FASTENING, ADHESIVES & JOINING: Screws and Strength

In thread forming and tapping applications, as materials get thinner, the assembly window between how easily a part forms threads (drive torque) and the point in which threads strip out (failure torque) narrows. As a result, torque levels must be tightly controlled and designs that optimize products' performance in the joint must be used. Product designs that have smaller thread pitches, the distance from thread crest to thread crest, and features under the head are often considered. In ideal cases the mating part can be configured with an extrusion, which will increase the engagement length for the threads. The result is improved assembly performance, says Gene Simpson, director of engineering and technical services for Semblex Corp., Elmhurst, Ill.

Fastener types
There are three basic forms of screws - tapping, thread rolling and machine screws. Tapping are the most established thread designs. Their performance levels are lower than thread rolling screws, but they are simple to use, and typically are combined with configurations on the bearing surface to improve assembly performance. Thread rolling screws form a mating thread in material, and come in a range of configurations from tri-round to non-round spiral configurations. Machine screws cannot form a thread in steel. Instead machine screws require a nut, insert or a pre-tapped configuration. Machine screws are generally imported and less expensive, but the drawback with using machine screws is the fasteners require a secondary operation.
A threaded fastener is any fastener that has a spiral thread form that can be easily attached, removed and replaced. Machine screw threads or bolts are designed to mate with an internally threaded hole or nut. Threaded holes are generally not used in thin metals because there is not enough grip length for secure holding strength. Sheet metal screws are designed with different diameter and pitch combinations to tap into various thicknesses of steel. As the material becomes thinner, so does the threads.
There are also many specialized screw designs that can tap into predrilled holes, drill and tap holes, as well as pierce and tap holes and there are many different thread forms available, designed for woods, metals and plastics, among other materials.

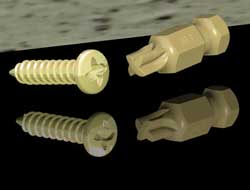
When using thinner grades of materials, the strength of the grades can be compromised. There is less material to attach to, which may require a finer pitch thread on the screws. Special washers or washer heads may be required to strengthen the joint, as well as a reduction in head height for countersunk screws, says Lee Dougan, fastener engineer for Phillips Screw Co., Bellingham, Mass.
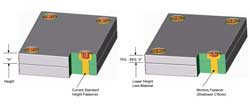
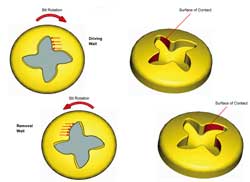
The Mortorq® Spiral Drive recess developed by Phillips, for example, is much shallower than other standard recesses on the market, and can be put into a much shallower head without affecting the strength of the screw. This assembly allows for a shallower counterbore, reducing material thickness without compromising the joint strength, because it does not affect the material thickness below the counterbore.
Material thickness
Fastener choice is specific to the thickness of the material, says John Souza, applications engineer for Quality Screw & Nut, Bensenville, Ill. Materials that are 0.011 in. to 0.105-in. thick should be fastened with a high torque system. Amana, a division of Maytag Corp., used a high torque system solution from Quality Screw & Nut in a refrigerator compressor, replacing an expensive insert in thin material with a stamped helix. By switching to the high torque system, the company realized a significant cost reduction.
For materials 0.020-in. to 0.032-in. thick, designers should use a sheet metal screw, and punch and extrude the material. With 0.032-in. to 0.040-in. thicknesses a sheet metal screw should be used and the material punched. Materials that are 0.032-in. to 0.040-in. thick are punched, but do not require extruding. Materials with 0.040-in. to 0.060-in. thickness require a full body thread rolling screw, and a punch and extruding process is used. The thread rolling for the material is accomplished with the first three threads, first forming the threads and allowing the full diameter to retain the load. A full body thread rolling screw can also be used with a material that is 0.060-in. to 0.075-in. thick, Souza suggests.
Amana was using a 1/4-20 screw for mounting a refrigerator compressor that was failing in life tests. The initial solution from Amana designers was to use a 25-cent insert with the screw, a costly modification. By moving to a high torque system from Quality Screw & Nut, the company was able to eliminate the insert, meet life test requirements and realize a $500,000 cost reduction.
"During the design process consideration should be given to the overall assembly process and how the product will be introduced into the assembly," Simpson says. "All too often the overall product design is almost complete, before any attention is paid to the fastener's design. As a result, one of the basic components can create an enormous amount of trouble for the manufacturing process."
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Steel type
There are design challenges to be met based on the type of steel used as well. Cold rolled steel is finished after holes are punched, leading to some hole fill that should be accounted for when hole sizes are determined. In most cases zinc finishes do not present a problem, but with various paints and painting processes, a different thread design like a thread cutting screw is required. This type of threaded screw cuts material away rather than reform it like thread rolling screws. The joints, however, are not as strong and require increased thread engagement.Galvanized steel holes are punched in finished material, so in many cases thread-rolling screws can be used since the zinc finish on the screw will move to the base material. The transfer is minimal, nevertheless, the material is not ideal because corrosion can become a problem. Thread cutting screws used with galvanized steel are even more susceptible to corrosion.
Some success has been seen using thread cutting screws with stainless steel, but removing the material during the extruding process generally weakens the joint, so a thicker material has to be used. Holes in stainless steel are generally drilled or punched and then tapped, or fastening systems using inserts or weld nuts are used.
"The biggest challenge a designer faces when utilizing stainless steel is the fact that many grades of stainless steel cannot be heat treated, or can be heat treated but not to the hardness levels steel can be," Simpson says. "As a result, the more demanding applications and thread designs may not perform as effectively when produced out of stainless steel."
With cold rolled steel and galvanized steel, a helix can be sized to the screw for a high torque system and the finish will have little effect. In both cases an increased joint strength can be achieved, allowing the manufacturer to work with thinner materials. The benefits of a high torque system when using stainless steel are even greater. There is no galling since the helix, or thread, is stamped in the material and the screw threads like a machine screw. Additionally no secondary operations are required when using a high torque system with stainless steel.
Cost savings
The cost reductions appliance manufacturers can achieve by using thinner sheet metal in their products are enormous. By reducing the thickness of just one part, appliance manufacturers can dramatically cut costs, and correct fastener selection enables those manufacturers to achieve those savings."With the cost of steel rapidly rising, a small reduction from 0.022 in. to 0.020 in. will result in huge savings for one company," Souza says. "In a number of cases the only reason material was kept at thick levels was the inability of screws to meet strength and quality requirements. With the advent of the high torque system all of the old standards have been thrown, out and opportunities and design criteria are being re-established."
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




