Feeders for Medical Device Assembly
From vibratory bowls to shaker tables, medical device engineers have many options for feeding parts to automated assembly systems.

To feed silicone seals in a vial-filling operation, Afag produced a milled, stainless steel vibratory bowl with an inline track and escapement. Photo courtesy Afag Automation North America

This piezoelectric system feeds caps with low-amplitude vibrations. The system is much quieter than standard vibratory feeders, which is a key feature for a laboratory environment. Photo courtesy Mirai Inter-Technologies Systems Ltd.
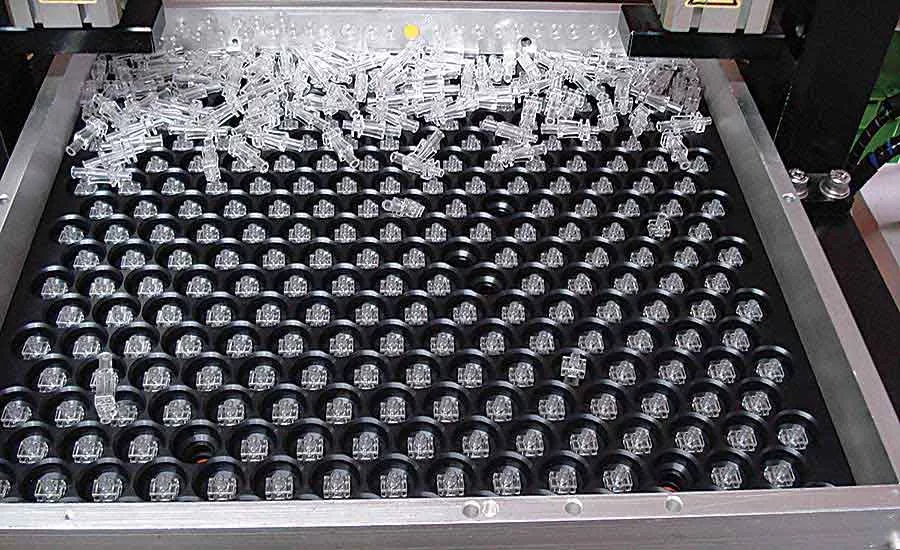
This shaker machine uses vibrations to align needle hubs in the exact direction, orientation, pitch and quantity needed for the application. Photo courtesy Shaketron Technology Corp.
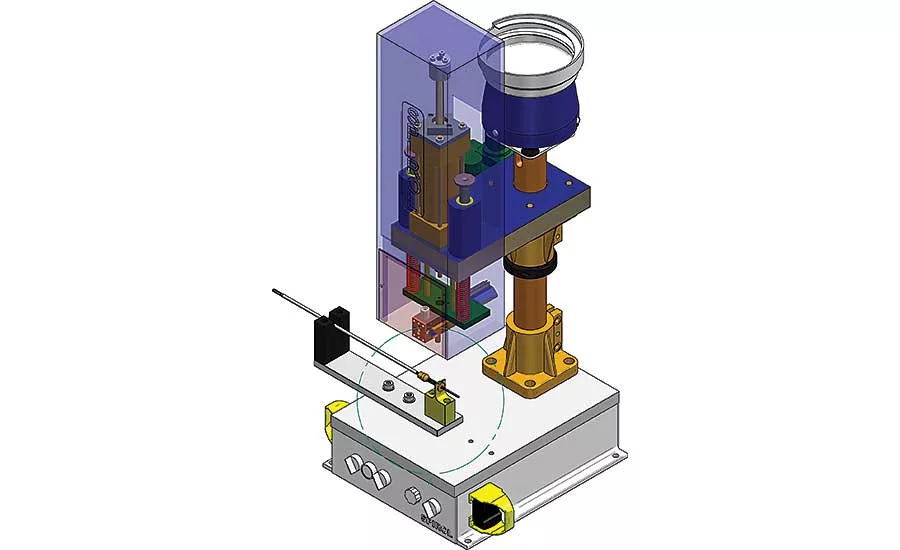
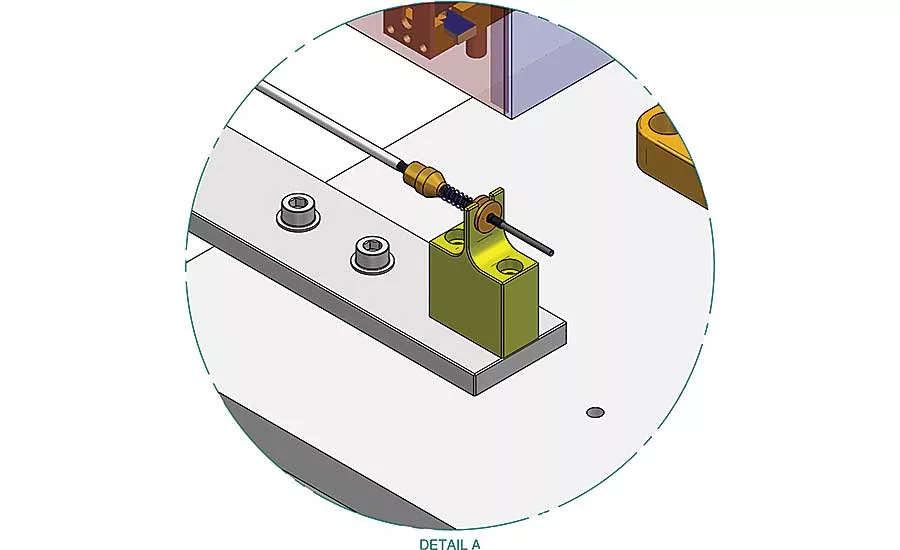
This semiautomatic machine feeds and installs miniature pins in a surgical instrument. The operator does not have to touch the pins. A fixture (inset) allows the components to be preassembled and placed into the nest, ensuring proper alignment of the component holes throughout the assembly process. Illustrations courtesy SPIROL International Corp.
This semiautomatic machine feeds and installs miniature pins in a surgical instrument. The operator does not have to touch the pins. A fixture (inset) allows the components to be preassembled and placed into the nest, ensuring proper alignment of the component holes throughout the assembly process. Illustrations courtesy SPIROL International Corp.
Medical devices pose a special challenge to designers of parts feeding equipment. Parts for such devices can be tiny, sharp, clingy, floppy, tangly—or some combination of those properties. To make matters worse, feeding systems must be easily cleanable, compatible with clean rooms, and relatively quiet. Piece of cake, right?
In fact, as the examples below illustrate, suppliers of parts feeding equipment have developed some ingenious ways to solve such challenges.
Bowl Feeds Silicone Seals
A common application in medical research and pharmaceutical production is filling and sealing vials. Often, tens of thousands of vials must be produced daily.
Recently, Afag Automation North America produced a vibratory bowl feeder to supply silicone seals to a vial filling and capping operation in a class 10,000 clean room.
Made of two different types of silicone, the disc-shaped seals were 16 millimeters in diameter and 1.5 millimeters thick. The seals had to be fed lying flat, at a rate of 60 parts per minute.
For this application, Afag produced a milled, stainless steel vibratory bowl with an inline track and escapement.
“Silicone is a very challenging material,” explains Sean McBride, national sales manager for Afag. “We had to prevent sticking and electrostatic charging, and the thin elastic parts cannot shingle. This was guaranteed by a specially designed feeding track where the parts only have a line to ride on, and not much surface contact with the bowl. Also, an electrostatic discharging device was used for compensation.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
To keep the seals from sticking, Afag advised the customer clean the bowl regularly and control humidity in the room. “Too-dry air leads to more electrostatic problems,” says McBride.
Afag also advised the customer to use a hopper to supply a steady flow of seals to the bowl, rather than simply dumping a large quantity of seals in the bowl every few hours. Reducing the number of seals in the bowl at any one time will help prevent the parts from sticking together.
For more information, call Afag at 260-417-6452 or visit www.afag.com.
Piezoelectric System Feeds Flip-Off Caps
A pharmaceutical manufacturing lab recently presented Mirai Inter-Technologies Systems Ltd. with a challenge. The lab needed to fill small vials, which are closed with a rubber stopper and a crimp cap. The crimp cap is a two-piece assembly consisting of a hard polymer cap and an aluminum ring. Also known as a “flip-off” cap, the cover is designed to pop off easily to access the material in the vial.
The flip-off cap assembly is 23 millimeters in diameter and 9 millimeters tall. The customer needed the part to be delivered with the open side down, so it could be placed on a vial. The machine rate was 30 parts per minute.
The machine would be operating in a lab environment, so easy cleaning of the part-contact surfaces was important. However, the cleaning process needed to be easy. Laboratory workers wear full gowns with masks and gloves, so visibility and manual dexterity can be tricky compared with other manufacturing environments.
“During the consultation stage, we could see that the parts preferred to rest with the open side up—opposite to the direction required for final orientation—due to the weight bias of the polymer cap,” recalls Nathan Scott, PE, manager of engineering and distribution at Mirai. “We also knew that the customer did not have a specific plan in mind for placing the cap assembly onto the vials, and we were aware of the need to keep the tooling as open as possible for easy cleaning.”
The customer also wanted to limit noise produced by the feeder and avoid using compressed air in the lab. Space was at a premium in the lab, so the system had to be compact.
To meet all those requirements, Mirai supplied a Sanki piezoelectric feed system. The system’s piezoelectric drive delivers low-amplitude vibration and is quieter than traditional vibratory feeders.
“We chose a low-profile bowl drive to save space and proposed to feed the part with the open side up and then use a rotating escapement arm to flip the part to its final orientation,” says Scott. “We made a simple bowl, which was machined from Delrin with stainless steel features added. This allowed us to bring the caps up in their natural orientation (open side up), and it meant that the bowl would be easy to clean, with nowhere for parts to hide or become stuck. This also avoided the extra cost of filling pits and crevasses in traditional stainless bowls.”
Mirai added a machined stainless linear feeder, and took advantage of the high-frequency vibration of the linear drive to retain the part by just the edges of the polymer cap. This meant that no top cover was required on the linear tooling, which also facilitated cleaning.
“We then used a cost-effective servomotor to receive each cap from the end of the linear feeder and flip it onto the vials in the customer’s machine. Caps are retained by vacuum until they are over the vial,” explains Scott. “We machined a simple spring-loaded gate to stop the flow of parts from the end of the linear tooling when the escapement arm was delivering a cap. This removed the need for an extra active device at this location, such as an escapement cylinder, which meant the system would be air-free and easier to control.”
During runoff, Mirai engineers needed to make a slight adjustment. “We found that some caps had some mold flash around the edge of the polymer piece,” says Scott. “This caused the parts to move slowly or stop in the linear tooling and escapement nest.”
Ultimately, Mirai engineers increased the width of the tooling by 0.005 inch to help more caps move through the feeder. “It was important to limit the increase of the diameter in the nest, because consistent positioning of the caps was important to properly place them onto the vials,” says Scott. “The customer supplied the logic to run the system and found it very easy to integrate and control.”
For more information, call Mirai at 905-763-9442 or visit www.miraiintertech.com.
Shaker Sorts Hubs for Syringes
The vibratory bowl feeder may be the most common way to supply parts to automated assembly systems, but it’s not the only way. For some applications, a bowl feeder is not an option.
Such was the case recently for a manufacturer of syringes. The company needed to feed a hub—the cylindrical plastic part that connects the needle to the syringe—in a particular orientation. Made of polycarbonate, the hub is 31 millimeters long. One end is 4 millimeters in diameter; the other is 5 millimeters in diameter. The part had to be fed vertically, with the narrower end pointing up.
If that were the only requirement, a vibratory bowl feeder could easily handle the job. But there was one more challenge. The hub has a small groove on one side, approximately 1 millimeter wide and 1 millimeter deep. The hubs must be supplied to the assembly system with the grooves facing in the same direction.
The SV-02 shaker machine from Shaketron Technology Corp. solved the problem. Shaketron’s machines use vibrations to sort, position and align parts. Bulk parts are placed in a metal tray. At the bottom of the tray is a removable, custom-made fixture with holes or pockets to accept the parts. The holes are designed to align the parts in the exact direction, orientation, pitch and quantity needed for the application.
When the machine is switched on, the parts vibrate in the tray and randomly fall into the holes. Only a part in the correct direction and orientation can slide into a hole. To ensure all the holes get filled, the table tilts back and forth to give loose parts a chance to find empty holes.
Parameters such as the amplitude of the vibrations and the rate, height and speed of the table tilt can be adjusted via a touch screen, and the settings for particular parts can be saved in memory.
When a fixture is full, it can be removed and placed in an assembly system, where a robot can pick and place the parts. While the shaker machine is populating a fixture, the operator can be doing another task, such as inspection or resupplying parts.
Shaker machines can apply vertical or horizontal vibrations. Vertical vibrations are best for pin-shaped or odd-shaped parts. Horizontal vibrations are best for flat or slender parts. One shaker machine can align many kinds of parts, simply by changing the fixture.
For the needle hub application, Shaketron created a fixture to hold 270 parts (15 rows of 18 holes). The fixture measures 300 by 380 by 21 millimeters. It takes approximately 3.5 minutes for the shaker machine to populate the fixture.
For more information, call Shaketron at 847-337-1120 or visit www.shaketron.com.
System Feeds, Installs Miniature Pins
Miniature pins—pins with a diameter less than 1.5 millimeters—are often used in medical instruments. Manual installation of these pins usually involves the use of a magnifying glass, very small tools, and a dexterous and patient technician. The process is tedious and time-consuming, and the scrap rate often exceeds 10 percent due to part damage from unsuccessful installation attempts.
SPIROL International Corp. was recently approached by a surgical tool manufacturer to review an assembly that required a stainless steel solid pin, 0.8 millimeter in diameter, to affix a nylon cylinder to a shaft. The assembly consisted of an outer tube, inside of which was a smaller hollow shaft. Inside the inner shaft was a solid rod.
At installation, the pin had to negotiate from one side of the cylinder to the other, through all three components of the assembly. The solid pin was a specialty item with an extremely tight OD tolerance, and the cylindrical part required a tightly toleranced hole to allow for pin installation and retention. The internal components were designed to allow clearance for the pin. SPIROL’s challenge was to provide an installation system that eliminated manual handling of the pin while providing repeatable, quality installations.
Based on the application requirements, SPIROL engineers recommended a Model PR semiautomatic pin insertion machine. A highly polished, continuously welded, precisely tooled vibratory bowl feeder delivers the pins to the retractable insertion head one at a time and places them into a “ready position” for installation. To meet cleanliness requirements, the insertion head and all components that contact the pin and the assembly were made of 300 series stainless steel or electroless nickel-plated tool steel. Exhaust from the pneumatic cylinders passed through a coalescing filter to remove particulates. These design enhancements allow use of this machine in a clean room.
With the Model PR, the operator does not have to touch the miniature pins in any way. A specially designed fixture allows the components to be preassembled and placed into the nest, ensuring proper alignment of the component holes throughout the assembly process. Upon machine activation, the insertion head advances close to the hole to be pinned, installs the pin, retracts and resets.
The tedious nature of the previous manual assembly process was eliminated, and efficiency has more than tripled. The scrap rate at installation is near zero.
SPIROL’s efforts didn’t end with the installation machine, however. The company’s applications engineers reviewed the entire assembly and offered a coiled spring pin as an alternative to the solid pin. The solid pin was expensive, had a long lead time, and required hole tolerances on mating parts to be tightly controlled. (This made the mating parts expensive to produce, as well.) The coiled pin was approximately 90 percent less expensive than the solid pin and allowed a much broader tolerance range in the holes, further reducing the cost of the assembly. The coiled pin’s smooth, swaged chamfers allow easier entrance of the pin into the hole, eliminating installation scrap relating to pin misalignment.
For more information, call SPIROL at 860-774-8571 or visit www.spirol.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




