Tugger AGVs Rejuvenate AER Engine Production

When a customer learns that his car’s engine needs to be replaced, the shop mechanic typically mentions three options—new, rebuilt or remanufactured—with the latter two being much less expensive because they contain new and recycled parts.
Where they differ, however, is a remanufactured engine is built to the original blueprints and exact specifications, and tested to original equipment standards. A rebuilt engine is repaired only up to the level of failure.
Carrollton, TX-based AER Manufacturing Inc. has remanufactured and reassembled engines for American automakers such as Ford, GM, Chrysler, Nissan, Subaru and Volvo since the late 1950s. AER workers build all engine components, including cylinder heads, connecting rods and crankshafts.
Besides OEMs, the company serves automobile dealers, engine-parts and after-market suppliers, fleet dealers and managers, distributors, large and small retailers, and jobbers throughout the United States. AER remanufactures hundreds of engines per day at two facilities in Carrollton.
About two years ago, managers at its final-assembly and shipping plant needed to replace the facility’s aging tugger transport system. The system had been in use since the 1990s, but was becoming too inefficient and expensive.
The tuggers often broke down and required costly proprietary replacement parts. In addition, workers had to manually move the tuggers and spent less time performing assembly. This forced AER to hire workers and spend more on labor.
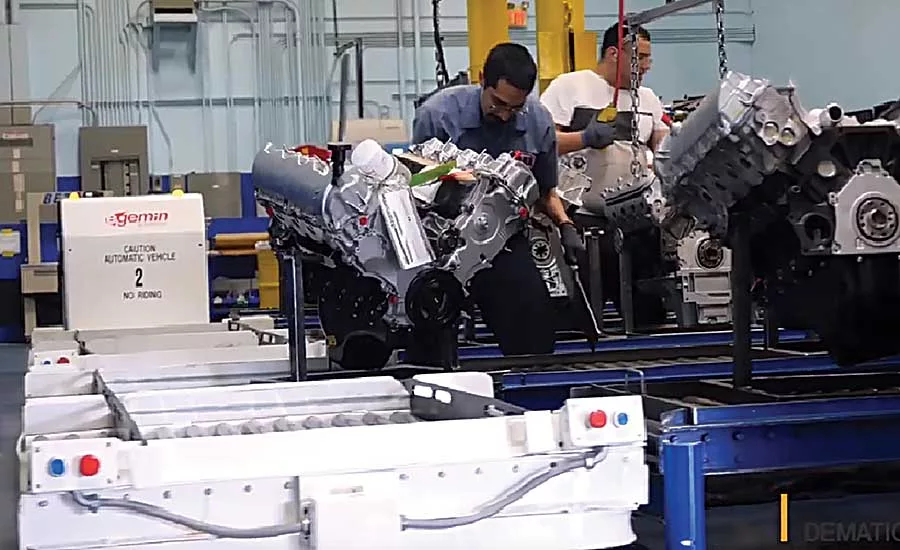
Eventually, the company replaced its old system with several Egemin tugger AGVs from Dematic North America. The AGVs automatically transport and deliver engines from several production areas to the shipping department.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
AER managers selected Dematic for several reasons. One is that the AGVs use off-the-shelf components, enabling AER to quickly get replacement parts and at a lower price than proprietary parts. Standard parts also increase reliability, while minimizing maintenance time.
Another reason is the vehicles’ hands-off operation. Workers no longer need to leave production lines to manually drive vehicles down long hallways. Instead, they use call buttons to request that a tugger AGV hitch to a pallet load of engines and transport it to shipping.
Once hitched to a load, the tugger uses laser navigation to move throughout the facility. This capability, along with automatic battery recharging, optimizes worker assembly time and safety,
while reducing product and equipment damage. All AGVs comply with ANSI B56.5-2012 and European (EN) safety standards and requirements.
The AGV has a rated capacity of 5 tons, with a maximum forward speed of 200 fpm and a grade of ±2 percent. It measures 58.5 inches long by 47.64 inches high by 32 inches wide. Operating temperature is 32 to 104 F.
AGV-system implementation took only four days in early 2018. Since then, plant production has significantly increased from about 100 engines per day, to a high of 220. Managers hope to eventually reach a production level of 300 engines per day. They also project their AGV-system ROI to be only 18 months based on significant parts and labor savings.
Dematic makes several types of AGVs, including counterbalance, unit load deck, narrow aisle reach, narrow aisle, automatic trailer loading, hybrid, compact and custom. For more information, call 877-725-7500 or visit www.dematic.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




