Countering Old-School Views on Design
When designing products, engineers should focus on overall assembly efficiency rather than the cost of individual parts.
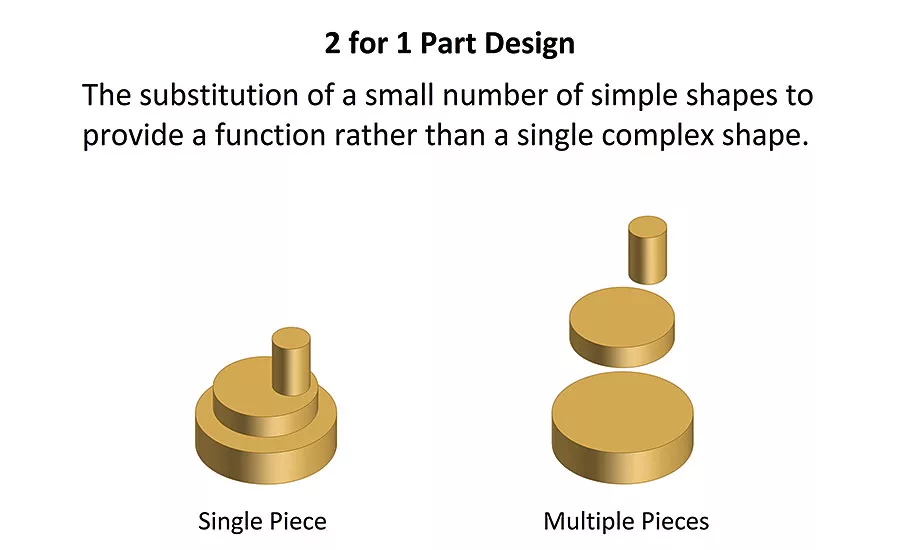
It is much more cost effective to produce a single, more complex, multifunctional part than the series of simple shapes all joined together. Illustration courtesy Boothroyd Dewhurst Inc.
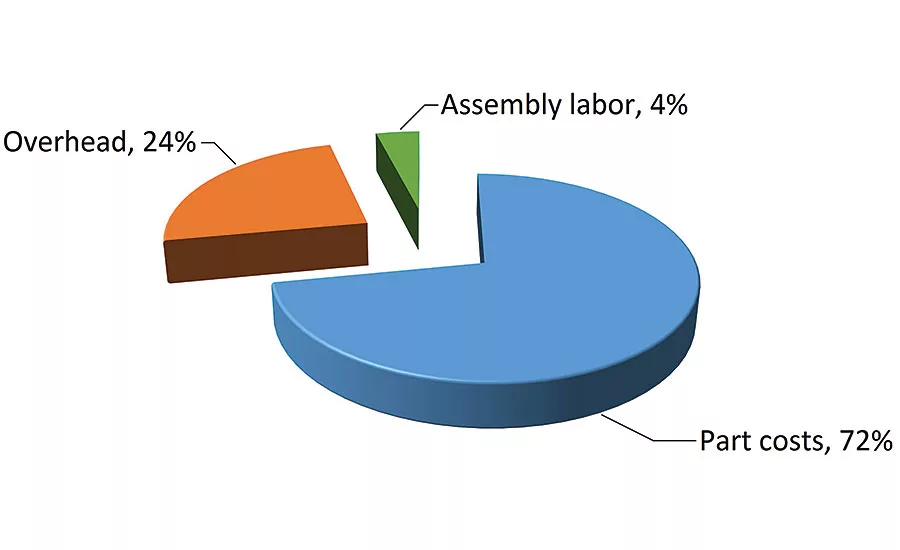
The overwhelming majority of a product’s cost is tied up in materials and process-related outlays. The cost of direct labor usually makes up the smallest proportion. Source: Boothroyd Dewhurst Inc.

An OEM’s original design for a lamp assembly consisted of 37 parts, including a bracket welded to a cantilevered mounting plate and four rubber isolation mounts that are secured to the bracket with nuts and washers. Photos courtesy Boothroyd Dewhurst Inc.

An OEM’s original design for a lamp assembly consisted of 37 parts, including a bracket welded to a cantilevered mounting plate and four rubber isolation mounts that are secured to the bracket with nuts and washers. Photos courtesy Boothroyd Dewhurst Inc.

An OEM’s original design for a lamp assembly consisted of 37 parts, including a bracket welded to a cantilevered mounting plate and four rubber isolation mounts that are secured to the bracket with nuts and washers. Photos courtesy Boothroyd Dewhurst Inc.

The OEM’s initial redesign of the lamp assembly focused solely on part-cost reduction. For example, the lamp guard and the rubber isolation mounts were removed. Photos courtesy Boothroyd Dewhurst Inc.

The OEM’s initial redesign of the lamp assembly focused solely on part-cost reduction. For example, the lamp guard and the rubber isolation mounts were removed. Photos courtesy Boothroyd Dewhurst Inc.

The OEM’s initial redesign of the lamp assembly focused solely on part-cost reduction. For example, the lamp guard and the rubber isolation mounts were removed. Photos courtesy Boothroyd Dewhurst Inc.

The lamp assembly is located on the rear of the vehicle, just above the transmission cover casting. This presented an opportunity to use DFA principles to reduce cost by integrating the mounting bracket and lamp guard into the casting. Photo courtesy Boothroyd Dewhurst Inc.
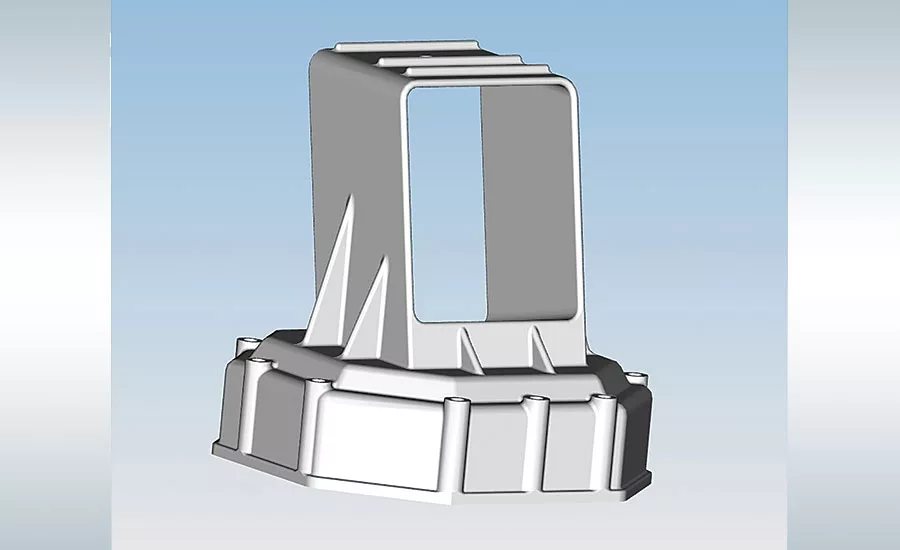
The DFA method, which concentrated on finding labor efficiency, resulted in a 45.5 percent reduction in the cost of the assembly—without sacrificing any of the original design’s functionality. Photo courtesy Boothroyd Dewhurst Inc.
Although the multifunctional casting in the DFA redesign costs more to produce than the original transmission cover casting, the multifunctional casting also eliminates the need for a separate lamp bracket and lamp guard. When all of this is considered, the DFA redesign is quite cost competitive. Source: Boothroyd Dewhurst Inc.
In the early 1980s, a product design methodology called design for assembly (DFA) began to gain popularity. It focused on improving efficiency by evaluating the amount of labor required for assembly. Since that time, the DFA methodology has been adopted with much success by more than 850 corporations.
Nonetheless, in the past 10 years, there has been a resurgence in a different design philosophy—a very old one—that is undermining the productivity gains companies achieved through DFA. This outdated philosophy promotes cost reduction by focusing on the cost of individual parts within the product, rather than on how the system of integrated parts affects overall cost and performance.
The truth is, labor reduction continues to deliver larger savings and superior products when compared to engineering strategies that focus solely on part-cost reduction and single-part design.
Although the percentages vary, the overall cost breakdown of a product is typically this:
- Parts, 72 percent.
- Overhead, 24 percent.
- Labor, 4 percent.
Most of a product’s cost is tied up in materials and process-related outlays. The cost of direct labor usually makes up the smallest proportion. Overhead is still significant, but that also represents a much smaller proportion of the total cost.
Design for Producibility or Assembly
In the early 1950s, an engineering practice called design for producibility (DFP) began to take hold. Seeing a steady increase in manufacturing costs, design managers worked with production to make designs that were better suited to the shop-floor capabilities of the day. This approach invariably simplified parts, but it also created a much more complex product structure through an increase in the overall number of parts. For example, DFP recommended that designers separate complex parts into a series of simple shapes and then join them together during final assembly.
On the surface, the practice makes some sense, because the parts themselves make up the majority of total product cost and the labor cost is often small. However, more than 30 years of experience shows that it is much more cost-effective to produce the single, more complex multiunctional part rather than the series of simple shapes all joined together.
Why? The majority of the cost reduction that results from using the more complex (functional) shape does not come specifically from a reduction in assembly cost. The largest savings actually come from a reduction in part manufacturing costs! This is because it is often less expensive to use modern manufacturing processes to make the single, more complex part, than it is to make a greater number of simple parts.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
However, the most easily recognizable characteristic that distinguishes between the two designs is the amount of assembly labor required. Geoffrey Boothroyd, Ph.D., used this realization to develop his design for assembly methodology, which uses assembly-labor reduction as a guide to help designers develop more cost-effective products at their integrated level—as a holistic system of tightly interrelated functions accomplished using the fewest parts.
To illustrate what happens during redesign when the focus is placed on assembly labor, consider a thought experiment where a three-part product is redesigned to reduce the amount of assembly labor as much as possible. Such an exercise tends to lead to a less expensive single-part design, which does not require assembly labor. The large number of simple, single-function parts is reduced to a smaller number of more complex, multifunctional parts. Such a redesign saves money in two ways: The parts themselves are less expensive to manufacture, and the cost of assembly labor is reduced. This is a key point that is often overlooked by companies in their rush to market.
To see what happens during redesign when the focus is placed exclusively on the cost of each part, consider another thought experiment in which a consolidated part is redesigned to minimize its cost. That exercise could easily lead the designer to break up the complicated, multifunctional part into a series of simple shapes.
Experience has shown that this is exactly what happens when designers focus on cost reduction of individual parts, especially when they have little accurate feedback on part manufacturing costs during initial design.
In the past 10 years, we have noticed an increased interest in design methods that concentrate on cost reduction of individual parts within a product. Evidence of a resurgence in this outdated philosophy includes:
Consulting firms that promote a narrow methodology that treats the cost of individual parts as the sole source of savings. They focus exclusively on part costs without considering the advantages of modern manufacturing technologies. For example, new technologies, such as additive manufacturing and advanced machining, now enable engineers to create more complex, unified part geometries more easily and more cost-effectively.
Engineering students are learning this outdated design philosophy in college. Class projects focus on part costing and cost reduction centered on individual parts. For example, the professor might take apart a bicycle in front of the class and ask for cost reduction ideas, one part at a time. With many engineering schools receiving the latest software for integrated digital design, manufacturing and shape optimization, shouldn’t there also be a more interdisciplinary interest in DFA product simplification and costing?
Newer users of Boothroyd Dewhurst’s Design for Manufacture and Assembly (DFMA) software commonly focus on part costing as an up-front product design tool instead of first focusing on DFA to simplify product structures. For example, I recently spoke with an overseas manufacturer of sewing machines. The company’s engineers were fairly close-minded about DFA, opting for design for manufacture (DFM) instead. All of their assembly work is done in China at a very low hourly labor rate, so the direct cost of assembly is insignificant to them. As a result, they focus on the parts because they believe that is where their costs reside.
Newer projects with Boothroyd Dewhurst’s customers reveal that they, too, focus first and foremost on reduction of part costs, even when their projects are called “design-for-assembly projects.” This might be a credit to the ease of using DFM Concurrent Costing software, but it shows a disengagement by design from system-wide cost strategies.
This emphasis on the cost of parts is likely due to a lack of understanding about what DFA actually does. In the 1990s, DFA knowledge was common. But, over time, engineers with that knowledge have moved on or retired, and their younger replacements are less familiar with the concepts. The problem may also be indicative of how far companies have yet to go in their efforts to work concurrently with other disciplines—manufacturing, purchasing, etc.—that can provide valuable feedback on total cost and offer best-in-class strategies.
Dissecting a Lamp Assembly
As an example of how DFA can lower cost and improve functionality, let’s consider an OEM’s recent redesign of a rear lamp assembly for a piece of heavy equipment. The original design consists of 37 parts. There is a lamp bracket made from a mounting block that is welded to a cantilevered mounting plate. Four rubber isolation mounts are secured to the bracket with nuts and washers. A lamp “guard” is then mounted to the other end of the isolation mounts, also with nuts and washers. The lamp and pivot bracket are then mounted inside the lamp guard with a screw and washer. Many of the parts are made from 0.25-inch thick mild steel, and the total weight of the assembly is about 18 pounds. This design had been in production for more than 20 years.
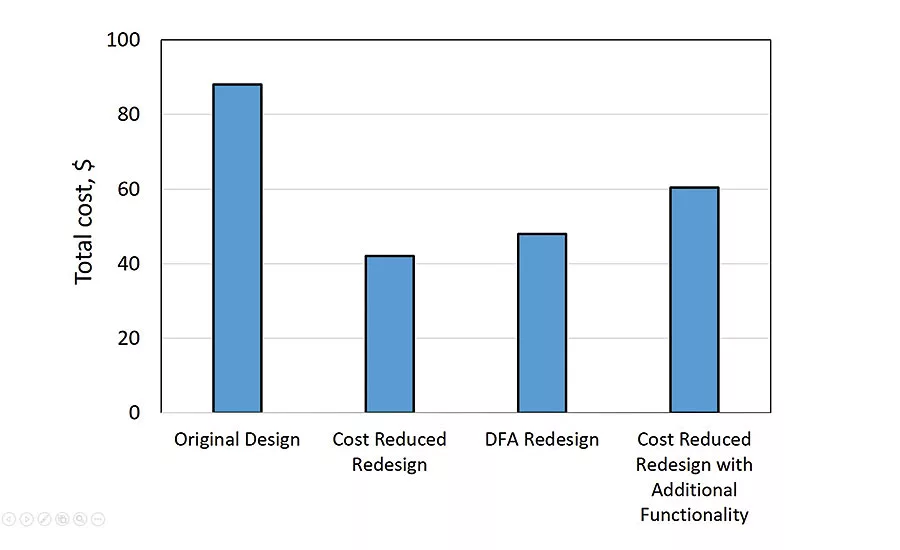
Boothroyd Dewhurst DFA software was used to derive an estimate of 13 minutes to assemble this design, including the time for all the welding and dressing. DFM Concurrent Costing software was also employed to estimate the manufacturing cost for all the parts. The total cost to manufacture, assemble and install this design was estimated to be $88. Feedback from the manufacturer indicated that the estimate was within 10 percent of the price they actually pay for the product, so the software’s estimate of total cost for the original design is reasonable.
The OEM identified the lamp as a possibility for cost reduction and redesigned it. To create a lower-cost design, the lamp guard and the isolation mounts for the lamp were removed. And, the lamp bracket was made from 0.125-inch mild steel.
Each part in the redesign still serves only a single function, and the functionality of the lamp bracket is certainly debatable. The DFMA
software estimated that the redesigned lamp assembly would cost $42 to manufacture, assemble and install.
Feedback from the manufacturer indicated that estimate was again within 10 percent of what the company pays for the lamp assembly, so it was a fair benchmark.
Clearly, the company’s design philosophy for the lamp assembly was directed at the cost of the individual parts rather than on the efficiency of the whole product as a system of integrated components. To satisfy the target cost, the company removed the functionality of the lamp guard and rubber mounts. The remaining parts were cheapened through a reduction in their thickness and strength. The practice of functionality removal to save money is quite unusual today because, normally, product functionality is fixed by the customer’s expectations or by the functionality of similarly classed products from competitors.
However, it is common for design teams or cost-reduction teams to cheapen parts within a product through such strategies as reducing their thickness and strength; changing to less expensive but less
effective materials; and sacrificing aspects of the product’s performance to gain a cost reduction. Each of these approaches to achieving savings is tied to a single-part, single-cost view of the product—and each results in an outcome that the customer will see as compromised and of lower overall quality.
The original design called for the lamp assembly to be located on the rear of the vehicle, just above the transmission cover casting. That is the optimal location because the lamp is unlikely to suffer damaging impacts, and it can provide light where needed at the rear of the machine. This situation presents an opportunity to use DFA principles to reduce cost by integrating the mounting bracket and guard into the transmission cover casting. This redesign changes the simple, single-function transmission cover into a multifunctional part.
To determine the portion of the cost for the multifunctional part that is attributed to the lamp assembly, the cost of the original, single-function transmission cover was estimated and then subtracted from the estimate for the redesigned cover that includes the integral lamp guard. This results in a cost estimate of $48 for the DFA redesign and includes the amortized cost of the pattern and core box required to make the aluminum sand casting. The estimate for the DFA redesign also includes a cost of just over $4 for the rubber isolation mount and hardware to mount the lamp inside the lamp guard.
Comparing Designs
The single-part, single-cost engineering method that the OEM initially used in redesigning the lamp assembly led to a noteworthy 52.3 percent cost reduction. However, that reduction was generated at the expense of functionality. This illustrates the largest problem associated with such a design philosophy: It leaves the design team with few options to satisfy cost-reduction goals other than to sacrifice the very things that the customer wants to buy, such as the functionality, durability and performance of the final product. If this design method were applied to redesign the rest of the vehicle, the customer would likely find less value in the vehicle and purchase a competitor’s product instead.
The DFA method, which concentrated on finding assembly labor efficiency, resulted in a similar 45.5 percent cost reduction. Yet, it sacrificed none of the original design’s functionality. In fact, a knowledgeable customer is likely to view the DFA redesign as an improvement in the product, rather than a cost reduction, because the DFA redesign is likely to handle vibration better than the original. It will tend to be more reliable during use due to the robust lamp guard integrated into the casting.
However, the DFA redesign in this case does cost $6, or 14.3 percent, more than the manufacturer’s cost-reduced redesign. More than two-thirds of that difference can be attributed to the $4 needed for the rubber mounts, a feature that was removed in the other redesign to save money.
Upon presentation of this DFA redesign to the company, the designer said that he would never take this approach with the design because the redesigned transmission cover casting would cost too much to produce and would require a core for manufacture. Such statements demonstrate the resurgence in the old design philosophy that focused on the cost of a product’s parts, even to the point that functionality is removed to save money.
While it is true that the multifunctional casting in the DFA redesign costs more to produce than the original transmission cover casting, it also eliminates the need for a separate lamp bracket and guard. When all of this is considered, the DFA redesign is quite cost competitive, especially if the functionality and usefulness of the design are taken into account.
The designer at the OEM also indicated that it would be much more cost-effective to add a guard and a rubber isolation mount to the cost-reduced redesign. This option was investigated, and the DFMA software determined that this design would cost just over $60 to manufacture, assemble and install. This means that the least expensive option that incorporates all of the original design’s functionality is the DFA redesign that utilizes the multifunctional transmission cover to minimize the amount of assembly labor required!
It should be noted that the feedback we received occurred before the designer saw the cost estimates for each design alternative. After the cost estimates were disclosed, the managers at the company thought it was well worth the extra $6 to provide the customer with a guard and a rubber-mounted lamp.
Conclusions
The methodology adopted during redesign and cost-reduction efforts will largely determine the type of product that results. The outdated redesign methodology that focuses on the cost of single parts means that product designs will be composed primarily of single-function parts that are all joined together. Cost reduction goals will then be met through the use of short-term tactics, such as the elimination of functionality or features from the product; the lessening of strength and safety margins associated with choosing lower-performing materials; and a reduction in the usefulness and durability of the final product.
All of these approaches present the customer with a compromised design. For that reason, the redesign “default” methodology that focuses only on the cost of each part—rather than on the system of parts—is not sustainable from a business perspective. When this approach is applied to a large proportion of a product, the customer will buy a competitor’s product instead.
The DFA redesign methodology that focuses on assembly labor reduction means that product designs will be composed of a smaller number of multifunctional parts. Cost-reduction goals will be met through the simplification of the product structure—and that results in products that the customer doesn’t view as “cost reduced.” This is because, in most cases, the products that are redesigned with this methodology not only generate cost reductions, but they also generate improvements in performance, durability and reliability.
Thirty years of experience proves that DFA is a superior method to generate cost reductions without sacrifices to the product that the customer really wants to purchase.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


