Robots Assemble Electric Vehicles
Automakers need to be flexible and adopt new automation.
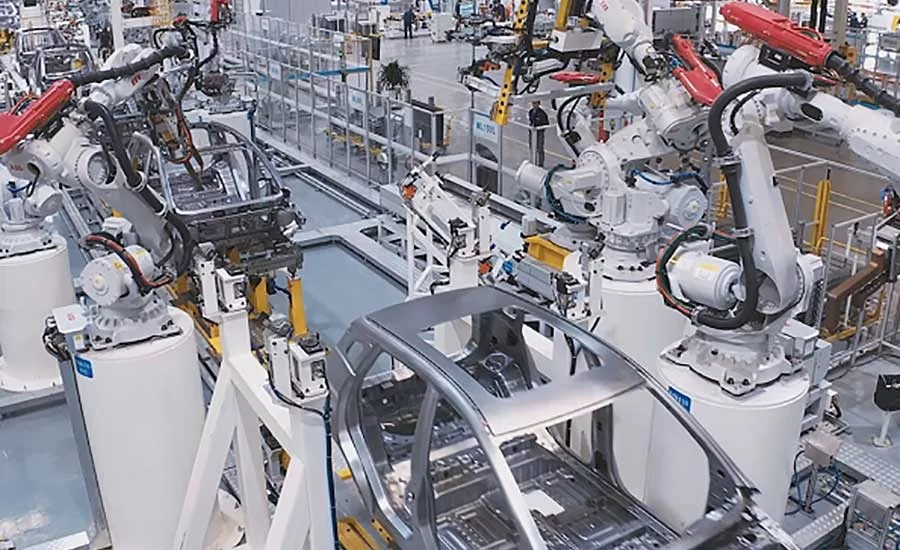
Automakers have an opportunity to rethink many established assembly processes to optimize EV production. Photo courtesy ABB Robotics

While EVs use fewer parts overall, those components tend to be heavier than their ICE equivalents. Photo courtesy VinFast LLC
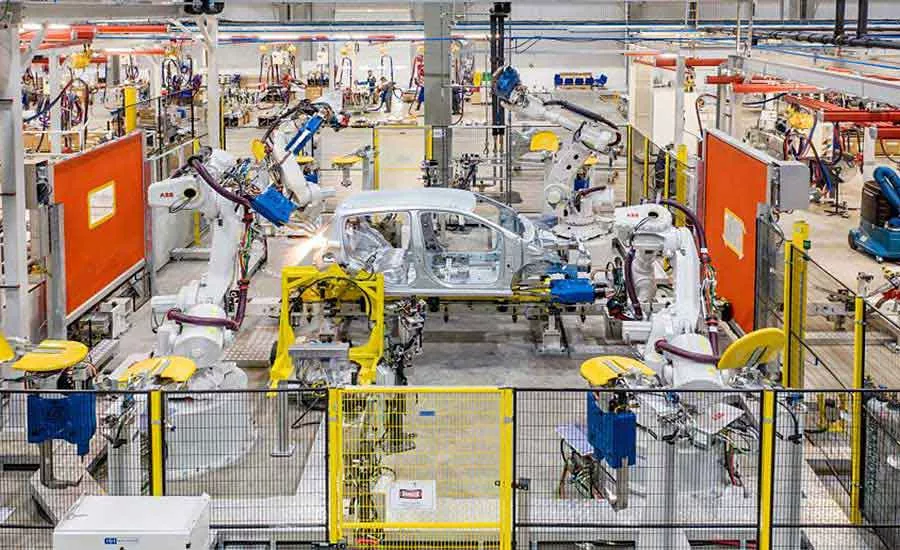
Robots are used on many battery assembly lines. Photo courtesy ABB Robotics

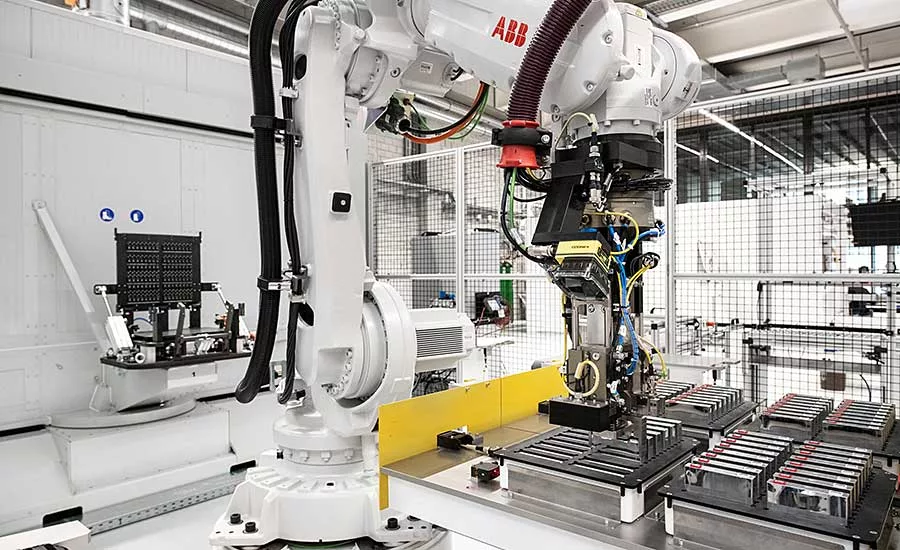
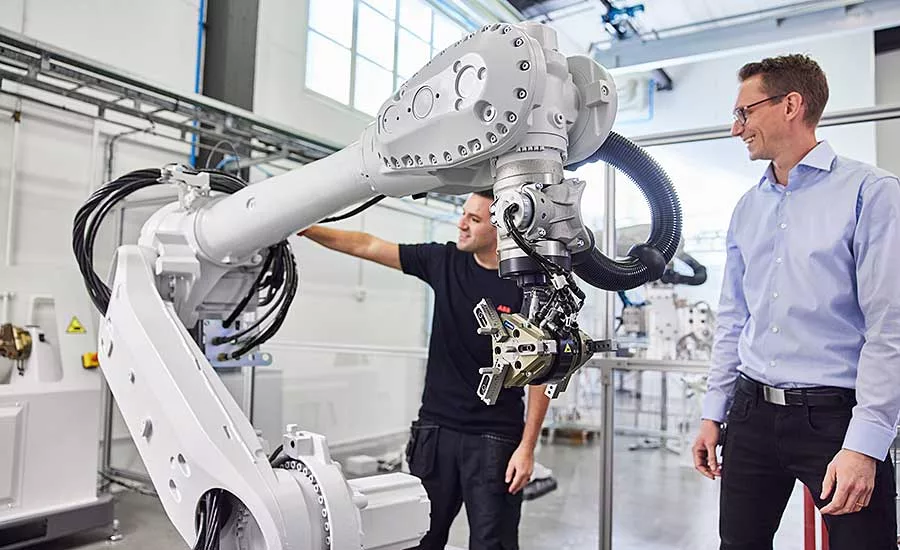
This six-axis robot is loading an electric motor stator into a press station. Photo courtesy ABB Robotics
By taking a flexible approach to vehicle manufacturing, OEMs can start small and ramp up as EV demand increases. Photo courtesy VinFast LLC

Autonomous mobile robots enable automakers to unravel traditional production architectures and deploy dedicated modular cells. Photo courtesy ABB Robotics

Because of advances in control software, robots can operate faster on assembly lines without sacrificing accuracy. Photo courtesy ABB Robotics
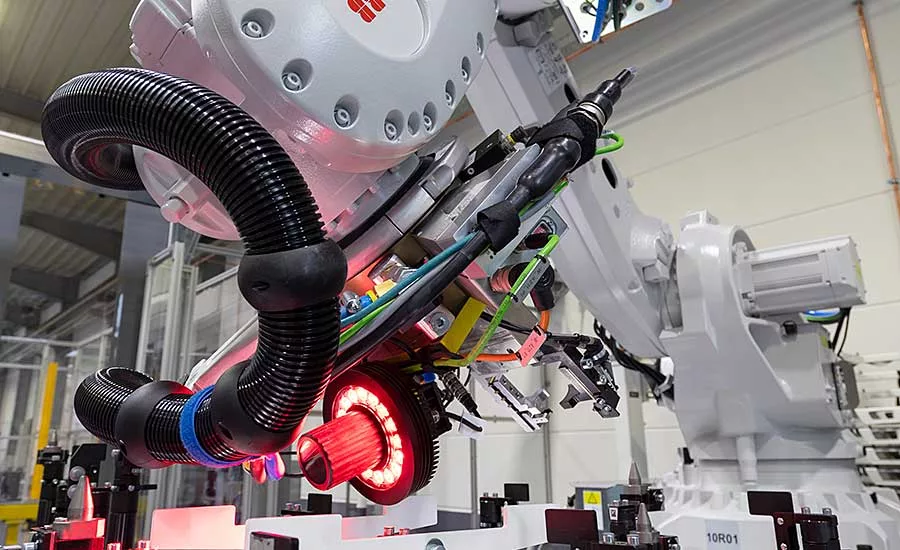
Vision inspection technology enables robots to address a variety of quality issues. Photo courtesy ABB Robotics
This new six-axis robot is designed to handle heavier payloads associated with EV battery production applications. Photo courtesy ABB Robotics
Vehicle production plants are undergoing a massive transformation as automakers evolve from internal-combustion engines (ICE) to battery power. While EVs use fewer parts overall, those components tend to be heavier than their ICE equivalents. That demands new ways to deploy robots on assembly lines.
As the transition toward electrified vehicles has gathered pace, the manufacturing process has changed with it. In addition to the challenge of designing and engineering an entirely new class of vehicle, automotive engineers must figure out a way of building EVs in a manner that is cost effective and sustainable, while maintaining quality levels.
Achieving that has required an almost seismic shift that has seen the industry establish new ways of thinking, attain new knowledge and acquire new personnel. Decades of experience with combustion engines has given way to batteries, power inverters and traction motors.
Traditionally, production of many of these components would have been outsourced to suppliers. However, because they are crucial to a brand’s key values, OEMs often feel compelled to in-source their design and assembly. After all, can a BMW still claim to be the “ultimate driving machine” if it uses the same electric motor as a competitor?
Radically Different Factory Footprints
Many vehicle manufacturing plants have undergone a massive shift and now feature a radically different footprint. Previously, combustion engines may have been built elsewhere and shipped to an assembly plant as a completed unit. But, with EVs, the power train is often integrated far earlier in the production process.
Battery packs are increasingly assembled on-site from their individual modules in a parallel process, with the completed units—now designed as a structural element in many new EVs—joining the body at a much earlier stage.
The challenges in achieving this have been manifold. Traditional ICE technology has matured and is relatively stable. However, in the EV world, power train systems are still evolving rapidly. In fact, the technology may change even before production of a new model commences. Such is the rate of progress in this brave new world.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
As consumer interest increases, demand soon follows, and as EVs become more mainstream, manufacturers have had to balance a constantly shifting power train mix. It has also exposed some of the vagaries of geopolitical issues, legislative differences and global supply chain problems.
Solving this conundrum demands unprecedented flexibility. By taking a flexible approach to vehicle manufacturing, OEMs can start small and ramp up as EV demand increases. Key to this approach has been the adoption of automated guided vehicles (AGVs) and autonomous mobile robots (AMRs).
While AGVs tend to follow predefined routes, AMRs are capable of intelligently navigating within their space, avoiding obstacles and even optimizing their journey. They enable automakers to unravel traditional long-line production architectures and deploy dedicated modular cells—arranged alongside the main assembly line like leaves on a branch. AMRs allow engineers to easily modify or add cells without incurring costly interruptions to production.
This zero-loss production methodology has allowed OEMs to adapt and scale up the assembly process by adding or even redeploying workstations as demands change. Gone is the traditional two-week shutdown to allow lines to be reconfigured with each model year.
Changes can now be made almost on the fly, and without the need for the huge capital expenditure that comes from wholesale layout changes. And, with cellular manufacturing, robots can be redeployed in a “lift and shift” process that gives life to an asset beyond its original purpose.
Time to Rethink Assembly Lines
Most manufacturers can now count at least one pure electric vehicle among their model line-up. And, they’ve learned some valuable lessons from that pioneering first wave of EVs.
As we begin to enter the third wave, there’s an opportunity to rethink many of the established processes to further optimize manufacturing for dedicated EV production. In fact, some of these new processes have since been back-ported to the production of ICE-powered vehicles, as a means of increasing efficiency and reducing cost during this transition period.
New technologies, such as megacasting, where multiple parts are combined into one large die-cast piece that can be quickly produced in a single process, continue to present opportunities to reduce cost at specific volumes, while also engineering-in strength in complex areas.
It’s through these optimizations that the automotive industry hopes to tackle what remains as the largest challenge for electric vehicles: cost.
Achieving the volumes required to support a sustainable industry hinges on being able to attract customers beyond the well-heeled and enthusiastic early adopters. That, in turn, is dependent on electric vehicles achieving cost parity with their ICE counterparts.
Once that tipping point is reached, the choice between an EV and a gas-powered alternative becomes a no brainer and no longer requires government incentives or intervention. Exactly when that tipping point will be reached is hard to predict, particularly now with raw material supplies experiencing constraints, disruptions and shortages.
In the long run, it’s likely that an optimum technology or platform layout will emerge, and that in 20 years’ time we’ll look back at this period in wonder. What that preferred formula looks like may be reliant on where raw materials are sourced from or heavily influenced by legislation.
It’s expected that platforms will develop into specialist strands depending on their end use. Hydrogen is likely to succeed in off-highway applications, for example, while battery electric vehicles will dominate the passenger car sector. But, whatever the future technology mix looks like, it appears that the current trend of heavier payloads in assembly plants will continue.
EV Parts Are Heavier
Electric vehicles may use fewer parts overall, but those parts tend to be heavier than their ICE equivalents. Gas tanks have been replaced by batteries, while electric motors with rotors and stators are replacing engine blocks, pistons and cylinder heads. Complex transmissions are being replaced by much simpler gearboxes.
This is changing well-known and well-defined manufacturing processes, and driving both suppliers and OEMs to rethink their automation systems. Robots will be a key driver in this transformation, with many typical use cases calling for high payload and extended reach, a challenging process for the typical automotive six-axis robot.
As well as weight and reach, the EV industry demands speed. Because of advances in control software, we’ve been able to increase the speed robots can operate at, without sacrificing accuracy.
Even when manipulating heavy payloads at maximum extension, fine control can be preserved. This has allowed a new generation of more powerful six-axis robots to replace long, winding conveyor routes to transport vehicle bodies within a far more compact footprint than before, saving space and time, and creating flexibility.
Recent improvements in vision systems have opened the door to a range of exciting new developments that are already helping to drive even greater levels of efficiency in manufacturing. We know from even the earliest automotive assembly lines pioneered by Henry Ford and Charles Sorensen that production can operate much faster if the need to stop is removed from each process.
Although on the face of it modern car production appears as a continuously moving stream, in reality, at key points in the cycle the vehicle must stop to receive a key component or undergo a critical process, such as the installation of the pre-assembled power train.
With vision- and force control-enabled robots interacting with AGVs, it’s now possible to install components such as underbody battery packs while the vehicle is still in motion, with the moving platform matching its speed to that of the suspended body while on-board cameras detect and synchronize with critical mounting points.
This moving-line approach isn’t just faster. With the requirement to stop removed, floor-mounted shock pins are no longer needed. That increases flexibility that can ripple throughout the factory, and makes assembly lines less model specific, making it possible to use the same line or production cell for a variety of different models. That, in turn, leads to a smaller overall factory footprint, as well as significantly reduced capital expenditure.
New Technology Improves Production Processes
Vision systems are also improving the speed and quality of welding operations. When coupled with advanced artificial intelligence and machine learning systems, their ability to spot minute defects can now match or even surpass experienced human operators. Using models trained on millions of examples, these automated systems can automatically assess the quality of a weld in a fraction of a second just by analyzing a few rapid-fire photographs.
Of course, this approach generates and relies upon vast quantities of data. From tracking information for each individual component to the torque delivered to every bolt and screw, the challenge once all this data has been acquired is to figure out how best to use it.
One possible solution is to create an “electronic Bob,” a machine-based equivalent of the “experienced and reliable guy” that people call on whenever a problem arises. By understanding the steps the real Bob follows when presented with a particular situation, a machine can be made to replicate that diagnostic process, supported by the reams of collected data. As a result, production cells can address problems automatically, while optimizations can be made that cut installation times and improve cycle times.
That learning process is even being applied to the humble fastener. With force control, a robot can feel its way around a mounting point, making minute adjustments to its position and sensing when the part begins to locate, adapting the force applied all the while, much as a human would.
But, for all the talk of increasing automation, this remains very much a people business. Employee churn is a huge problem across the auto industry, and every day crucial expertise keeps walking out the door.
While the high-tech companies of Silicon Valley are often the big draw for younger generations, the irony is that the automotive industry is just as advanced—perhaps more so if you consider how our smart automation systems are deploying cutting-edge tech, such as AI, into real-world applications. The days of vehicle factories resembling a large ironworks are long gone. They’re now some of the most tech-heavy places on Earth.
These highly automated assembly plants need skilled engineers, programmers and maintenance teams to keep them running, while constantly and quickly adapting to meet the new technologies and features that consumers demand.
Ultimately, if automation is to succeed in our increasingly digital world, it must continue to evolve. Not just in response to a changing product undergoing its biggest reinvention since its inception, but a changing workforce, too.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




