Plastics Assembly
Lasers, Hot Plates, Ultrasonics Among New Technologies for Joining Plastic Parts





Laser welding is one of the newest technologies for joining thermoplastic parts. This noncontact process has many advantages. It’s fast and precise, and it doesn’t generate flash or particulates.
Its only limitation has been that the top part had to be made of a transparent material, while the bottom part had to be made of a material that absorbs near-infrared light. Without special additives, entirely transparent assemblies were not possible—until now.
Dukane Corp. has introduced a new laser welding system that allows clear-to-clear plastic welding without the need for laser-absorbing additives. The heart of the system is a new 2-micron laser that is readily absorbed by clear polymers and enables highly controlled melting through the thickness of optically clear parts.
The machine’s beam delivery system integrates a programmable multiaxis servo gantry and a scan head, supported by the company’s LaserLinQ software, which harmonizes the action of both components moving the beam. This assures highly precise and controllable beam delivery when welding large and midsized components.
The software also gives engineers the ability to break complex weld patterns into separate geometric segments, modify each segment independently, and assign different welding parameters to each segment. A CCTV camera within the machine provides a live weld preview on the HMI screen and gives engineers the ability to directly monitor and record welding cycles for further analysis. The machine’s laser enclosure is Class I certified and equipped with laser-safe glass windows.
This flexible welding system also allows rapid changeover of a wide variety of highly specialized tooling cassettes. The tools incorporate a binary tool identification system for automatic recall of weld recipes. They support multi-cavity function, multiple feature detection, vision systems and independent clamping systems to compensate for part variations.
Engineers saw the technology for themselves at Dukane’s display at the fourth annual ASSEMBLY Show. And that’s not all. More than a dozen suppliers of plastics assembly technology were on hand at the 2016 show. Here are just a few examples of what you could have seen on the show floor.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Clear-on-Clear Welds
Simultaneous Through-Transmission Infrared (STTIr) laser welding technology enables manufacturers to produce clear-on-clear welds that are particulate free, aesthetically pleasing and provide a hermetic seal. Co-developed with Sono-Tek, the technology involves applying a thin, laser-absorbing film (0.5 millimeter wide) along the weld line. Then, multiple stationary laser beams, shaped by custom wave guides, weld the joint. Discrete beam-zone intensity control via a tool map protects delicate structures while ensuring a uniform weld. STTIr does not use vibration force, making it ideal for applications involving geometrically complex devices.
Branson Ultrasonics
www.bransonultrasonics.com
203-796-0400
Welding Small Plastic Parts
The Compact FUSION hot-plate welder is designed to weld small plastic parts and spacers in clean rooms and areas where there is limited space. Standard features include three-axis servo control, a 6-by-8-inch work area and a large, color 6.5-inch HMI with comprehensive and intuitive graphics. Through the HMI, an operator can program I/O, monitor SPC data, and optimize process settings. Weld modes include welding by position while monitoring force and vice versa. The welder can be operated from the front or side due to its corner-located load doors.
Extol Inc.
www.extolinc.com
800-324-6205
Stepper-Motor Ultrasonic Welder
The Model GXP e-Press Touch ultrasonic welder features an electric stepper motor press with a streamlined box that contains both the controller and power supply. Because the motor produces smooth acceleration up to the programmed weld velocity, high force spikes that often occur at melt initiation are eliminated. The motor’s rapid downward stroke also minimizes cycle times. An advanced touch panel with dynamic full-color menus provides weld control and monitoring, graph plotting (power or force vs. time), and virtual network computing for PCs and tablets. The welder is available in 20-, 30- and 40-kilohertz frequencies, and has on optical encoder that increases weld precision and repeatability (depth tolerance of ±0.0003 inch).
Sonics & Materials Inc.
www.sonics.com
800-745-1105
Large Horn Welds Medical Device
Herrmann Ultrasonics Inc. has worked with a medical device manufacturer to build one of the largest ultrasonic welding tools ever designed. The product being welded was a component for a device used for liposuction. The application was challenging due to the size of the joining partners and their three-dimensional shapes—especially the 12-millimeter difference in contour heights, which had to be matched by the contact surface of the weld tool, called a sonotrode. The team at Herrmann made it work with an aluminum sonotrode measuring 220 by 180 millimeters.
To meet the stringent requirements for ultrasonic plastic welding in sterile environments, Herrmann developed the Medialog welder, which caters to medical device manufacturers. Together with stainless steel, clean-room-friendly surfaces and modified pneumatics, the welder includes a unique FSC operator interface.
FSC stands for “FDA system component,” and it meets the requirements FDA CFR 21 part 11. FSC includes complete documentation of all actions performed by authorized users and records time-stamped audit trails. The creation of customized individual access authorization, in combination with electronic signatures, ensures authenticity, completeness and confidentiality of all data.
Herrmann Ultrasonics Inc.
www.herrmannultrasonics.com
630-626-1626
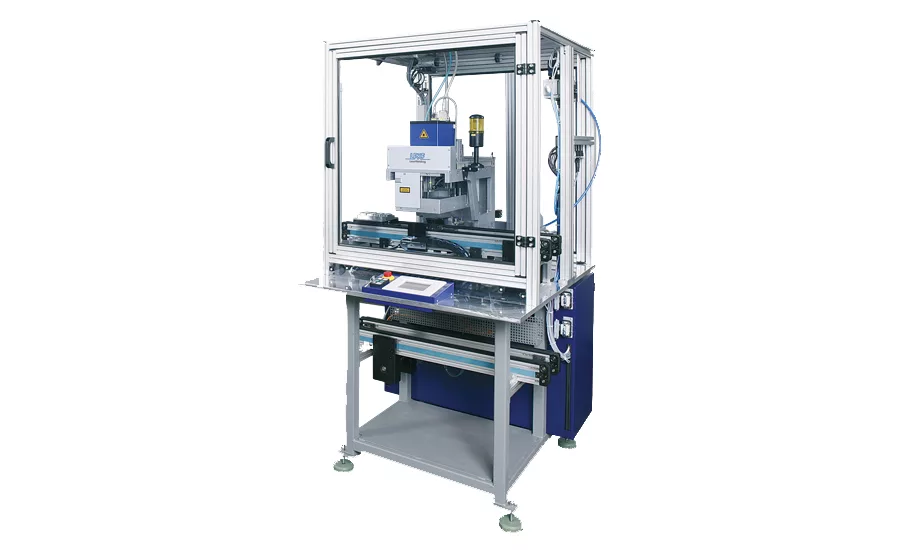
Laser Welding Cell
InlineWeld systems consist of a welding head and a separate control cabinet. The welding head contains the laser entry (collimation block); optics; scanner for controlling beam motion; clamping module; and upper clamp tooling. The control cabinet houses the laser source, chiller, PLC, Siemens HMI and optional PC.
The basic system is completely customizable with optional accessories. Modular construction permits simple and cost-effective adjustment of the system to any type of application by selecting the optimum laser power and optical components. The clamping device is fast and efficient, and can handle a wide range of different components.
Because the control cabinet can be installed in a separate location from the welding head, the cell easily fits into pre-existing assembly lines.
LPKF Laser & Electronics
www.lpkfusa.com
503-454-4212
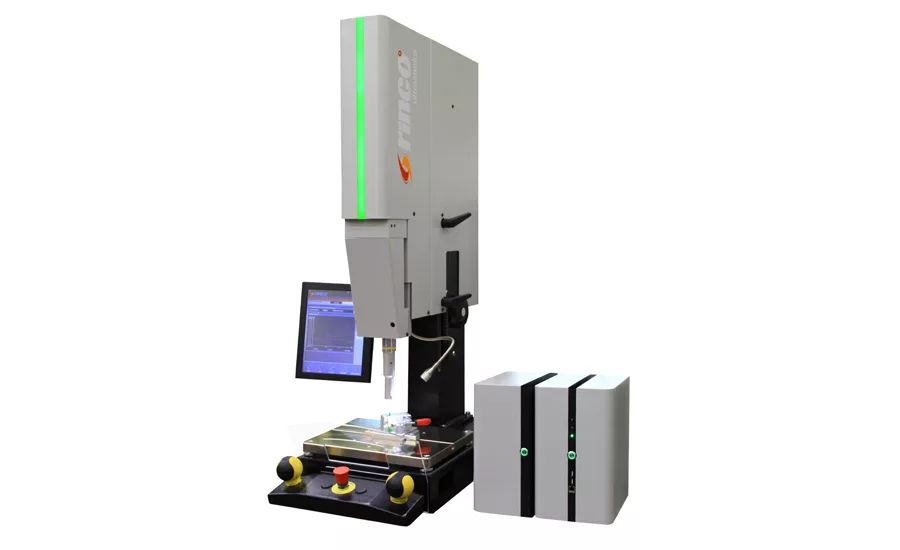
Servo-Driven Ultrasonic Welder
The downward force for the Dynamic 3000 ultrasonic welder is supplied by an electric linear actuator instead of a pneumatic cylinder.
The process parameters can be regulated individually and finely, including positioning of the sonotrode, applied welding force, and welding rate.
The 20-kilohertz welder is equipped with a high-performance industrial PC that can be comfortably operated via a 12-inch touch screen. The welding process is triggered via an ergonomically designed two-hand switch.
Because the starting position of the ram can be freely selected, the weld cycle can be shortened, depending on the geometry of the object to be welded. The welding mode can also be freely selected. A total of eight modes are available: from time, distance and energy-related modes, to a combination of time and energy, and a mode for presetting the melting rate. For all welding modes, the ultrasonic trigger can be adjusted according to force, distance, time or an external signal. Depending on the welding mode, the actual welding process can be subdivided into as many as ten steps.
With this level of detail, the welding process can be controlled far more accurately than with a pneumatic drive. Even a speed-dependent or force-dependent weld profile can be achieved. Even parts that were previously difficult to weld can be joined reliably using electrical motion with a reproducible and uniform weld seam.
The welder is operated via the graphic user interface. Individual user accounts, with the relevant authorizations, can be set up for each level of the employee hierarchy. Weld characteristics are shown clearly in the form of graphs, and the results and parameter data sets can be exported to a data carrier. All parameter changes and events (for example, maintenance cycles) are recorded in the system and documented in the nonerasable audit trail. In the event of problems, a service technician at Rinco headquarters can access the machine via an Internet connection, quickly come up with a diagnosis, and in most cases, directly correct any parameter errors.
Rinco Ultrasonics USA Inc.
www.rinco-usa.com
203-744-4500
Thermal Press for Heat-Staking, Swaging, Sealing
The C-Series thermal press has an open C-frame format to accommodate all sizes of parts and assemblies. The press lends itself well to many tooling and part handling options. It is fully self-contained and can easily sit on most workbenches or tables.
The press can be used for heat staking, swaging, sealing, insertion, filter assembly, heat-seal connectors and hot-bar soldering.
The press is available in various heights and configurations to accommodate tall or deep parts. All systems are equipped with quick-change tooling. A 4-inch stroke with an adjustable hard stop is standard. It can apply a maximum force or 1,000 pounds. Ram speed is programmable.
Thermal Press International Inc.
www.thermalpress.com
925-454-9800