Optical Micrometer Directly Detects Defects in Stamped Metal Parts
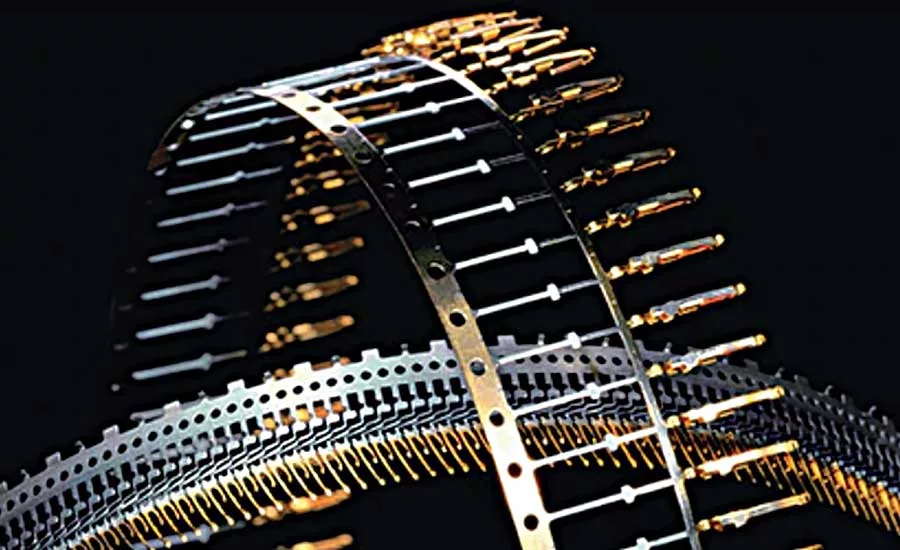
High-quality carbide cutting tools are essential for CNC machines such as lathes and routers. Possehl France SAS knows this quite well, and has specialized in precisely stamping metal parts used in these tools for more than 45 years.
The stamping process involves running a strip, most often made of copper or a copper alloy, through a press by means of a feed reel and a take-up reel. Each strip is 75 microns to 1.5 millimeters thick, and it comes in rolls that weigh between 110 kilograms and 800 kilograms. A protective casing surrounds the press to limit noise and dust.
Possehl uses several presses, and each has a maximum capacity of 1,600 strokes per minute. In-process inspection of the strips is conducted at a minimum rate of 15 meters per minute, notes Fabien Maturier, quality and maintenance manager at Possehl. However, until recently, Possehl was unable to implement an inspection process that could directly detect all part defects on the production lines.
“Stamping nonconformities are often caused by problems on the die and punch, such as the pulling-up of punched material,” says Maturier. “We detect these nonconformities by sampling lead frames for visual and dimensional inspection. But the proper removal of punched material is the most difficult problem.
"To deal with this, we use a system designed in-house that detects excess thicknesses. It works pretty well, except when punched material gets stuck in the holes, because then no differences in thickness are detected.”
According to Maturier, failing to detect these differences can be quite costly, as much as three to four percent of turnover. In fact, if just one defect is found, a customer can reject an entire delivery, which is several million parts.
“We then tried a vision system [for part inspection], but, for accuracy [or] too-high [production] rate, it was able to inspect only 75 percent of our parts,” explains Maturier. “In addition, there were space issues and the software was complicated.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
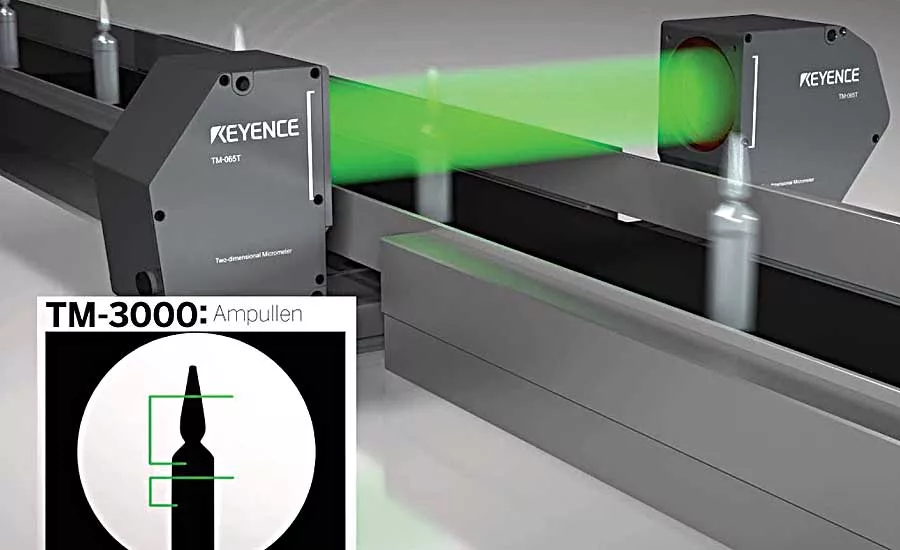
Eventually, Possehl decided to try out a different technology, and installed the TM-3000 2D optical micrometer next to the press on one of its stamping lines. Maturier says the company especially likes the micrometer’s accuracy, as well as its ability to automatically shut down the press within a millisecond of detecting a part defect.
“We can immediately stop the process and retrieve strips that are useful and exceed our customers’ minimum requirements,” says Maturier. “What’s more, we’ve eliminated the risk of customer complaints, which, in addition to negatively impacting our brand image, are very costly. We’ve also boosted our productivity.”
Before using the TM-3000, which is made by Keyence America Inc., Possehl’s defect detection rate never exceeded 200 strokes per minute. Now detection is regularly at 400 strokes per minute and Maturier is confident that the rate can go even higher.
Easy to install and program, the micrometer features a high-speed CPU, two dedicated image-processing DSPs and four processors for parallel processing. It processes up to 1,800 images per minute with an accuracy of 0.5 to 3 microns, and repeatability of ±0.06 to ±0.2 micron. Measurement modes include outer diameter, center distance, intersection point, angle, height, pitch, perpendicular distance, radius and circularity.
For more information on 2D micrometers, call 888-539-3623 or visit www.keyence.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






