Chinese Automaker Uses Vision-Guided Robots to Securely Handle Parts
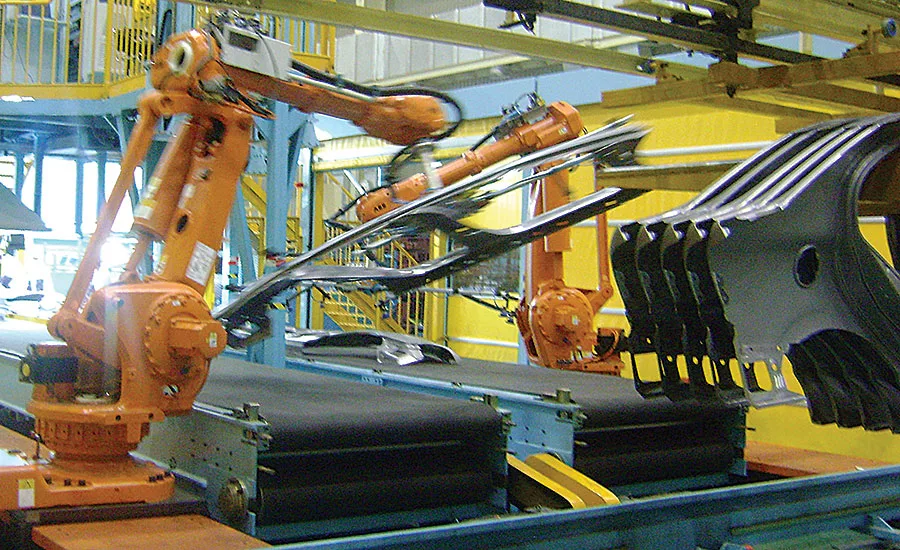
At a high-volume automotive plant in China, robots grab large metal parts one at a time off a rack and place them on a moving conveyor. A vision-inspection system ensures that the robot’s gripper properly attaches to each part. Photo courtesy Teledyne DALSA
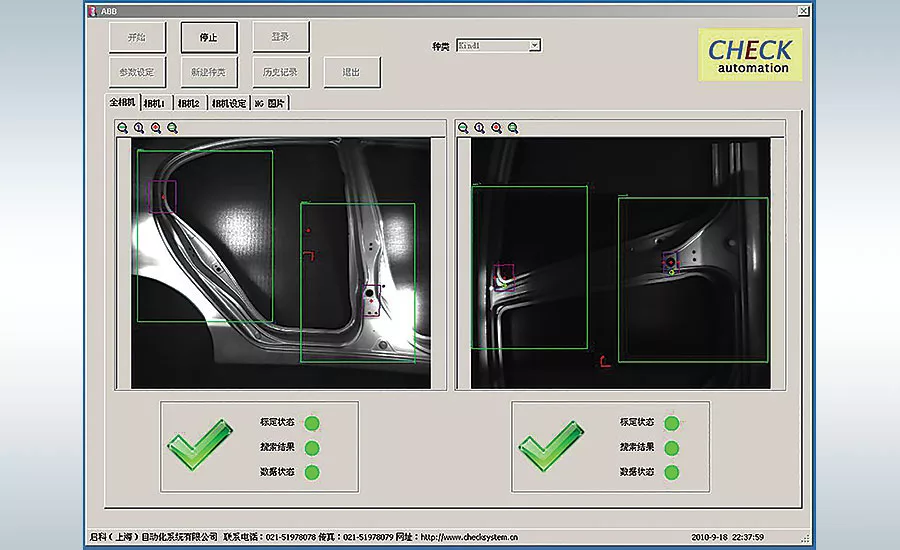
Sherlock image-processing software is used to verify that the position coordinates of the gripper and part are correct. Photo courtesy Teledyne DALSA
Just a few decades ago, the typical American or European driver would never have believed that China, a communist country, would one day be the world’s largest car producer (by volume). But, in 2009, that’s exactly what happened when China produced 13.79 million automobiles, including 8 million passenger cars and nearly 3.5 million commercial vehicles.
Last year, the country’s automakers built more than 24 million cars, trucks and buses. By 2020, that number is expected to reach more than 30 million vehicles annually. Not surprisingly, leading global automotive manufacturers operate high-volume plants—one to two cars per minute—throughout the country.
At one such facility, the assembly process begins with a robot grabbing large metal vehicle parts one at a time off a rack and placing them on a moving conveyor. The parts used to be lifted and placed by manually operated equipment, but this approach was time consuming and posed a safety risk to the operator. There was also a risk of damage to the part if it wasn’t moved correctly.
Automating the process has increased productivity and reduced costs. Nevertheless, safely grabbing each part poses a challenge for the robot, notes Tony Zhu, general manager of Check (Shanghai) Automation System Co. Ltd., a systems integrator that installed the plant’s automation equipment. If the robot gripper doesn’t attach to a part at four designated marks, the part can tilt and hang from the robotic arm, or drop off the rack and be damaged.
To ensure that robots on two assembly lines securely grip parts, the manufacturer uses a GEVA 1000 vision system from Teledyne DALSA. Installed earlier this year, the system consists of a controller, Sherlock software and a pair of Genie 2-megabyte cameras.
Each camera is dedicated to one assembly line and triggered independently. It captures images (at a rate of 15 frames per second) of the robotic gripper as it attaches to a part. These images are then analyzed with Sherlock’s pattern-matching Search Tool to verify that the position coordinates of the gripper and part are correct. The controller, in turn, tells the robotic arm to place the part onto the assembly line conveyor.
According to Zhu, the manufacturer likes that the vision system is easy to use, scalable (for future applications) and, thus far, has performed flawlessly. It also is impressed with the software’s advanced calibration capabilities.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Some image-processing software can distort the shape of large parts. Sherlock minimizes this distortion to increase alignment accuracy of the gripper and part. In addition, the software’s algorithm parameters ensure that marks on a part are clearly seen so that the robot’s lifting position is properly located.
“Before vision guidance, the robot gripped one part every five to six minutes,” says Zhu. “[Now it] grips a part every two minutes, and productivity has increased by about six times overall.”
Genie GigE (gigabit Ethernet) cameras feature highly sensitive CCD and CMOS sensors with global shutters. They offer a variety of resolutions (from 640 by 480 to 1,600 by 1,200 pixels) in both color and monochrome. Color models offer white balancing and advanced Bayer conversion to produce crisp, accurate images.
For more information on cameras and vision-inspection systems, call 978-670-2002 or visit www.teledynedalsa.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




