FASTENING, ADHESIVES & JOINING: Joint Decisions

In short, whatever a company manufactures, the joints in the product serve as the foundation of that product because failures generally occur at component interfaces.

Two important drivers for developing lean, simple products are the number of joints that can be dependably eliminated, and the reliability with which the surviving joints can be designed.

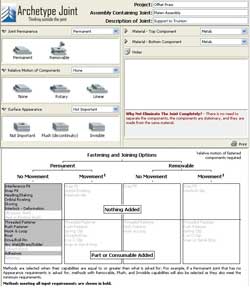
By asking such simple questions, one can begin to classify the joint, and then list potential attachment techniques. However, if the joint does not require service, movement or the mating of different materials, it may be a good candidate for elimination altogether.
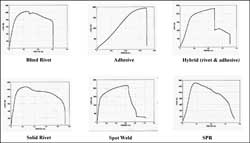
Once potential candidates have been selected, preliminary evaluation can begin. Establishing the right evaluation criteria and the optimal testing method for those criteria are the keys to successful process selection. Critical to improving the efficiency of the evaluation process is ensuring that the maximum benefit is gained at each step. Fig. 4 depicts lap shear test results of various joining methods as they would most commonly be presented. Fig. 5 shows the results of the same testing presented in a manner that reveals much more about the behavior of the competing processes.
As a result, traditional welding processes face a greater challenge, while newer joining methods such as clinching and self-pierce riveting (SPR) gain acceptance. Adhesive bonding is another compatible joining method and one that has an interesting dichotomy of traits. On one hand, it is a process that uses an invisible fastener, greatly reduces stress concentrations, eliminates most corrosion problems, and can provide sealing and damping, all of which makes it appear as the ideal joining method. On the other hand, challenges to acceptance can be found on the production floor, which must deal with issues such as cure times, variations in application and preparation, and the difficulty of real-time assessment of bond strength. One unique aspect of adhesives is that, like thermoplastics, their chemistry can be modified more easily and significantly than joining solutions which rely on metal forming. More than any other process, testing is key to successful adhesive application.
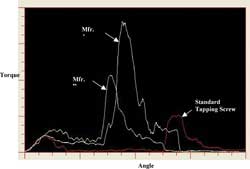
For a given material and fastener size, the differentiating factor is often the under-head interface to the bearing material. For this reason tapping screws are available with recesses under the head that allow material to be drawn up into it during tightening. Fig. 6 shows the results of torque-to-failure testing of two different manufacturer's versions of these fasteners in comparison to a standard AB tapping screw. The strip/drive ratio of the modified head screws is significantly improved.
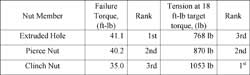
When threaded fasteners are used in structural application, it is likely that the fastener will need to maintain a clamp load through bolt tension for the joint to perform as expected. Since the joint requirements are different than the previous example, the evaluation criteria should change as well. Fig. 7 shows the how the "right" answer can change depending on the criteria utilized. If one uses the traditional torque-to-failure test common with sheet metal joints, they will get a different answer than if they were to measure bolt tension at target torque. Tension was measured though the use of ultrasonic testing.
Perhaps the most important point to take away from Fig. 7 is the small percent of the expected tension that is generally retained in threaded fasteners with very short grip lengths. In this case, the textbook expectation of tension was just over 3,300 lbs. As that bolt will only have stretched about 0.0003 in. to achieve that tension with the short grip length of a 12 ga. sheet, even minute levels of embedment after tightening will result in dramatic reduction in clamp load.
The other common factor leading to tension degradation is where clamp members are not in intimate contact. The means of creating the nut feature in the extruded hole and the pierce nut leaves areas that will relax during tightening. Although secondary locking methods are often successfully employed to combat these conditions, it is more desirable to establish a joint geometry that is capable of maintaining the required tension.
In summary, the convergence of product needs and production realities makes joint design a task requiring part art and part science. Carefully considered early in the product development process, joint design can be transformed from merely a task to a competitive advantage that yields improved product value and function, and customer satisfaction.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



