of deposition. “This technique is widely used for spot repairing of previously built components and for fast printing of large, low-fidelity builds,” says Styles.
Powder bed technology, like DMLM, fuses or melts powders on a build platform. “It requires more careful design and engineering, and it’s slower,” explains Styles. “However, the parts built are more robust and suitable for demanding applications, such as those in the aerospace and automotive sectors.”
Binder jetting sprays a liquid binding resin—almost like a glue or epoxy—directly onto powdered material, which can be metal, sand or even ceramic. “This process is fast and relatively cheap,” claims Styles. “You can build large structures with it; however, they are typically of low density and low strength. This means they are not well suited for engineering applications.”
“Although there are some significant technical differences between DMLS, EBM and SLM, we group all of these together into the ASTM-defined segment of ‘metal powder bed fusion’ technologies,” says SmarTech’s Dunham. “Metal powder bed fusion is far and away the largest segment of metal additive manufacturing overall, accounting for at least 85 percent of units sold annually.
“The rest of the market is in directed energy deposition systems, which are growing fast, and metal binder jetting, which is fairly niche but is likely to grow quickly thanks to some innovative advancements soon to be on the market,” claims Dunham.
“The metal powder bed fusion process is popular, because it is probably the purest form of true additive fabrication,” adds Dunham. “It can provide arguably the best combination of very small feature detail with very complex geometric shapes, and in a relatively wide variety of alloys, all in a build process that creates parts close to 100 percent density in a single stage.”
Dunham believes the biggest change in the next several years will mostly be in the introduction of new processes to compete with metal powder bed fusion. “Processes such as those being developed by Desktop Metal, MarkForged and XJet may not even compete [directly] with metal powder bed fusion,” he points out. “But, they will make more attractive options for those companies that see themselves as mostly excluded from the metal additive manufacturing solutions of today due to costs or expertise requirements.”
New Tools and Techniques
Engineers around the world are in the process of developing many additional ways to print metal. Some recent breakthroughs include atomic diffusion additive manufacturing, bound metal deposition, diode-based additive manufacturing and direct metal writing.
Atomic diffusion additive manufacturing (ADAM) combines fused filament fabrication with metal injection molding materials. It was developed by a startup company called Markforged Inc. that touts Ford Motor Co. and Harley-Davidson Motor Co. among its customers.
“ADAM is an end-to-end process that starts with metal powder, captures it in a plastic binder, which makes it safe to handle, and then forms it into the part shape one layer at a time,” says Jon Reilly, vice president of product at Markforged.
“After printing, you sinter the part in a furnace, burning off the binder and solidifying the powder into the final, fully dense metal part,” Reilly points out. “The part shrinks about 20 percent during the sintering process, so our software automatically scales it up prior to printing.”
The company’s new Metal X machine is the first metal printer to use ADAM technology. According to Reilly, “it unlocks a whole new way to print metal parts. It’s also incredibly flexible in terms of supported materials. Any metal that can be made into powder can be printed. We are stating out with 17-4 and 316L stainless steels. However, we have aluminum, Inconel, titanium and tool steel in beta testing.
“Material costs have not seen steep declines in the last few years,” explains Reilly. “This is because the primary cost driver of any technology curve is volume. As new printing technologies like ADAM make metal printing more accessible, usage will go up causing the price of materials to drop.
“Machine cost is a big inhibitor to adoption, as is safety of material handling,” claims Reilly.” Traditional metal printers run over $500,000 and you need what is essentially a spacesuit to interact with metal in its powder form. By introducing a new way to print metal that has reduced the printer cost to under $100,000 and makes the metal powder safe to handle by binding it in plastic, we are removing these barriers.
“Next, we will be addressing speed of printing through fleets of low-cost metal [printers working] in parallel,” adds Reilly. “We call these ‘print farms.’ They are going to change the way metal parts are made.”
Another new player in the metal 3D printing market is Desktop Metal Inc. It claims that its Studio System, which consists of a printer and a microwave-enhanced sintering oven, is similar to the safest and most widely used 3D printing process—fused deposition modeling (FDM). The company also claims that the machine will be able to print parts using a variety of metals and even more than one metal at a time.
Instead of using a laser to melt powdered metal, this system uses metal rods in the same way that 3D printers have used plastic in the past. The metal is fused together using a combination of microwaves and a furnace. Desktop Metal calls it “the first office-friendly metal 3D printing system.”
“It’s the only metal 3D printing system that is cost-effective for engineering teams,” claims Ric Fulop, CEO and co-founder of Desktop Metal. “For the first time, it’s possible to produce highly complex metal parts and assemblies with metal 3D printing without leaving the office.
“Unlike traditional metal 3D printing processes, the DM Studio System requires no hazardous powders, no lasers and no cutting tools to operate,” says Fulop. “Instead, it uses bound metal deposition, a proprietary process, to make accurate and repeatable parts, similar to FDM.”
Earlier this year, engineers at Lawrence Livermore National Laboratory (LLNL) unveiled two new types of metal additive manufacturing techniques that also hold promise.
One method, called diode-based additive manufacturing (DiAM), uses high-powered arrays of laser diodes, a Q-switched laser and a specialized laser modulator to flash print an entire layer of metal powder at a time, instead of raster scanning with a laser across each layer, as with conventional laser-based powder-bed fusion additive manufacturing systems.
With the process, large metal objects can be printed in a fraction of the time needed for metal 3D printers on the market today.
“The combination of speed and degree of design flexibility afforded through the DiAM method is potentially far beyond that of current powder-bed fusion-based systems,” claims Ibo Matthews, an LLNL scientist heading the research. “By cutting the print time and having the ability to upscale, this process could revolutionize metal additive manufacturing.”
Engineers at LLNL also recently developed a method for printing metal parts that extrudes semisolid metal through a nozzle. The metal is engineered to be a shear thinning material, which means it acts like a solid when standing still, but flows like a liquid when a force is applied.
Instead of starting with metal powder, the direct metal writing technique uses an ingot that’s heated until it reaches a semisolid state. Solid metal particles are surrounded by a liquid metal, resulting in a paste-like behavior. Then it’s forced through a nozzle.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






