advertisement
How To Tune Up Your Orbital Riveter


Permanently assembling parts using an orbital process offers many advantages including: 80% less force required than a conventional press, a low profile aesthetically appealing head-form, low cost fasteners, a high strength joint, and the option to allow a joint to rotate.
Proper machine setup and maintenance is critical in achieving a desirable head form and consistent results. With over 25-years of experience, Orbitform’s application engineers and service technicians have seen what can happen on the factory floor. Here are a few tune-up tips to keep your orbital assembly equipment running smoothly, and producing quality parts.
ALIGNMENT:
To assure a quality head form it is critical that the center of the orbital head be aligned with the center of the rivet being formed. A misalignment can produce undesired results, rejected parts and possible damage to bearings and the orbital head. Alignment issues can come from: the fixture, the part, and/or the machine setup. The easiest method to check the alignment is with Orbitform’s Orbital Alignment Kit. Typically on a 1/4” diameter rivet, the center of the orbital head should be within 0.004” Total Indicator Runout from the center of the rivet.
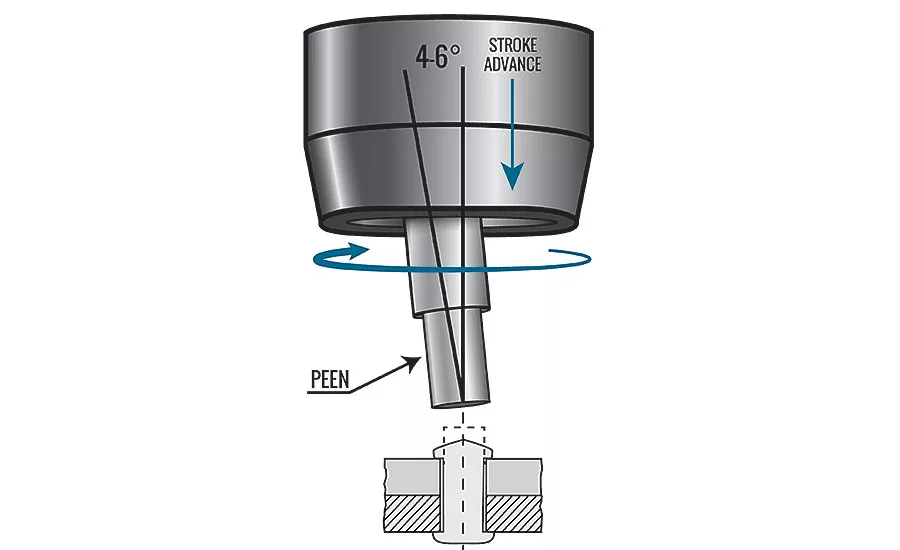
THE PEEN:
The peen is the perishable tooling that touches the rivet or part being formed. Make sure the peen-holder turns freely inside the orbital head. The peen is held in place with a magnet or set screw and should be easy to remove. Apply an anti-seize lubricant to its shank at least once a week.
Check the peen for excessive wear. Never sharpen or machine a worn peen. Changing the length of the peen changes its point of contact, which can affect the resulting head form, and possibly lead to bearing failure. Always replace worn tooling. Make sure new tooling meets the standards for hardness, polish, and coating set by the manufacture.
Check if the peen is too hot to touch after forming. Excessive heat can lead to or indicate bearing failure. A hot peen may mean it’s hitting the part too hard or dwelling on the part too long and/or not rotating properly. The flow control on the Powerhead’s exhaust may need to be adjusted to increase or decrease the Powerhead’s advance rate.
LUBRICATION:
Orbitform’s Powerheads are lubed for life and require little preventative maintenance. However, the orbital head should be inspected and greased after approximately 100 hours of forming time. Do not confuse this with 100 hours of machine operation. If a part takes 5 seconds to form, that would be one minute of forming-time for every 12 parts, one hour for 720 parts, or 72,000 parts for every 100 forming-hours. Be careful not to over grease the orbital head. Typically, a single shot from a hand pump is all that’s needed. Over greasing can create extra drag on the bearings and restrict the peen-holder from rotating freely.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
AIR:
Orbitform’s Powerheads are rated to 100 psi of air pressure. We generally size our Powerheads based on the air pressure available in the plant. If the pressure on the factory floor drops, the Powerhead’s force will be diminished; this can effect cycle-time, and the overall head-form. Verify the recommended air pressure is within the machine’s specification.
Just as important as air pressure is air volume. The more air-driven equipment added to a production line the greater the overall volume of air needed to run them. Air pressure may be within limits, but the machines may be starved for air, which can affect cycle-time and forming results. This is especially true when forming multiple rivets with quick forming cycles. Make sure the lines can deliver the required volume of air; if not an accumulation tank may be needed.
An orbital riveting or forming process can solve many challenging assembly requirements; a well-tuned machine is the key to consistent forming results and quality parts.
Orbitform
1600 Executive Dr.
Jackson, MI 49203
(517) 787-8447
Assembly Equipment Solutions for Manufacturing since 1984
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






