Harness Manufacturer Masters High-Mix Assembly
MJM Industries serves manufacturers worldwide with high-quality wire and cable harnesses, control panels, electromechanical devices and engineering services.



It is a typical day at Fairport Harbor, OH-based MJM Industries Inc., with 40 to 50 assemblers busily making thousands of custom overmolded wire and cable harnesses. The harnesses feature standard wire; round, flat, coaxial, triaxial, composite, multi-conductor or flat flex cable; numerous terminals and connectors; and durable overmolding.
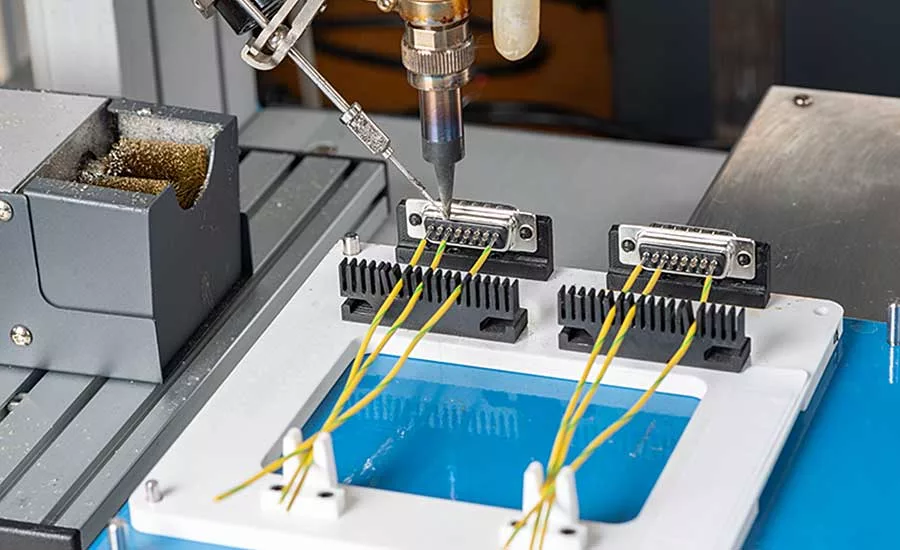
At any given moment, harnesses for up to 25 customers are in various stages of assembly. The well-equipped production floor of MJM contains several wire cutting and processing machines, crimping presses on wheels, a laser stripper, robotic soldering and ultrasonic welding units, as well as molding, test and inspection equipment.
Last year, more than 840,000 assemblies shipped from this 36,000-square-foot building, which has been MJM’s home since 1996. The vast majority of that number were wire or cable harnesses, with a smaller percentage being small control panels, box builds and electromechanical devices. MJM also offers engineering services for the design and process development of products, and design of tooling and fixtures.
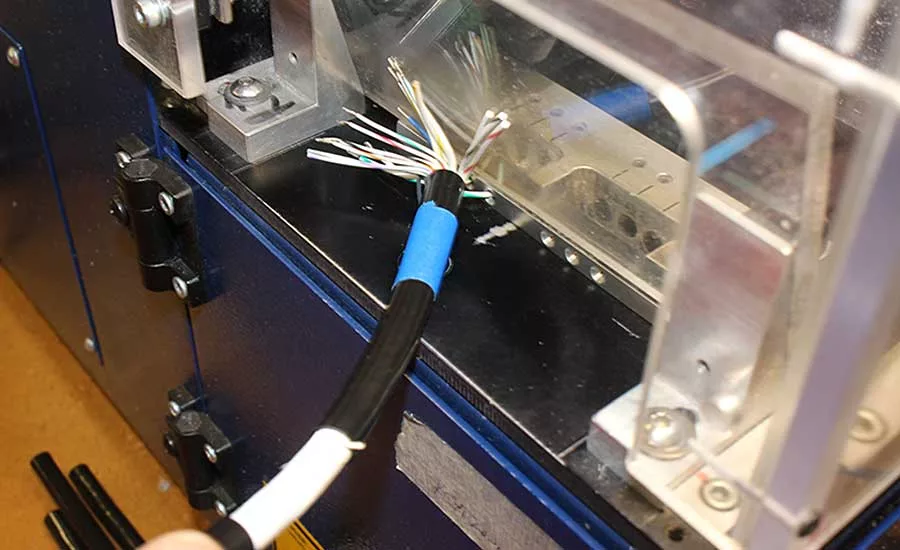
The company’s molding capabilities range from auxiliary core pull to vertical inject and vertical platens, with a clamping range of 5 to 35 tons. In addition, MJM is a preferred harness provider for critical aerospace applications. This is due to its 25-watt, dual-axis stripper, which is able to quickly and accurately strip various types of wire insulation.
Several workcells dot the MJM production floor. Within each cell, workers use computers to easily access work instructions and track jobs through a custom material requirements planning (MRP) system.
At the back of the general assembly area, the quality and testing team examines each assembly to make sure it is built properly and of good quality. Each assembly is then tested and inspected prior to packaging. For large international customers, the team produces compliance documentation such as RoHS, REACH and conflict minerals.
When MJM was founded in 1985 by electrical contractor William Chesnes, he focused solely on manufacturing wire leads. Current owners Eric Wachob (president) and Jim Heighway (chairman of the board), which bought MJM in 1994, have significantly expanded the company’s capabilities.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Today, MJM has a 95-person staff, with 10 employees working part-time. Its customer base includes small and large manufacturers across the globe in industries as diverse as water treatment, commercial off-road, military, medical, aftermarket automotive, mass transit and consumer products. Yet its primary goal remains constant: Always make products that exceed customers’ expectations.
Recently, we sat down with Jill Cole, national sales manager at MJM, to talk about the company’s past success, current projects and future plans.
ASSEMBLY: How has business been for MJM Industries the last two years, in light of the COVID pandemic?
Cole: Due to the pent-up demand caused by managing the pandemic, we experienced a rapid increase in business and needed to balance this uptick by adding more employees. We are currently fully staffed with employees that are trained in IPC workmanship standards and MJM policies. One of our OEM contracts is tied to the automotive industry, and traditionally, this market slows down in early summer. However, we service several other customers within the defense, medical and industrial automation marketplaces who have dramatically increased their business with us and asked us to manage a stocking program for them. The past few months have been especially hectic for our engineering team because we recently launched our M series product line at the same time that our quoting activity doubled. This series of M8 and M12 cable assemblies can be utilized across all of the markets we serve, with special emphasis towards industrial automation.
ASSEMBLY: How often are there totally unexpected events on your harness production floor? Can you provide examples of what these events entail, and how you’ve solved them?
Cole: Our management staff keeps an open-door policy, allowing for quick decision making when either a customer makes a change to an order or a process on the floor does not happen as intended. Last year, for example, our team had to implement the COVID-19 measures recommended by the CDC to protect against its spread at our facility. This included installing polycarbonate panels between employee workstations, and following strict masking and distancing guidelines. For most of the winter, our area was in one of Ohio’s major omicron hot spots, and every department, at some point, had teammates who unexpectedly had to stay home to quarantine. Thankfully, our cross-training system allowed us to be more flexible and hit production targets while teammates were out sick. So, while we were all under additional pressure to produce, each department was staffed well enough that our operations continued as smoothly as possible under the circumstances.
ASSEMBLY: What is the range of experience of your harness assemblers, in terms of years? How much training do assemblers receive, and how often?
Cole: Nearly 80 percent of our work force has 4 to10 years of experience. We are fortunate to have several employees with 15 to 20 years of assembly experience who are sprinkled between each of the different departments. Eight workers recently celebrated their one-year anniversary. Because we are an ISO 9001:2015 certified company, training and its documentation are an important part of our continuous improvement processes. Our assemblers receive several levels of training, including OHSA, company policy, MRP software, and workmanship standards. Once an employee is hired, they receive a mix of on-the-job and classroom training. Before a new employee is able to build a harness solo, he or she is trained according to the IPC/WHMA-A-620 Standard. In addition, training is refreshed on an as-needed and yearly basis, and supported by supervisors, and the quality and engineering departments. We also plan to develop and implement a mentorship program as an improvement goal for 2022. This will encourage a sense of belonging and knowledge sharing between new hires and experienced employees. Plus, each year we take advantage of state-sponsored incumbent training and technical-credential training programs offered by third parties.
ASSEMBLY: Do you have a low-volume, high-mix work environment, or a low-mix, high-volume one? And how do you handle that approach?
Cole: Our customer base is interesting. New customers typically require high-mix, low-volume products, while our repeat business emphasizes high-volume, low-mix. We effectively manage this mix by dedicating personnel and tooling to particular workcells. Also, our cross-training program allows us to rotate teammates in and out of cells, depending on what’s on the floor. For a high-volume application, for example, the team has a dedicated press to promote a one-piece flow process.
ASSEMBLY: What size and length wire and cable do your assemblers work with as they build wire harnesses?
Cole: The assemblers prepare UL and non-UL wire on a daily basis according to either the IPC-A-620 Class 2 or Class 3 standard. Our wire ranges from AWG 32 to 4/0, with the majority ranging from AWG 24 to 8. The wire length for harnesses of one HVAC customer can go up to 150 feet. These harnesses also feature a sensor to monitor airflow intake. Some of our wire processing equipment is purchased and some is built by our engineers in the tool shop. For example, we custom built our own device to cut, measure and unwind cable on reels that measure up to 4 feet in diameter. In other cases, we use coiling bowls integrated with our wire processing equipment to ensure consistent presentation. This is important for customers that may require a special diameter to fit within their packaging specification.
ASSEMBLY: Do your assemblers use “guided assembly” products when building a harness, or some other method?
Cole: Our engineering department develops specific work instructions called MPDs (manufacturing process definitions) for each assembly during the production part approval process (PPAP) and first article creation. This multipage color document with pictures resides on the server and is downloaded at each workstation. Once the customer approves first articles, the engineering and production teams work together to execute the MPD on the factory floor. After that, our engineers train the assemblers, as well as our quality inspectors, on what is an acceptable article. All of these procedures are documented and maintained according to ISO standards. Each morning, our assemblers start by showing their first completed assembly, or portion thereof, to a quality inspector for approval. As part of our 2022 business plan, we are beta testing tablets on the production floor so production personnel can take their work instructions from one location to the next.
ASSEMBLY: What are the keys to your company’s success these past 37 years?
Cole: Probably the biggest key is that our ownership and upper management have a clear definition of our core values and vision. Our vision is to be a leading innovator in custom overmolded cable and wire harness assemblies. And our mission is to provide customers with products that exceed their expectations. All short- and long-term strategic planning at MJM centers around these goals. We also construct a full business plan, including forecasts, budgets, timelines and department and joint objectives. Each month, each department reports its accomplishments and concerns at an internal board meeting. The team measures its success against the plan and works to solve any significant issues that may be preventing it from reaching certain objectives. Being under the same ownership for many years has helped as well. There has a been a consistent and long-standing effort to bring their vision to fruition, and project those who implement the values as company leaders. These individuals lead by example and generate the best “buy-in” from their teammates, down to the entry-level position. Clear expectations, accountability and recognition for a job well done go a long way to motivate teams to take risks that can reshape the future of a small business.
ASSEMBLY: What have been your greatest challenges the past five years? What do you foresee as your greatest challenges in the next five years?
Cole: The greatest challenges from the past five years are probably similar to what many other small businesses have faced. One is onshoring versus offshoring. We continue to invest in automation and robotics to help increase productivity, and have seen some positive results. But, getting customers educated on true landed cost (i.e., the total price of a product or shipment once it has arrived at a buyer’s facility) is still a challenge. Another has been navigating our way through the consequences the pandemic has had on businesses. We hope that, within the next year, supply chain inconsistency will start to alleviate so that our team can spend more energy expanding our customer base and developing new products—rather than helping our current customers re-engineer assemblies to source equivalent components and materials and maintain production. Looking ahead, a big challenge for us will be having enough manufacturing space. We are outgrowing our current facility and need to either expand the existing building, open a second location in a strategically placed location or move. Future challenge No. 2 is developing the next generation of talent. We have several salaried and hourly employees who say they are within 3 to 5 years of retirement. Departments are currently formulating plans on how to transfer their valuable knowledge to current workers. Finally, there is the desire to introduce additional product lines. Marketing will be spending a large part of its budget not only identifying these products, but introducing them to the industry.
ASSEMBLY: Is there anything else you’d like to tell us about what makes MJM Industries unique among wire harness manufacturers?
Cole: Molding is one of our specialties. We have several machines at our disposal that run materials such as PVC, polyurethane, nylon, liquid crystal polymer and hot melt. Our engineering team designs our own molds, and we have the ability to fabricate steel, aluminum or 3D tooling in house. Admittedly, we do outsource the fabrication of several of our molds because we trust the venders and it frees up engineering to focus on other important tasks. But, we do have the talent and the equipment in-house to do it. We also have something called a Speed Cell for customers that have an assembly that needs to be quickly quoted and built. This has helped us be successful in building new relationships. Finally, our greatest resource is our people, which are such an integral part of our success. During COVID, when materials were not available and production shut down, we kept everyone on the payroll with full benefits, regardless if they were at work or on call at home.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





