Truck-body welding gets lift from tandem robots
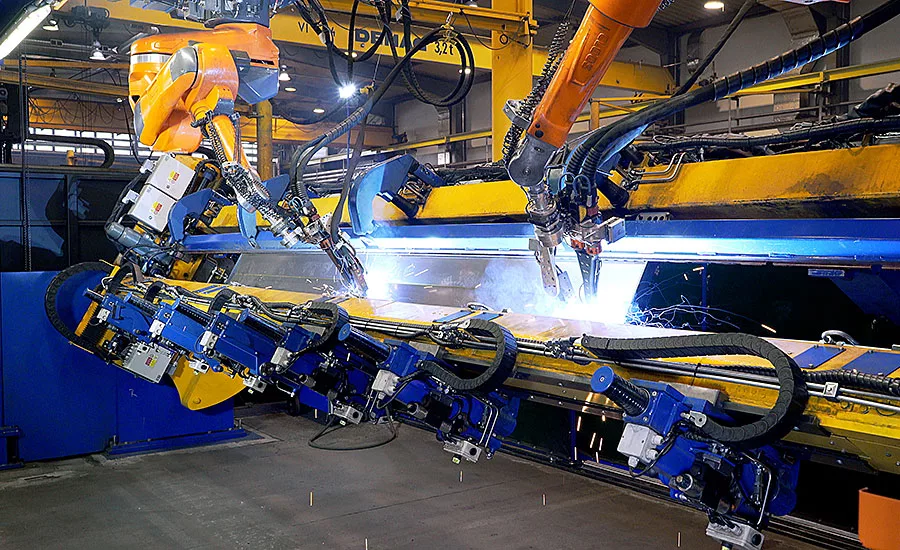
Last year, Meiller Aufzugtüren GmbH installed tandem QIROX QRC-350-E robots at its plant in Slaný, Czech Republic. The robots weld steel side walls for tipper bodies. Photo courtesy Carl Cloos Schweisstechnik GmbH

Meiller Aufzugtüren GmbH is a market leader in the design and manufacture of tipper bodies (shown) and trailers, as well as lift doors. Photo courtesy Carl Cloos Schweisstechnik GmbH
Manufacturers with long histories and famous founders (e.g., John Deere, Henry Ford, F.L. Maytag) are numerous throughout the world. Very few of these companies, however, have a founder with a connection to royalty. Meiller Aufzugtüren GmbH (MAG) is one such manufacturer.
Founded in 1850 by blacksmith Lorenz Meiller, MAG started making forged construction equipment and winches for the forestry and construction industries in the 1860s. Over the next several decades, the company expanded its product line to include tipper bodies for dump trucks, semitrailers and center-axle trailers.
During this time, Franz Meiller, Lorenz’s nephew and successor, was granted the title of Toolmaker to the Royal Court of Bavaria by Prince Regent Luitpold of Bavaria. During WWI, Meiller was also awarded the title of Commercial Counselor in recognition of his social commitment.
Over the past century, MAG has become a market leader in the design and manufacture of tipper bodies and trailers, as well as high-quality lift doors. The company is headquartered in Munich, Germany, and operates plants throughout Europe.
At its plant in Slaný, Czech
Republic, Meiller operates eight welding robots from Carl Cloos Schweisstechnik GmbH. Two of the models, installed in 2015, are seven-axis QIROX QRC-350-E robots that simultaneously weld fine-grained steel side walls for tipper bodies. The robot’s seventh (or excenter) axis is a linear track that enlarges the robot’s work radius by 550 millimeters.
Each side wall is a single piece that is 2.5 millimeters thick and requires only one weld seam on each side. Previously, the component consisted of three individual elements, notes Andrej Stary, programmer and designer at Meiller’s Slaný plant.
Because the robots weld in tandem, two electrically independent arcs (front and back wires) burn in a common molten pool. The front wire ensures safe penetration, and the back wire quickly fills big joints with filler material. Process parameters for the arcs can be set differently, allowing for various combinations of weld requirements.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“We don’t produce in high volumes, as we offer our customers a wide variety of products,” says Stary. “Therefore, the [welder] has to weld a wide range of [side walls] with different dimensions.”
Several features enhance the QIROX robots’ versatility. One is a workpiece fixture with vertical faceplates that quickly adjust to match different-size side walls. These parts are pre-bent to prevent distortion during welding.
Each robot features two welding torches (bent single wire and straight tandem) that can be used alternately on demand (via computer software), depending on the part. The single wire torch is for short, segmented and tight-space welds, whereas the straight tandem torch performs long straight welds at high speed (4.6 meters per minute).
The robots also feature an arc sensor to optimize weld quality. During welding, the sensor continuously makes sure the welding torch position matches up with the preprogrammed track. Should a position deviation occur—due to
material tolerances or heat distortion, for example—the robot moves the torch back onto the correct path.
To increase productivity, Cloos’ RoboPlan software lets manufacturers create additional programs offline while the robot is in operation. The operator determines welding, search and travel paths, and end-of-arm tooling using 3D models, before specifically defining the welding parameters and other functions. The finished program is then transferred to the robot controller.
For more information on welding robots, call 847-923-9988 or visit
www.cloosrobot.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




