Making It
Backward Impact Extrusion
AKA Indirect Extrusion


Product: Sigg drinks bottle
Materials: aluminum
Manufacturer: Sigg
Country: Switzerland
Date: range brought to market 1998
|
Positives:
Negatives:
|
This bi-monthly series features entries from the well-known designer’s handbook, Making It: Manufacturing Techniques for Product Design, 2nd Edition, published by Laurence King Publishing at www.laurenceking.com. Each column describes a material used in design and/or the processes for its use.
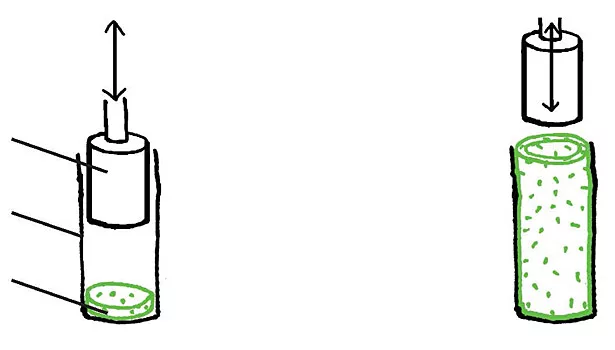
Impact extrusion is a cold process for forming metals that marries forging with extrusion. In a nutshell, backward impact extrusion is a method of forming hollow metal parts by striking a metal billet (or disk), which is confined within a cylindrical or square die, so hard that the metal is forced upward into the space between the “hammer” (or punch) and the die. The gap between the punch and the inside of the die determines the wall thickness of the final component.
There are in fact two types of impact extrusion, forward extrusion and backward extrusion. Backward or indirect extrusion is used to make hollow shapes, because the punch is solid and thrusts the material around itself into the space between itself and the die.
The other sort of impact extrusion, forward (or direct) extrusion, can only produce solid sections. In this instance the space between the punch and the die is too small to allow metal to wrap itself around the punch. Instead, the metal is hammered downward into a die forming a straightforward solid shape. Nevertheless, these processes can also be combined in a single operation, where the repeated action of the punch pushes material both upward (in order to form a hollow top) and downward (to make a solid, shaped base).
Designs that require outward tapering may need some post forming after extrusion, and any threaded sections, such as the bottle neck, are also added after forming.
|
Quick Guide Volumes of Production Impact extrusion is a high-volume production method. Depending on the size of the component, minimum quantities range from 3,000 upward. Unit price vs. capital investment Surprisingly, tooling is not as expensive as you might expect for a process that is used for high volumes, but the speed with which it turns out products means that it requires a large minimum order. Unit costs are very low. Speed The famous 1-liter (34 oz) Sigg bottles (pictured) are made at a rate of 28 per minute. Surface Offers a reasonably high degree of surface finish. Types/complexity of shape It is possible to produce think or thick walled containers using backward impact extrusion, either cylindrical or square, that are closed at one end. (The forward process produces solid sections from solid rods of different shapes and sizes.) Both methods are best suited to symmetrical shapes. There are also certain guidelines regarding the ideal proportion of length and width, but you should consult your manufacturer, as these will depend on the material being used. Scale Suitable for parts weighing from a fraction of an ounce up to approximately 2 pounds. Tolerances High degrees of tolerance achievable by backward impact extrusion. (Obviously, forward impact intrusion offers greater tolerances because the final object is solid.) Relevant materials Aluminum, magnesium, zinc, lead, copper, and low-alloy steels. Typical products Backward extrusion is a popular method for forming drinks and food cans, aerosol cans, and similar containers. Forward and backward extrusion are used together to make such items as ratchet heads. Similar methods Forging and extrusion Sustainability issues Backward impact extrusion gives the metal improved strength and rigidity after forming, to allow for thinner wall thicknesses which can help to minimize material use. It is a cold-working process that requires only one single impact to form the metal into shape so energy consumption is fairly low for a process with such a fast cycle rate. In terms of material use, it is worth noting that aluminum is widely recycled. Further information |
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!









