Innovations in Metal 3D Printing
To bring 3D printing mainstream there are several related factors that need to be improved upon to make it an equal partner with traditional production.
Product designers and industrial engineers must become more comfortable thinking in terms of additive manufacturing and creating products suitable for it. Source: Star Rapid
There’s been a great deal of press about the benefits of metal 3D printing, and rightly so. We are only beginning to experience the impact that this technology will have on all aspects of manufacturing. And yet, 3D printing in metal has not been adopted on a large scale as a volume production solution for commercial products. Why is that? And what can we foresee a few years down the road that may change this equation?
First, let’s understand that conventional manufacturing has a long history and has achieved a degree of maturity that additive manufacturing can only dream of. It’s been more than 200 years since the beginning of the industrial revolution, so every conventional process that we use in a factory today has been tried and tested through billions of made objects. That means for most products, it’s hard to compete with the speed and efficiency of traditional manufacturing.
Compared to this, additive manufacturing is in its infancy. There are few industry standards and many competing types of printing machines and technologies. New types of machines are coming out regularly, but the market has yet to determine which one will ultimately become the winner in this race.
Unlike the 1800s, we now have computers and software, which exponentially increase the speed with which we can collect information, share it, and apply it to improving the next generation of machines. Additive is catching up quickly, both in theory and practical experience. Some of that experience is being gained on the factory floor and in classrooms.
To bring 3D printing mainstream there are several related factors that need to be improved upon to make it an equal partner with traditional production. Those include speed, ease-of-use, finish quality and adaptability.
Speed
The mass production of consumer and industrial goods relies on speed.
High volume production in a modern factory usually involves some combination of CNC machining, pressure die casting, stamping, and plastic injection molding. For each of these, once the initial setup is done, cycle times are calculated in seconds and volumes can be in the millions. Any increase in cycle times can mean a decrease in profitability.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
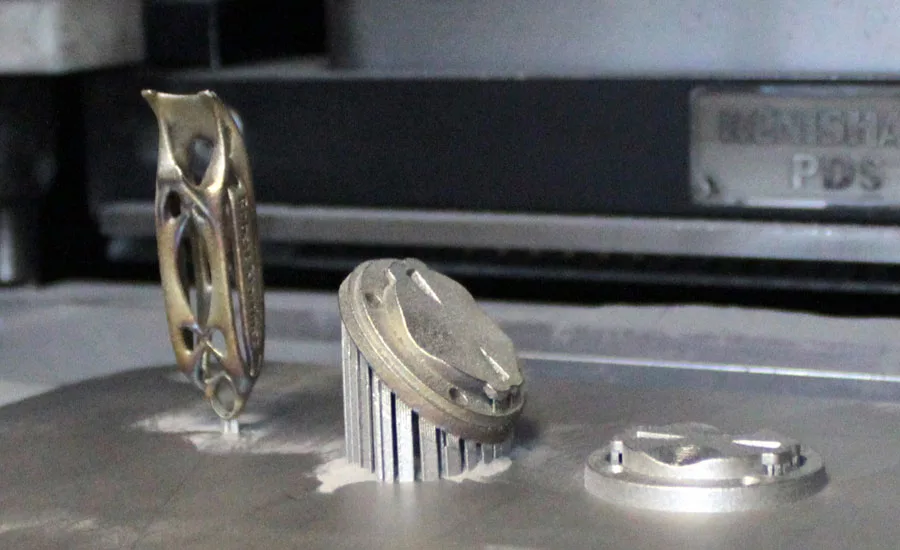
The same cannot be said for 3D printing. The build time for a single part can be measured in hours. Just removing a piece after a printing run may require cutting it off a build plate and removing supports. Leaving aside for a moment the post-processing work that needs to be done on the part itself, the printing machine needs to be cleaned, loaded with fresh raw material, and reset to begin the next part.
For these reasons, speed is not yet competitive, by orders of magnitude. Only when the process is countable in minutes will it start to be a volume solution. Metal 3D printing speeds are getting faster, but we still have a long way to go.
Ease-of-Use
Designing for metal 3D printing is its own unique animal. The skills and experience needed here are different from those of conventional manufacturing. Product designers and industrial engineers must become more comfortable thinking in terms of additive manufacturing and creating products suitable for it.
On the manufacturing side of things, controlling the parameters of the equipment also requires sophisticated engineering knowledge. Regardless of which type of 3D printing you are doing, these machines are not plug-and-play, especially if you’re going to make finished products with carefully engineered properties. It’s possible to print fully dense, laser-welded parts that are nearly as strong as their forged counterparts. However, to do so, you must have a keen working knowledge of all the variables of the machine, the raw material, and the requirements of the application. Again, building up a large talent pool of technicians on the shop floor will take time.
Designing for metal 3D printing is its own unique animal. Source: Star Rapid
Finish Quality
To meet the demands of the mass market, print quality needs to be refined so that parts exit the printer requiring little or no finishing work, as is now the case with injection molding or pressure die casting.
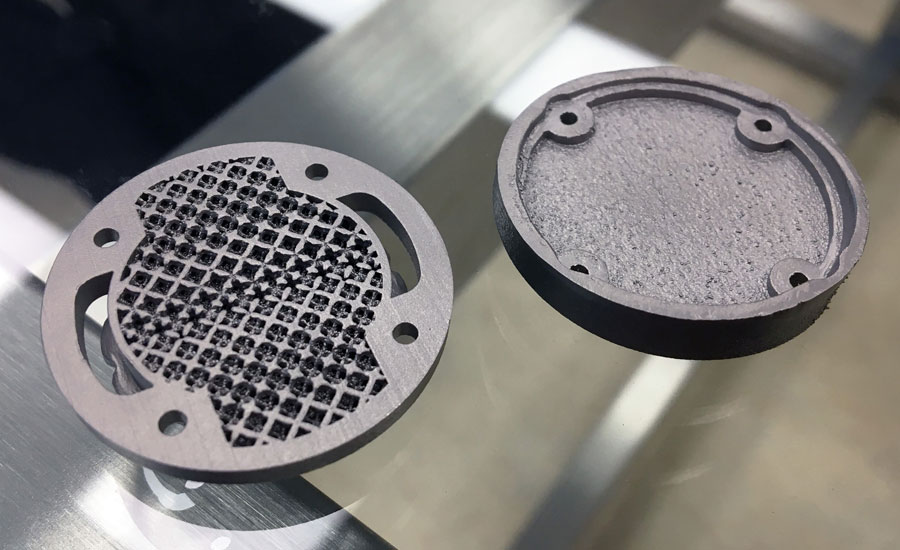
Currently, surface finishes are rough and need sandblasting, polishing, grinding, or other processes to achieve an acceptable result. They also require post-processing for various reasons. For instance, this may include tapping and threading concentric holes, or machining flat mating faces and precise angles. That means that additive and subtractive manufacturing must work seamlessly together to achieve true high-volume production. Currently there are some constraints to having these technologies work side-by-side.

Building up a large talent pool of technicians on the shop floor will take time. Source: Star Rapid
Adaptability
Some metal powders for laser sintering or laser melting can be potentially explosive if not handled carefully. To be safe, even non-hazardous raw material should be kept meticulously free of contamination. Since shop floors can sometimes be less than pristine environments, 3D printers are usually physically separate from their conventional counterparts, either located in clean rooms or even different factories altogether. Keeping these machines sequestered, for the sake of cleanliness and safety, therefore consumes more floor space and increases the logistical difficulties of an optimized and efficient production line.
If printers are going to live on the shop floor next to conventional equipment, they will need to be self-contained units, easily cleaned, and not requiring fancy ductwork or ventilation systems. In other words, 3D printers should be easily adaptable to available floor space and conventional hook-ups of power.
How Are Machine Designers Answering These Challenges?
Viable solutions to these challenges are starting to arrive in the form of hybrid machines that leverage current technologies in new and innovative ways. A perfect example of this is Desktop Metal’s Production System, which uses ink jet technology to bind powder into solid objects that go into a sintering oven. This technology in itself is not new (binder jetting has been around for years), but it’s innovative in how well it packages together a lot of smart ideas.
What Desktop Metal gets right is in making a system that’s modular, efficient, and easily upgraded. For example, powder comes in the form of standard cartridges like printing toner that can be swapped out quickly, cleanly and safely. The entire build volume is used to stack parts for much higher throughput. In addition, the printer is connected to the internet for real-time monitoring of sintering oven temperatures and other variables, removing another barrier to ease-of-use, while providing seamless updates for ideal operating parameters. This technology will need to be tested in the real world, but it seems to be headed in the right direction. It should be noted that sintered parts are suitable for some consumer items, but they don’t have the full density and strength needed for critical applications.

Removing a piece after a printing run may require cutting it off a build plate and removing supports. Source: Star Rapid
Other hybrid machines combine additive and subtractive in one. For example, it’s possible to use a modular laser cladding head, which some companies are incorporating directly into their CNC machine centers. Being able to machine right after printing—while the part is still mounted on its build plate—greatly increases production efficiency.
We anticipate that better software will make the design process faster too. New products help to iterate design solutions that make the most of metal printing’s advantages for light weight and great strength. Eventually materials will become more standardized, stable and available in cartridges or some other portable format. Finally, when surface quality improves, parts will need less post-processing and metal 3D printing will finally take its place as a viable high-volume production solution.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






