New Mixer Optimizes Adhesive Performance
An innovative, square-shaped static mixer conserves two-component materials, speeds curing, and enhances bond strength.
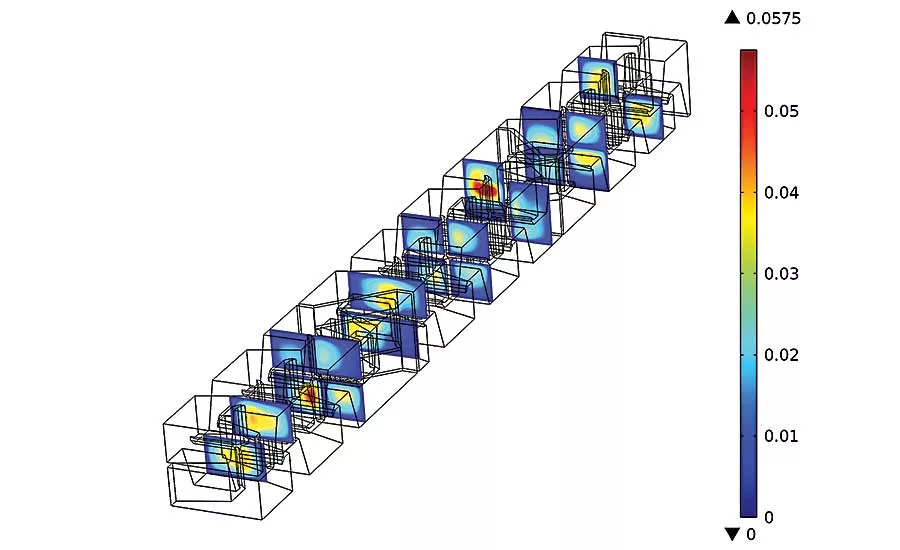
Computer-aided design software and analysis of fluid dynamics played major roles in the development of a novel, square mixing architecture for two-component adhesives. Photo courtesy Nordson EFD
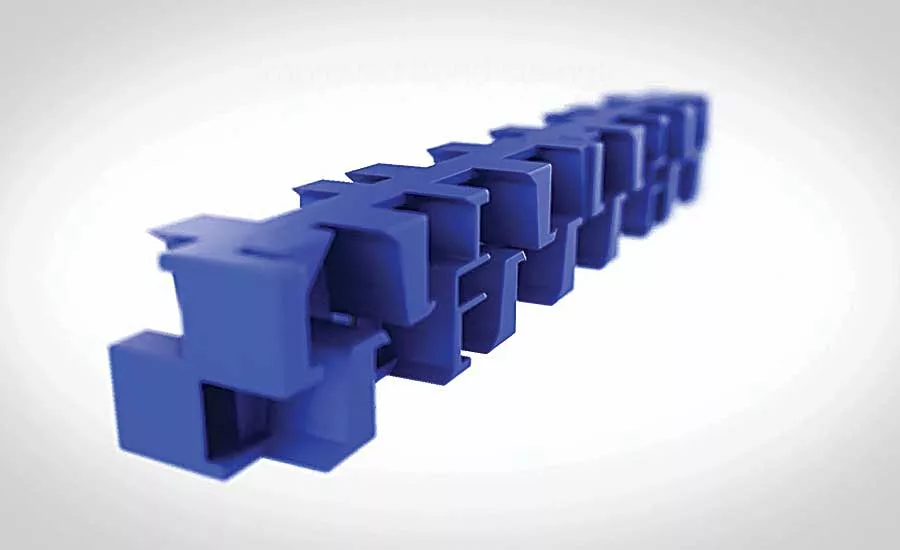
Although static mixers have long been based in round mixing chambers, mathematical analysis indicated that a square geometry would actually provide more efficient and effective mixing. Photo courtesy Nordson EFD

Once specific amounts of resin and hardener are metered out, the two materials pass through a static mixer to thoroughly blend the two fluids. This ensures complete curing and full realization of the adhesive’s properties. Photo courtesy Nordson EFD

EFD’s new square static mixer is 20 percent shorter than comparable square-geometry mixers. That means 30 percent less adhesive is retained in the mixer when it comes time for disposal. Photo courtesy Nordson EFD
Two-component adhesives are widely used for assembly in numerous industries, including aerospace, automotive and construction. Applied correctly, these adhesives provide strong, durable bonds.
Adequately mixing the two components greatly affects the final bond strength. Once specific amounts of resin and hardener are metered out, the two materials pass through a static mixer to thoroughly blend the two fluids. This ensures complete curing and full realization of the adhesive’s properties.
As part of our ongoing research to improve mixing techniques, we recently developed a new static mixing approach with noteworthy capabilities. Our new square static mixer is approximately 20 percent shorter in length than comparable square-geometry mixers. That means some 30 percent less adhesive is retained in the mixer when it comes time for disposal.
That figure is even better when the new mixer is compared with spiral mixers. The new design retains 50 to 60 percent less fluid than a spiral mixer.
And, compared with conventional mixers, our new design has been shown to improve the bonding quality of widely used adhesives and sealants.
Number Crunching
The new square mixer technology is a result of extensive study of fluid dynamics and understanding how the characteristics of the two fluids, such as their aggregate viscosities, can change during a nonlinear mixing process. Fluids can mix in various ways, for example, by random mixing, chaotic mixing, and laminar mixing. Fluid motions change as a function of time, and the main challenge in developing an improved mixing approach for adhesives was to produce a homogeneous combination of the two fluids in the shortest distance and the shortest time possible.
Software was an important tool in developing the new square mixer. We used mathematical analysis of probability density functions to predict mixing rates for various mixer geometries. Although static mixers have long been based in round mixing chambers, our mathematical analysis showed that a square geometry would actually provide more efficient and effective mixing results. The square geometry promotes laminar mixing, which we found to require less energy to achieve a desired mix quality.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
In addition to commercial simulation and design software, we used our own proprietary analysis software to develop our new mixer. Two years in the making, our software predicts flow patterns and results from mixing two fluids with different mixing geometries, different inlet shapes, and different fluid paths and angles. The software potentially saved years of trial-and-error study by making it possible to simulate hundreds of different mixing geometries, fluid path angles and nozzle openings before determining likely candidates for prototyping.
The result of our research is a new line of square, disposable mixers, the OptiMixer Series 480 mixers. Depending upon required volume and length, the mixers use different numbers of wedge elements to achieve optimum mixing results.
The mixer elements are 8.7 millimeters wide, and mixers are available with nine, 17, 25, 33 and 41 mixing elements. The number of elements determines the housing length and retained volume. Housing lengths range from 7.4 to 20.6 centimeters. Inlets are either an integral nut or bell. Outlets are barbed or stepped.
Testing Progress
To better understand the capabilities of the new mixers, we put them to the test with various two-part adhesives. We wanted to know if better mixing would equate to better adhesive performance.
Four two-part adhesives were used in the testing: a structural adhesive, a urethane, a silicone gasketing material and a high-strength epoxy. The adhesives were supplied in 400-milliliter side-by-side cartridges. They were dispensed using a Loctite pneumatic gun.
Three different conventional, disposable, static mixers were tested against 25- and 33-element OptiMixers.
Five samples were bonded with each combination of mixer and adhesive. Bonding surfaces were cleaned with isopropyl alcohol prior to application of the adhesives. Each adhesive was applied to a 5-inch-wide lap shear specimen, and a second 5-inch specimen was then mated to the first with a
0.5-inch overlap. The assemblies were then clamped with an 87-pound weight and allowed to cure for seven days at ambient temperature. The shear strength of each bond was then measured according to ASTM D1002-05 requirements.
In all cases, the adhesives dispensed from OptiMixers yielded higher bond strengths than those applied with the conventional mixers. In addition, bond strength variation among the five samples was less for material dispensed through OptiMixers than that for adhesives dispensed through the other mixers.
For example, when the epoxy was dispensed with the OptiMixer, the average shear strength at failure was 1,677 psi. In contrast, the same epoxy blended with a conventional mixer provided an average shear strength of 1,338 psi at failure.
As significant, the OptiMixer maintained repeatable shear strength numbers for all five epoxy samples, from a low of 1,298 psi to a high of 2,282 psi, resulting in a standard deviation of 384 psi. The other mixer used in the testing gave a wide range of shear strength values, with a much greater standard deviation of 807 psi across the five test samples.
Similar results were obtained with the structural adhesive, a two-part methacrylate acrylic formulation. When dispensed through a standard mixer, the adhesive yielded a shear strength ranging from 1,998 to 2,549 psi, for an average of 2,333 psi. When the same adhesive was dispensed through the longer of the two OptiMixers, the shear strength ranged from 2,496 to 2,947 psi, for an average of 2,787 psi.
For more information on mixers and dispensing technology, call 800-556-3484 or visit www.nordsonefd.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






