Faurecia’s Factory of the Future
A state-of-the-art plant in Columbus, IN, is a showcase for Industry 4.0 technology.

Touch screens are used throughout Faurecia’s new $64 million emission control systems plant in Columbus, IN. Photo courtesy Faurecia Clean Mobility North America

Faurecia assemblers uses DC-electric fastening tools to produce exhaust after-treatment devices. Photo courtesy Faurecia Clean Mobility North America
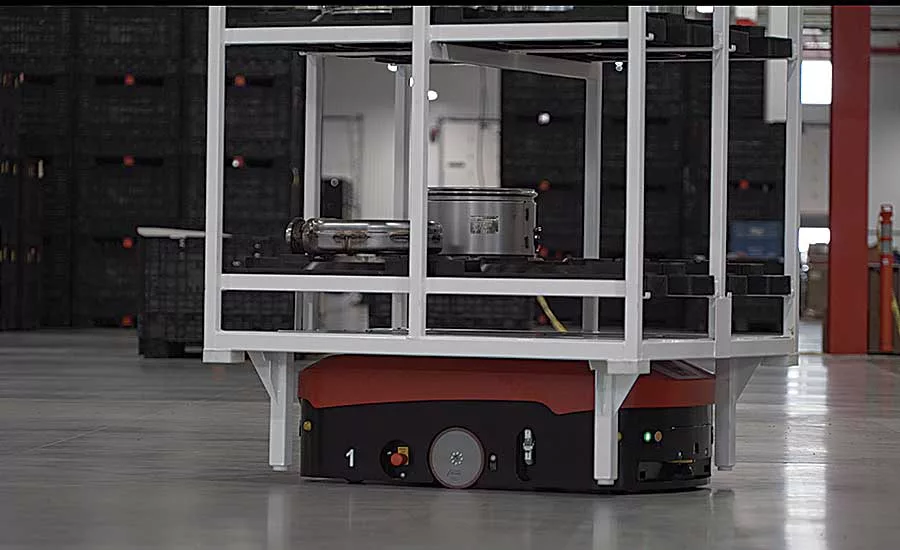
Faurecia’s Columbus South plant uses autonomous intelligent vehicles to deliver work in process. Photo courtesy Faurecia Clean Mobility North America
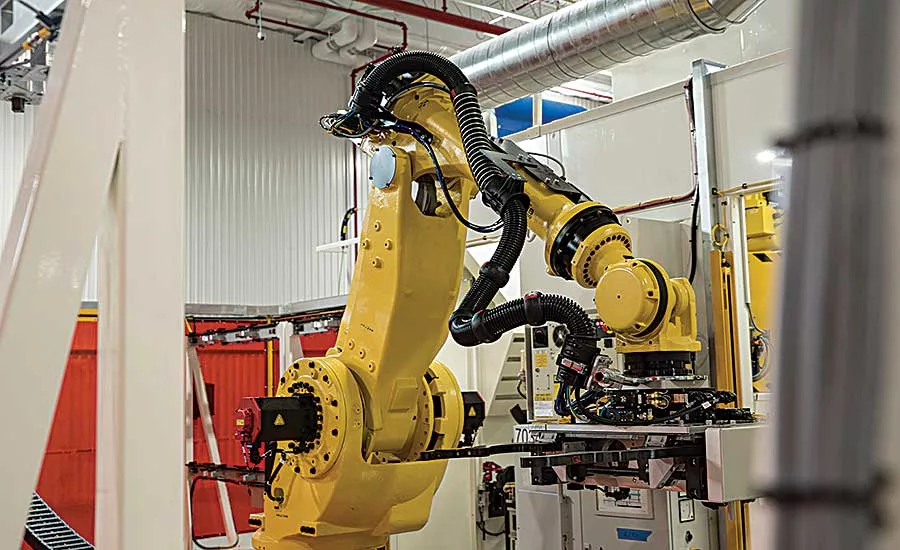
Faurecia’s new plant in Columbus, IN, uses six-axis robots for welding, final assembly and leak testing applications. Photo courtesy Faurecia Clean Mobility North America
For most manufacturers, Industry 4.0 is just a dream. But, at Faurecia, it’s a reality.
Industry 4.0 technology promises to transform plant floors during the next two decades. It will also change the way that engineers and assemblers interact with machines.
Digital manufacturing relies on state-of-the-art production equipment and processes that capitalize on smart devices, embedded intelligence and data analytics. The goal is to generate and communicate data seamlessly to drive efficiency and productivity, while making production processes more visible and controllable.
Those types of tools and technologies are showcased at Faurecia’s new emission control systems plant in Columbus, IN. The $64 million facility features open, collaborative work environments. In addition, production equipment and material handling systems are networked to provide a continuous flow of data.
The 400,000-square-foot plant employs more than 400 people and produces a new high-tech emissions control product for the commercial vehicle industry.
Dubbed the “new model for Faurecia’s manufacturing future,” the factory uses robotics, autonomous intelligent vehicles and cutting-edge visual communication techniques to foster collaboration and communication from top management to the plant floor.
Sensors and software constantly capture and analyze production data to predict and prevent equipment failures, correct inefficiencies and increase productivity. Automated tracking of components via RFID tags also simplifies logistics and enables real-time management of inventory flow and quality.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The new Columbus South plant will serve as an Industry 4.0 benchmark for Faurecia’s other factories around the world.
Faurecia is a $23 billion Tier One supplier based in France that operates more than 70 global facilities. The company specializes in automotive seating, interior systems and emissions control technologies. Its customers include automakers, such as FCA, Ford Motor Co., General Motors and Nissan, in addition to diesel engine manufacturers, such as Cummins Inc. and Deere & Co.
“This facility represents our entry into Industry 4.0, a revolutionary concept incorporating connectivity, automation, data processing and hardware to advance the manufacturing industry,” says Mike Galarno, plant manager. “With this [factory], Faurecia is driving forward the company’s digital transformation by ushering in technologies that are at the forefront of modern-day manufacturing.”
Clean Product, Clean Plant
The Faurecia Clean Mobility division develops emission systems for both light and commercial vehicles. Its product line includes a wide variety of mufflers, manifolds, catalytic converters, emissions control systems and complete exhaust systems.
The Columbus South plant is capable of producing 143 different assemblies. To ensure that exhaust systems meet increasingly stringent environmental standards, those products focus on weight reduction, pollutant emissions control and energy recovery.
The factory’s main product is an exhaust after-treatment device that it supplies to a nearby Cummins plant that assembles medium- and heavy-duty diesel engines used in trucks and off-highway equipment.
The new EcoFit Single Module is 60 percent smaller and 40 percent lighter than its predecessor. The smaller size enables better heat management and retention for better fuel economy, while the single-pass exhaust flow design delivers environmentally friendly low back pressure.
A critical enabler of the Single Module’s reduced weight and size is the compact mixer, a helical urea decomposition chamber that Faurecia developed in conjunction with Cummins engineers. It enables optimal urea mixing while minimizing the risk of urea deposits. That ensures the system remains as efficient as possible in nitrogen oxide conversion.
“Manufacturing is sometimes stereotyped as dirty and requiring few skills,” says Dave DeGraaf, president of Faurecia Clean Mobility North America. “Columbus South contributes to the shifting landscape of the industry to one that is modern, clean and technologically advanced, and aimed at attracting a new generation of employees with different and advanced skillsets.
“Columbus South is unique, because it gives a glimpse into how Faurecia envisions the future of manufacturing,” adds DeGraaf. “It is the most advanced plant in [our entire company]. It will provide important insight when setting up similar plants throughout Faurecia in terms of what works and what needs to be revised.”
“[Technologies used in the new plant] represent the peak of manufacturing intelligence,” claims DeGraaf. “They are designed to anticipate problems before they occur.
“The plant also resembles a move from preventive maintenance to predictive maintenance, using the data available to help identify potential issues and develop solutions far in advance,” DeGraaf point out. “This drastically increases uptime and reduces line failures.
“Any time you can make the shift from being reactive to proactive, you save time and money, and reduce the overall stress on employees,” says DeGraaf. “Predictive maintenance gives us the opportunity to see what is coming, make a plan to address it and, ultimately, increase uptime throughout the facility.”
More than 1 mile of fiber optic cables connect all the machines in the plant to a network. There are more than 1,000 potential network drops, 60 wireless access points and an extensive back up system to reduce fail time. The state-of-the-art communication system allows up to 10 gigabytes of data to be transferred at a time, which generates several terabytes of data every day.
Because of all that data being continuously collected, Faurecia employs a full-time mathematician at the plant to analyze it.
“Our maintenance engineer data analyst is focused on gathering, analyzing and interpreting the data output from the equipment, and using this information for preventive maintenance and machine improvements,” says Galarno.
The advanced data communication network also enables synchronized production scheduling.
“It creates a leveled sequence of finished goods split by the number of trucks defined for the day,” explains Galarno. “[The system] generates production schedules for both the modules (subassembly components) and the total line assemblies.
“This allows us to maintain a minimum inventory of finished goods, react quickly to customer demand, synchronize timing for maximum production and provide visibility on the status of each order throughout the different processes in the plant (from canning to final assembly),” adds Galarno.
Visual Communication
The Columbus South plant layout optimizes productivity and encourages employee collaboration. The facility was designed to improve workspace, simplify communication and streamline just-in-time material flow.
For instance, all workstations feature touch screens equipped with paperless work instructions. Engineers and supervisors use laptops, smartphones and tablet computers to review production information.
“A completely paperless environment keeps employees connected and informed with real-time information,” says DeGraaf.
“Visual management is an important tool in our Faurecia Excellence System that allows for continuous improvement within the facility,” adds DeGraaf. “It allows us to quickly make adjustments as needed and communicate status to our employees in real-time.”
Each morning, Galarno and his engineering team meet in the middle of the plant in front of four 70-inch touch screen monitors. They review key performance indicators such as delivery, labor efficiency, manufacturing costs, quality, safety and scrap.
Another unique aspect of Faurecia’s Columbus South plant is the collaborative office environment specifically designed for engineers. The open layout of the workspace helps remove obstacles in product design and development.
Engineers work in a cubicle-free space with glass walls that look out onto the plant floor. Each individual is provided with a backpack, smartphone and laptop computer.
No one has an assigned place to sit and work. Instead, engineers are encouraged to change their workspace daily. Adjustable seats and adaptable tables enable employees to work while sitting or standing.
According to DeGraaf, the open-seating concept is designed to stimulate communication, but also appeal to a younger workforce.
Innovative Material Handling
When designing the Columbus South plant floor, Faurecia engineers paid careful attention to material handling and ergonomics. For instance, the facility is equipped with numerous overhead gantries and hoists, because each stainless steel emission module weighs more than 150 pounds when fully assembled.
Fork lifts are only used in the loading dock area. Tuggers pull carts equipped with removable storage racks for sequenced delivery to production lines.
Another key feature of the plant is an automated material handling system that’s comprised of 30 automated guided vehicles and 17 three-axis gantry robots. It boasts more than 4,000 part storage locations and can operate 24/7.
“This system allows us to apply intralogistics principles to manage work-in-process inventory,” says Eric Moreau, vice president of digital enterprise at Faurecia. “Software allows real-time inventory management and tracking while managing specific sequencing and storage of parts throughout the manufacturing process. Together, the solutions allow [us] to reduce floor space for storage by 60 percent compared to the other alternatives that [we] explored.”
Automated tracking of components via RFID tags simplifies logistics, inventory flow and quality. A reader retrieves data written to the chip. The technology is used to track canning and module subassemblies, in addition to the finished goods racks.
The Columbus South plant also uses autonomous intelligent vehicles (AIVs) that are similar to traditional automated guided vehicles (AGVs), but feature next-generation technology. Unlike AGVs, which travel along predefined paths on a factory floor, AIVs are self-learning devices. They are able to automatically adjust their routes to avoid people or obstacles.
“Each vehicle has functions and capabilities that are uniquely defined,” says DeGraaf. “[They] utilize a combination of onboard navigation and programmable logic code processes to generate a system that moves material around [our] facility.
“[The AIVs] require direction (similar to Google Maps) from the fleet server to know where to go,” explains DeGraaf. “We have in-floor induction charging, which eliminates the need to plug them in to recharge.”
Faurecia’s new plant is also equipped with a variety of six-axis robots for welding, final assembly and leak testing applications.
In the canning workcell, robotic welders join internal components used in the compact mixer portion of the emissions module. It uses microMIG welding technology. Because the process doesn’t generate as much heat as other welding alternatives, thermal distortion is minimized. It also eliminates weld splatter on the thin sheets of stainless steel.
The final assembly line uses two robots for pick-and-place applications.
Assemblers produce four different types of modules that contain three varieties of filters and more than 150 part numbers. At the vertical stacking station, they add gaskets and clamps. To error-proof assembly, operators use pick-to-light part bins and DC-electric fastening equipment.
The state-of-the-art tools enable engineers to adjust tool speed to match various applications and control different aspects of the fastening process, including key parameters such as torque and angle. In addition, they automatically capture critical data for traceability.
Robots also load and unload pressure-decay leak testing cells. Faurecia eventually plans to deploy collaborative robots at the Columbus South plant to enable humans and machines to work closer together.
A 3D scanning station checks critical dimensions and customer touch points before emission modules are shipped to the nearby Cummins assembly line.
To learn more about digital manufacturing, see Industry 4.0: Myths vs. Reality
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








