Design for Assembly: Cool, Stylish and Green
AB ELECTROLUX (STOCK-holm, Sweden), a division of UT/Carrier Corp., produces white goods and refrigerators for domestic and commercial applications. It also produces professional cooling equipment, such as large display cabinets for food at self-service or serviced counters in supermarkets, butchers, grocery and convenience stores and gas stations. Cooling display cabinets, which most commonly are constructed of steel, aluminum, glass, copper, polyester, HIPS and PUR foam, usually come in custom configurations.

Developing the Chameleon
In designing a new cooling display cabinet for delicatessens and supermarkets, Electrolux faced a complex challenge. The company wanted to create a product that was cost-effective and satisfied traditional customer expectations for product appearance and performance. At the same time, the company had to meet stringent targets for environmental friendliness. Reducing power consumption and the use of toxic materials were most important.The company chose European design consultant TNO Industrial Technology (TNO) of Culemborg, Netherlands, to help create an environmentally friendly design. Design for Environment (DFE) software, a joint development between TNO and Boothroyd Dewhurst Inc. (Wakefield, RI), was chosen to simulate the disassembly and environmental impact of the product at the end of its life. The DFE software calculated the financial return at each stage of disassembly and displayed the results graphically. The cost incurred to disassemble each item in the cabinet could then be compared with the recovery value of the item. The software also calculated disposal costs for the remainder of the product that would not be disassembled. Out of this research, the Chameleon, an environmentally friendly cooling display, was developed.
The Chameleon's development was a good opportunity to implement DFE and improve product design suitability for revision, reuse and recycling. The Chameleon model includes several types of serve-over counters and some multideck-wall cabinets.
The Product's Lifecycle
Commercial cooling displays present distinct challenges for environmental design. For example, product lives of cooling displays are shrinking, because the marketplace demands styling updates, even when the existing unit remains fully functional. Technically, however, many components are still in excellent condition. Typically, a display cabinet will be used for 4 to 8 years.Energy consumption dominates the environmental effects of display cabinets. Modern display cabinets no longer use CFC (R12), though some supermarkets still have CFC-based compressors installed. Modern coolants are R404a, R507 and R134a. These have no ozone-depleting effects. However, they do have some greenhouse effects.
Serve-over counters, such as the Chameleon model, have considerably lower energy-consumption levels than vertical display cabinets. Still, energy-consumption levels are important, because refrigeration energy accounts for 60 percent of energy consumption in supermarkets.
It is clear that display cabinet production cannot be neglected, even though energy use is dominant. With the reduced useful life--from 8 to 4 years--the importance of production efficiency will be greater.
Some of the environmental effects of production can be recovered through revision, reuse and recycling. These are positive effects. For the product's end-of-life phase, recycling of most valuable materials--such as copper, aluminum, stainless steel and iron--is assumed. About 45 to 50 percent of the weight is recycled, given a professional recycling facility.
End of Life Scenarios
As the basis for a strategic decision, quantifying a number of end-of-life scenarios was necessary. From a list of eight scenarios, three were chosen as relevant and likely for this project. These scenarios were:- Reuse of components. The most valuable parts that still function are reused as service parts or as parts in new display cabinets. In most cases, display cabinets are disposed of because of aesthetic or stylistic outdating. Generally, only a few components are nonfunctioning. This provides a good opportunity for component reuse. Also, some parts are valuable. Parts need to be checked. They also sometimes need repainting or repairing. Parts in the same product model would only be reused. This would prevent additional product design constraints on future models.
- Revision of used display cabinets. Malfunctioning components are repaired or replaced. Scratched or bent parts are replaced. This adds several years to the product's life span.
- Full recycling of materials. Materials in the display cabinet are recycled, as much as is economically possible. Electrolux manages the recycling. It is not left to market forces or the user. Recycling facilities are provided with product information to facilitate efficient assembly.
Strategic Comparison
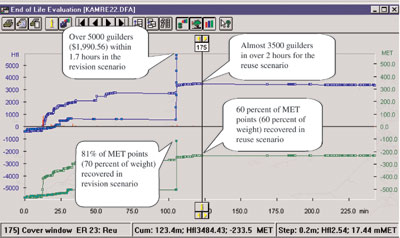
A serve-over counter was defined. Therefore, it could be considered a good average for the diversity in custom-configured products. This was entered into the DFE software. Reuse values were estimated for the reuse and revision scenario. Test and repair costs were calculated where applicable. Some information about the product structure, such as the sequence in which the parts are assembled, is entered so the software can generate an optimal disassembly sequence.Economically, both the reuse and revision scenario appeared very attractive. In slightly over 2 hours, about $1,750 can be recovered in the reuse scenario. This is approximately 44 percent of the original production cost. With the revision scenario, within 1.7 hours of disassembly, more than $2,500 of the product's value can be recovered.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
In the revision scenario, the economic value of the remainder of the product--which is not disassembled and is released in the last step of disassembly--is defined as the cost savings when building a new display cabinet using these parts. Of course, following disassembly, new or used parts will be assembled to make a full product.
Environmentally, the scenarios render interesting recoveries as well. Sixty percent of the production effects are recovered in the reuse scenario by reusing as many components as possible. This is 60 percent of the product weight. Parts that could not be reused were disposed of--a strict scenario. The score could have been higher if these parts were recycled. As much as 81 percent of the production effects are recovered in the revision scenario. This is 70 percent of the product weight.
To understand the environmental impact of the cooling display cabinet, a value-assessment metric--called materials, energy and toxicity (MET) points--is utilized. Derived from European procedures for product life-cycle assessment, the metric assigns materials points regarding the product's impact on the Earth's resources. Energy points reflect the product's impact on greenhouse gases, acidification, eutrophication and smog. Toxicity points reflect the toxic effects of the product on humans and the ecosystem. DFE software automatically calculates MET points and gives product engineers reliable data for choosing environmentally friendly designs.
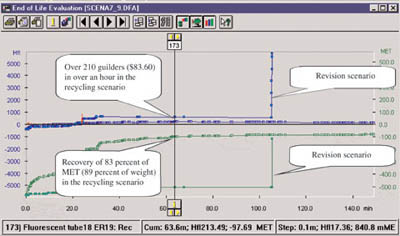
Using this value-assessment metric, the recycling scenario's economic revenue is lower than that of the revision scenario. Within an hour, about $105 worth of material is recovered. Economically, recovery is good (83 percent of MET points and 89 percent of weight). The revision scenario shows 81 percent of MET and 70 percent of weight. Compared to the present situation, zero scenarios, recovery has increased 40 percent by weight in the full recycling scenario.
Conclusion on Strategy
Economically speaking, the revision scenario is most attractive. Environmental recovery is also good. Revision could be a new service for customers. The reuse scenario renders decent economic and environmental results. The scenario assumes that customers will buy a product with second-hand parts in it. At this point, no marketing strategy has been defined for this situation.
The recycling scenario is not very attractive when compared economically to revision and reuse scenarios. Even so, a profit is made. Recycling recovery increases 40 percent by weight compared to market force recycling, which is the present situation. Also revised products and reused parts will, at some point, be recycled, making this scenario relevant. Therefore, product design will be directed at improved revision and recycling.
Product Design
The Chameleon model features increased modularity so that configurations and customization can be increased while reducing components numbers. Modularity provides a good opportunity for improving disassem-bly and suitability for revision and recycling.Using DFE software, the following bottlenecks were found:
- Depending on the desired aesthetic quality, removal of the silicone kit which is used to compensate tolerances--could take more than 15 minutes.
- Because evaporators are the most valuable components for recycling, their disassembly is crucial. The glass panes, lighting, service desk, supports and most of the rear parts had to be disassembled to reach the evaporators.
- Important parts remain in rest fraction. For example, the insulated bin sections will remain assembled because of prohibitive disassembly costs.
- Bin and end panels, manufactured from polyester and PUR foam, are poorly recycled. This is 18 percent of the total weight and the material cost, and about 5 percent of production effects.
- The effects of production are considerable. Reducing the weight of copper and large aluminum parts can decrease these effects. Using recycled materials implies a lower environmental effect of production for both copper and aluminum.
- During revision, some parts need disassembly because they block the disassembly of aesthetic parts which may be scratched or dirty.
- The silicone kit was replaced by SBR foam strips, which can be easily peeled off for disassembly. It also looks better.
- New support construction for lighting and glass, which improves assembly and disassembly, results in fast rebuilding from serve-over to self-service and visa versa.
- The polyester bin sections, which were filled with polyurethane foam, have been replaced by a recyclable surface and foam combination. Compatible glue had to be selected.
- To reduce energy consumption by 8 to 10 percent, larger, copper evaporators are used. This increases the production effects by 7 percent, partially compensated by material savings in other parts. The break-even point for this investment, which is achieved by energy reduction, is about 3 years of use. However, if there is assurance that the evaporators will be recycled, the break-even point is reduced to a few months of product use.
Conclusion
The main emphasis during this project focused on which approach to select for products at end of life. The scenarios show clear profitability, both economically and environmentally. Moreover, the company can provide a new service to its customers by adopting this approach. The DFE software tool provides key information for this decision.Disassembly time was reduced by over 40 percent for the revision scenario, and recycling materials was improved by 89 to 96 percent, meeting even the strictest European Community (EC) targets. The evaporators on the display cabinet were enlarged to reduce energy consumption by an estimated 8 to 10 percent. This increased the environmental effects of production by 7 percent. However, reducing energy consumption and improving recycling easily compensated for this increase. Overall, the full life cycle of the product has been improved by 11 percent.
With revision, 76 percent of the weight, 69 percent of the value and 88 percent of the environmental effects could be recovered. This is a promising start for adopting DFE practices within product development. The DFE software tool played a key role in the project. It structured the flood of information and highlighted priorities and opportunities.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





