Boeing Has a Tradition of Assembly Line Innovation

Boeing assembled 25 Model40A mail planes in the mid-1920s. It was the company’s first successful commercial aircraft. Photo courtesy Boeing
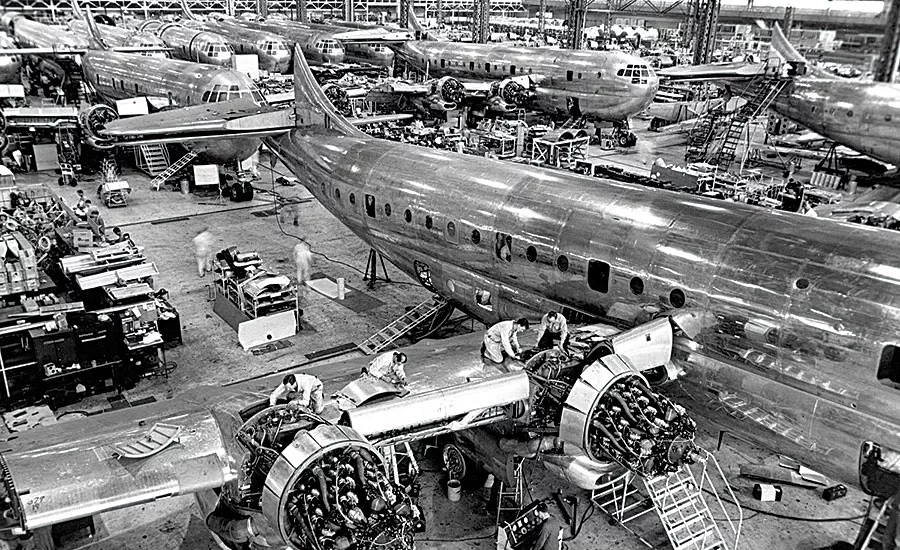
Boeing engineers used state-ofthe- art tools to mass-produce the B-29 Superfortress bomber at the end of World War II. Photo courtesy Boeing

In the days before computers, Boeing engineers used models like this to lay out factories. Photo courtesy Boeing

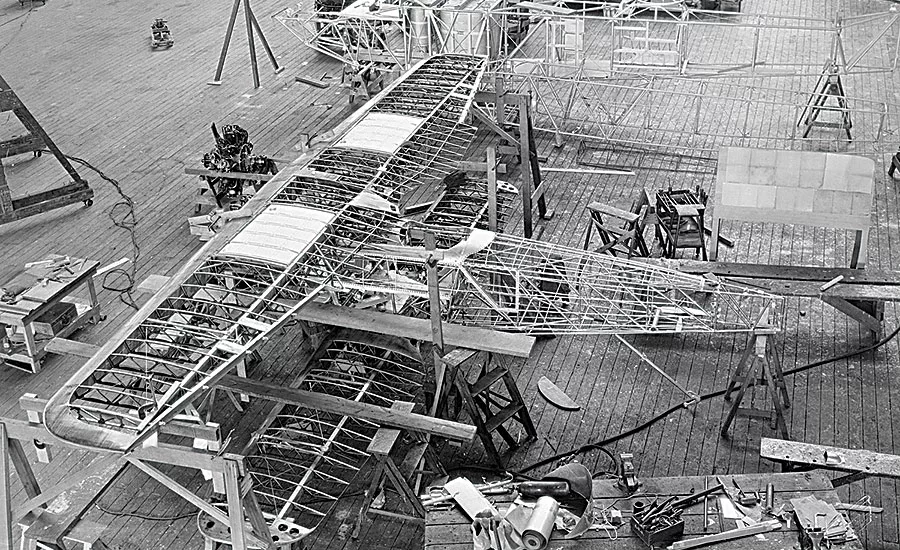
To assemble the mammoth Model 314 flying boat in the late 1930s, Boeing engineers had to develop special jigs, fixtures, platforms and scaffolds. Photo courtesy Boeing

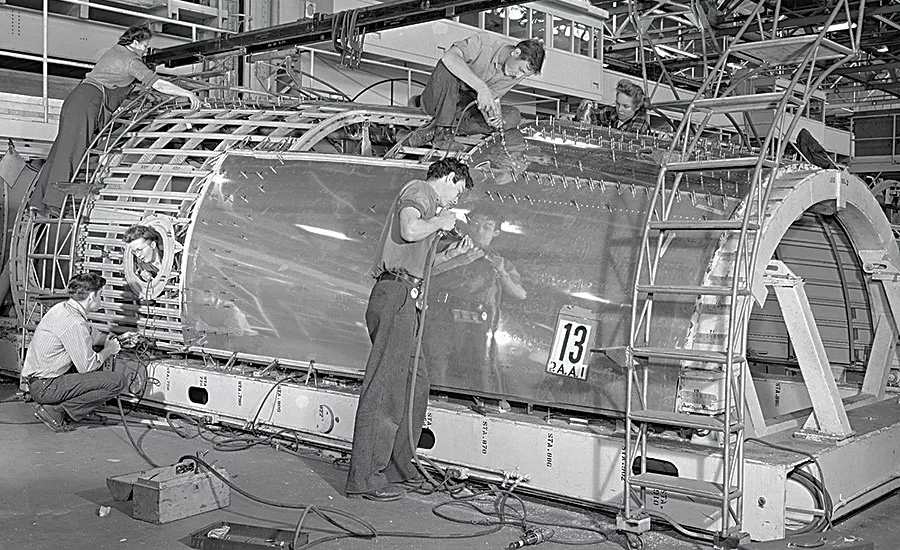
The groundbreaking 707 forced Boeing engineers to develop new ways to assemble wiring harnesses. Photo courtesy Boeing

Advanced spot welding equipment was used to massproduce B-17 bombers during World War II. Photo courtesy Boeing

For decades, riveting has been the heart and soul of aircraft assembly at Boeing. Photo courtesy Boeing
Boeing built 56 copies of the Model 377 Stratocruiser between 1947 and 1950. The long-range, double-deck aircraft set a new standard for luxurious air travel. Photo courtesy Boeing
In the 1920s, wood, wire and cloth were a common site in the Boeing and Douglas factories. Photo courtesy Boeing

Between 1957 and 1964, Boeing built 700 Bomarc supersonic, longrange anti-aircraft missiles. The company also designed and built underground launch facilities throughout the United States. Photo courtesy Boeing

Boeing assemblers used new tools and techniques to assemble jet-age products, such as the 707, in the 1950s and 1960s. Photo courtesy Boeing
When it comes to developing new production tools and assembly processes, it’s hard to beat Boeing. The company has always been ahead of the curve implementing new technology on its assembly lines.
In the 1980s, Boeing was on the cutting edge of computeraided design and computer-aided manufacturing. A decade later, Boeing was one of the first companies to adopt lean manufacturing initiatives. Today, it’s leading the charge into advanced digital production, predictive analytics and wearable technology. Boeing is also pioneering assembly automation in the aerospace industry. It’s investing heavily in state-of-the-art robotics, intelligent positioning systems and flexible material handling equipment. The goal is to streamline production by eliminating the need for large fixtures and tooling.
For instance, a new Fuselage Automated Upright Build (FAUB) process at the company’s Everett, WA, plant will be used to assemble the next generation of 777 jetliners. With FAUB, designed by KUKA Robotics, fuselage sections will be built using automated, guided robots that will fasten the panels of the fuselage together, drilling and filling the more than 60,000 fasteners that have been traditionally installed by hand.
Plant floor innovation is part of Boeing’s DNA. Thousands of ideas and inventions over the last 100 years have resulted in easier, safer and more productive tools and methods to build aircraft and spacecraft.
Here’s a look at how Boeing engineers have solved assembly problems in the past and how they’re addressing some of today’s challenges.
Revolutionary Riveting
For decades, riveting has been the heart and soul of aircraft assembly at Boeing. According to a news item in the March 1960 issue of ASSEMBLY, the company purchased 100 million rivets in 332 categories each year.
During the 1940s, 1950s and 1960s, Boeing engineers developed a wide variety of automated equipment to improve productivity and reduce costs as aerospace manufacturing grew increasingly complex.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Rosie the Riveter has a brand new configuration,” proclaimed an article in the July 1958 issue of Boeing magazine. It explained how a major part of the riveting job at Boeing’s Wichita plant was being done by four new Drivmatic machines.
The machines were used to assemble wing panels of the B-52G Stratofortress bomber. Applications included riveting aluminum stiffeners to lower wing panels.
“Each of these can handle eight to 10 rivets per minute around the clock, without getting tired,” the article pointed out. “Punched tapes, which control the machines, know exactly where thousands of rivets must go. The machines drill holes, do countersinking, insert slugs, apply ram, shave off the outer head and move automatically to the next rivet.
“The machines do the riveting job in gantry style, rolling back and forth on floor rails,” added the article. “There are two sets of these rails, with two of the 26,000-pound machines rolling on each set.
“The metal being riveted can be as large as 75 feet by 4 feet and is held in a special jig erected alongside the rails,” said the article. “Each riveter is about 12 feet high and 10 feet wide, bristling with electrical, pneumatic and hydraulic power elements. Each machine has two operators, one on the main switch and one watching operational details.
“There is room along the 80-foot rails for a pair of machines on one track to rivet the same panel, or to rivet two separate smaller panels,” explained the article. “Work is tack riveted before it reaches the automatic machines.
“Rivets used are slugs (straight pieces of aluminum rod metal) rather than standard prefabricated rivets,” said the article. “Varied lengths of slugs travel through an injector tube which moves into position over the holes. There are five different slug sizes. To complicate things even more, the three largest must be driven at low temperatures. These are stored in a refrigerated compartment and kept at 10 to 20 degrees below zero.
“Control center for the whole complex machine is a punched tape, which crawls from one reel to another inside a small console mounted on the gantry,” added the article. “Photoelectric readers react to holes in the tape and determine spacing of rivets.”
In the 1950s, Boeing engineers were keen on titanium. However, the lightweight metal presented numerous production problems. Assembly processes that worked well for aluminum and magnesium proved unsatisfactory for titanium.
For instance, titanium rivets could not be driven at room temperature. Satisfactory results could only be achieved by heating rivets. To address the challenge, engineers developed an automatic hot-squeeze riveter.
The original machine applied a predetermined heating current to rivets for a predetermined length of time. When the established time interval had elapsed, the rivet was automatically headed.
However, this time-controlled heating method had drawbacks. Temperature varied with factors such as rivet length and electrode temperature, as well as the mass of the part and the degree of contact between the rivet and the electrodes.
Differences in temperature when rivets were driven caused inconsistent results. If too cold, the rivets cracked. If too hot, they were contaminated by oxygen. In addition, the machine had to be reset every time a different length rivet was used.
To solve the problem, a Boeing process engineer invented a squeeze riveter equipped with a temperaturesensing control that could drive rivets automatically when the correct heat was reached. “The handy little gadget may become standard equipment wherever high-strength, high-temperature materials are riveted,” noted an article in the September 1957 issue of Boeing magazine.
“The device is a sensing arrangement which is used in conjunction with a predetermined electrode dwell pressure while the rivet is being heated,” explained the article. “The control unit determines when the correct temperature is reached by sensing the yielding of each rivet.
“At this time, enough additional pressure is applied to head the rivet,” added the article. “The time interval varies. Riveting consistency is achieved and no resetting of the machine is necessary for rivets of different lengths.”
Boeing engineers were still intrigued by squeeze riveting a decade later, when production was ramping up on a new short-haul aircraft called the 737.
“There’s a new sound—or lack of it—on Boeing’s 737 Twinjet production line,” noted an article in the June 1967 issue of ASSEMBLY. “Rivet guns now squeeze rather than hammer rivets into place. The result is a ‘squishing’ sound rather than the familiar ‘rat-a-tat.’
“Although squeeze riveting is not new, Boeing engineers have added a new feature which makes it possible to squeeze rivets on 737 wing spars with portable equipment and come up with a fuel-tight union requiring no additional sealing,” the article pointed out. That made it impossible for jet fuel stored inside the wing to seep past the rivets.
“Key to the operation is a yoke shaped liked a C-clamp,” explained ASSEMBLY. “The pressure unit is attached to one end of the yoke, while the die set (used to form the rivet) is attached to the other end. The 60-pount yoke—thumb and forefinger of the squeeze action—is suspended by a cable on a spring-loaded reel which bears most of its weight.
“The entire assembly is hooked to an overhead rail to permit easy transfer to any areas along the 35-foot-long wing spar,” the article pointed out. “When the riveter pulls the squeeze yoke into positon over the rivet hole, it straddles the spar. The rivet bucker pivots the die set into position on the reverse side of the spar for alignment. About 24,000 pounds of force press the rivet against the die set.
“The squeeze yoke is pneumatically driven by a combination of oil pressure and 90 psi air pressure,” added ASSEMBLY. “Pressures are supplied from a portable oil tank, with casters, which permit it to roll as the riveter works along the spar. According to Boeing, squeeze riveting has eliminated metal-distorting vibration, and the work is virtually defect-free.”
A few months later, ASSEMBLY reported on “a new computer-controlled riveter dubbed ‘Rosie’ [that] performs at the untiring rate of eight rivets a minute, drilling a hole in the wing panel for Boeing’s new short-range 737 twinjet, countersinking the outer end, driving the rivet and finally shaving off the rivet for aerodynamic smoothness.”
According to the news item in the March 1968 issue of ASSEMBLY, “two independent riveting heads, each weighing about 170,000 pounds, are controlled by prepunched tape, permitting work on separate wing panels or the same panel. Hydraulic cylinders force the panel upward against the heads, with a closed-circuit TV giving Rosie’s operator a close view of the action.”
In the early 1970s, Boeing experimented with a new type of technology called electromagnetic riveting (EMR). It formed two heads simultaneously on a headless rivet in only 0.0005 second.
“Advantages of this over conventional riveting include less factory noise, few rejects, higher productivity, less operator fatigue and cost reductions in operations where traditional manual riveting has previously been required,” said an article in the January 1972 issue of ASSEMBLY. “EMR puts manual riveting on a par with automatic machine riveting in terms of quality and speed for a substantially smaller investment in equipment.
“Boeing is using EMR equipment primarily in the assembly of wing panels, which cannot be riveted with expensive automatic riveters due to accessibility problems,” explained the article. “An EMR system consists of two guns, one for each side of a workpiece, that can drive a headless rivet with a single impact. An electrical coil in each gun receives power from a common source and applies up to 30,000 pounds of force to a riveting ram.
“Since each gun weighs about 75 pounds, they require counterbalancing with an overhead pulley system,” the article pointed out. “In addition, each gun has provisions to preclude independent firing or firing when it is not perpendicular to a workpiece. Firing occurs when a signal from a master gun discharges a capacitor bank in an electronic control unit, and simultaneously energizes the coils in mating guns.”
In addition to developing automated riveters, Boeing engineers have invented numerous tools and gadgets to solve joining challenges.
A news item in the March 1960 issue of ASSEMBLY explained how the company developed a tool to inspect rivets electronically. “The device will show to the ten thousandth of an inch any deviation from standard,” it explained. “Up to now, the task of measuring sample batches and determining deviation has been done by hand gauging.
“Using the new device, it will be possible to measure a batch of 50 rivets and come up with an acceptance or rejection figure, automatically averaged and computed, in one-third the time formerly required,” noted ASSEMBLY. “Further speeding of inspection by automatic rivet handling and an improved computer, now in design stages, is expected. In addition to reducing the time and cost of rivet inspection, the new device promises increased accuracy.”
The rivet inspecting device consisted of an electromechanical transducer, balancing circuits, an oscillator, an amplifier, a computer and a power supply.
“Before measuring production rivets, a master rivet is placed in the gauge block and to set up a reference level,” explained ASSEMBLY. “Then rivets are placed in the gauge block one at a time. In the sensing head, a pushbutton drops a protrusion-measuring stylus onto the rivet head.
“Attached to the stylus, the movable core of an electromechanical transducer translates the measurement made by the stylus into an electrical potential difference which is proportional to the displacement of the stylus,” added ASSEMBLY. “This difference is amplified and supplied to the computer, which determines any deviation, first for each rivet, then for the batch as a whole.”
Boeing is currently in the midst of ramping up production of its popular narrow-body, single-aisle 737 jet from 42 aircraft a month to 52. To boost productivity, the company recently started using an automated system to build wing panels.
The machine drills holes and installs rivets that attach stringers to wing skin panels. An array of lasers allows it to follow the contour of each panel. The process improves accuracy, consistency and repeatability.
The Panel Assembly Line (PAL) replaces machines that drilled the panels but required assemblers to manually install the rivets. PAL takes up less space on the floor of the Renton, WA, plant and reduces the risk of repetitive-motion injuries by 50 percent. And, the automated system decreases defects by 66 percent, while reducing production flow time by 33 percent.
Boeing engineers are also ramping up an automated Spar Assembly Line that will speed drilling and install fasteners in 737 wing spars.
Welding Wizards
Boeing engineers pioneered aircraft welding in the early 1920s. An innovative arc-welding process enabled them to assemble fuselages using light steel tubing.
Four decades later, the company was still at the forefront of advanced welding technology. In fact, Boeing was one of the first manufacturers to experiment with ultrasonic joining techniques.
A news items in the August 1961 issue of ASSEMBLY described how “an ultrasonic welding unit designed and built by Boeing Co., Wichita, KS, is being used in the production of the Strategic Air Command’s new B-52H ballistic missile bomber.
“The welder operates directly from a 60-cycle power source, but the frequency is stepped up to 15,000 to 60,000 cycles, with the acoustical energy actually doing the welding through rearrangement of the two metal surfaces into a common one.”
During that same era, electronics were becoming an increasingly important part of aerospace manufacturing. New welding techniques were essential to join wires and other delicate components.
An article in the October 1963 issue of ASSEMBLY explained how Boeing engineers developed a device that could weld wires “half the thickness of a human hair to surfaces only a few thousandths of an inch thick.
“The machine was developed to meet manufacturing requirements that could not be easily handled by commercial equipment presently available,” noted the article. “Experiments have proved the ability of the device to overcome most microminiature joining problems. The machine took nearly a year to perfect. It is capable of connecting a dozen or so hair-sized wires to a complete electrical circuit smaller than a penny.”
Part of the machine’s success was due to the use of a precise weld pulse, ASSEMBLY pointed out. Pulse duration could be controlled from 0.001 to 0.0625 second. Electrode pressure could be varied from less than an ounce to 24 pounds.
With the machine, Boeing has able to weld or solder components with wires and ribbons as small as 0.005 inch thick. “Heat control is accurate enough to join metal parts of solar cells, which are composed mainly of glass-like silicon,” added the article. “The device is being used to fabricate components for research and development work and manufacturing experimentation.”
Today, Boeing engineers are using state-of-the-art welding technology to write the next chapter of human space exploration. The company is building the first stage of NASA’s Space Launch System (SLS), which will play a crucial role in future missions to Mars and other deep space destinations.
Sections of the rocket are being joined together using friction-stir welding. It produces strong bonds by transforming metals from a solid into a plastic-like state, with a rotating pin tool. The tool softens, stirs and forges a bond between two metal components.
The SLS stages are made up of barrels, domes, rings and other 8.4-meter diameter structural components that are joined together using a 50-meter tall Vertical Assembly Center at the Michoud Assembly Facility in New Orleans. The aluminum domes are joined via rings attached to the ends of the barrels.
Adhesive Bonding
Joining dissimilar materials has always challenged Boeing’s engineers. In the mid-1960s, they developed a new process called diffusion bonding to overcome the problems of welding stainless steel to aluminum.
“Developed by Boeing under a NASA research contract, the bonding process does not require flux or postbonding clean up,” explained an article in the October 1965 issue of ASSEMBLY. “The method permits tubular parts of dissimilar metals to be bonded to each other without the usual drawbacks of brittleness or formation of intermetallics. Although developed for 20-inch diameter tubing, the method is applicable for bonding both larger or smaller parts.
“Prior to bonding, both the stainless steel tubing and the aluminum tubing are prepared by plating the mating surfaces with silver,” the article pointed out. “The bonding operation begins with the stainless steel tubing mounted on a stainless steel mandrel. In a separate operation, the aluminum is placed over the lap joint.
“These parts then are fitted into an alloy steel ring,” added the article. “Once fitted, the whole assembly, including the mandrel and steel ring, is heated at a temperature up to 600 F for a set period of time. The resultant bond is stronger than the burst-strength of the aluminum material. The low heat and the silver interface between the parts prevent formation of a brittle iron-aluminum intermetallic.”
In the 1960s and 1970s, as more and more plastics were used for aircraft assembly applications, such as interior components of jetliners, adhesive bonding technology became increasingly important.
Engineers at Douglas Aircraft Co. turned to heat-activated dry film adhesive to solve an assembly problem with the DC-8. A high rejection rate in interior panel production at the Long Beach, CA, plant prompted them to find a solution for bubbles that occurred and destroyed the bond.
“The decorative, laminated vinyl panels had been bonded to the interior sidewalls with a brush-on, liquid contact adhesive,” said an article in the May 1969 issue of ASSEMBLY. “Two separate primer coats were applied to the two surfaces to be bonded, which involved a drying time between each application.
“Drying time was critical and proved costly, since the time had to be scheduled so that normal breaks in work schedule would not interrupt the application of the next coat,” added the article. “The process emitted a considerable amount of fumes into the air, a condition eliminated through the use of a dry film adhesive. Also, a large area was required to store the drying panels. Defective panels had to be returned to the bonding department for rework or replacement, resulting in production delays.”
Douglas engineers experimented with an acrylic, pressure-sensitive, heat-activated film. “The film adhesive is laminated to the panel with a rotary heat press,” explained ASSEMBLY. “Total application time is less than 30 seconds per panel.
“This assembly process lowered panel rejection rates to practically zero,” the article pointed out. “Floor space formerly needed to store large quantities of sidewalls awaiting rework diminished to zero since the drying process was eliminated. Five of the 14 workers previously needed in production were released to other departments.”
Boeing engineers are currently developing new ways to bond carbonfiber composite materials. The big challenge is joining composite parts to aluminum, magnesium, titanium and other lightweight metals.
Engineers are exploring ways to reduce the number of fasteners used in carbon fiber composites. Their goal is to increase the reliability of adhesivebonded aerospace structures.
The process of assembling carbonfiber composite structures still requires the use of thousands of mechanical fasteners. It’s the easiest and least expensive way to meet current FAA certification requirements, which mandate proof that every adhesively bonded joint will not separate and cause structural failure if it reaches its critical design load.
Epoxy resin will also play a crucial role in producing subassemblies for the next-generation 777 jetliner. Boeing’s new 1-million-square-foot composite wing center in Everett, WA, features two automated fiber placement machines that will be used to assemble the 777X’s wing skin and spars.
The one-piece component is 100 feet long and 20 feet wide, but has no joints. The wing is assembled by a robotic head that glides back and forth laying down strips of carbon-fiber tape coated with adhesive. It’s a long way from a century ago, when Boeing employees assembled wooden spars by hand, then covered them with strips of fabric.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





