Assembly With Rivet Nuts
New fastener and tool designs are increasing the utility of rivet nuts.
A rivet nut is a one-piece internally threaded and counterbored tubular rivet that can be installed while working entirely from one side of a panel. Photo courtesy PennEngineering

Rivet nuts can be made from aluminum, steel, stainless steel, Monel and brass. Photo courtesy PennEngineering

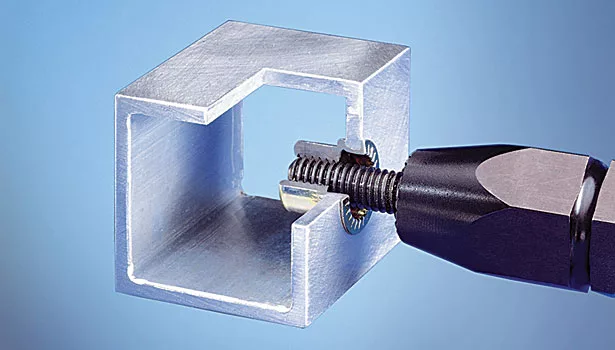
With a pull-to-pressure tool, an air motor threads the mandrel into the rivet nut. When the fastener is inserted into the workpiece, hydropneumatic pressure is applied to pull back the mandrel. When a preset pressure is reached, the air motor re-engages to back the mandrel out of the nut. Photo courtesy MDS Fastening Systems

The process of installing rivet nuts can be automated. This machine automatically installs rivet nuts in a part presented by a six-axis robot. Photo courtesy MDS Fastening Systems

Leankeasy is a rivet nut that comes preassembled with a mating screw. An assembler inserts the two-piece fastener into the hole, and uses a standard pneumatic or electric screwdriver to set the nut. Crimping the nut and installing the mating screw occur in the same step. Photo courtesy Clufix

Automakers use rivet nuts extensively to attach parts to structural components. Photo courtesy CC Tech
Automakers are increasingly using hydroformed metal tubing in vehicular structures. Compared with stamped and welded metal parts, hydroformed parts weigh less, cost less, and have a higher stiffness-to-weight ratio.
That’s all well and good—until the need arises to attach other parts to the structure with threaded fasteners. Tapping threads in the tube may not be feasible because the material might not be thick enough or strong enough. Self-clinching nuts, nut plates or weld nuts are not an option, since installation requires access to the opposite side of the metal. Cage nuts are a possibility, but they require a square hole and are difficult to install.
That’s where rivet nuts come in. Also known as blind threaded inserts, rivet nuts provide strong fastening threads in thin panels. The fasteners were originally developed decades ago by B.F. Goodrich to attach rubber de-icing boots to airplane wings. Today, rivet nuts are found in a variety of products.
A rivet nut is a one-piece internally threaded and counterbored tubular rivet that can be installed while working entirely from one side of a panel. As with a classic blind rivet, the body of the rivet nut is formed on the blind side. The back-side flange is large enough to resist being pulled out even under conditions of eccentric load. Because rivet nuts can be installed without accessing both sides of the panel, the fasteners are ideal for attaching parts to housings, tubes or extrusions. The fasteners can be installed into all metals, most plastics and even ceramics.
“Rivet nuts are great for plastics, where you don’t have the ability to weld or clinch a fastener,” says Victor Lanni, president of MDS Fastening Systems.
The fasteners can be made from aluminum, steel, stainless steel, Monel and brass. “The most popular material is zinc-plated steel, but you might specify stainless steel if you’re particularly concerned about corrosion,” says Richard J. Kull, product manager for rivet nuts at PennEngineering. “Stainless steel rivet nuts are often used in solar panel installations and other outdoor equipment.”
A single fastener size can typically accommodate a wide grip range. For example, a 0.42-inch long SpinTite rivet nut from PennEngineering offers a grip range of 0.02 to 0.08 inch. A 1.45-inch long rivet nut has a grip range of 0.35 to 0.5 inch.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Rivet nuts are available with a variety of head styles. A wide front-side flange provides a large load-bearing surface. This reinforces the hole and prevents push-through. It’s also possible to apply a sealant beneath the flange for weatherproof applications. A thick flange can act as a spacer and provide some extra push-out strength. Countersunk and low-profile heads ensure flush or near-flush installation. Wedges or knurls underneath the head are designed to bite into the mating material and prevent the fastener from turning in the hole.
“The wedge head is great for soft materials like plastic, fiberglass and aluminum,” says Kull. “However, rivet nuts are annealed, so they’re relatively soft. The wedges aren’t going to be very effective on steel parts.”
Rivet nuts also come in many body styles. The standard rivet nut is cylindrical with a smooth surface, but variations include splined, square and hexagonal bodies. Such variations are all designed to do one thing: keep the fastener from turning in the hole, particularly in softer materials, such as aluminum and plastic.
“If they’re not set just right, round rivet nuts can spin in the hole at high torque levels,” explains Lanni. “With a hex-shaped fastener, you don’t have that issue.
“The downside of a hex-shaped fastener is that it requires a hex-shaped hole. For some manufacturers…it’s cheaper to make a round hole than a hex-shaped hole.”
Rivet nuts are also offered in open- and closed-end versions. The latter are ideal for applications, such as attachment points on vehicle exteriors, in which the mating screw will not necessarily be present. The closed end thus prevents the ingress of water and dust into the interior of the assembly.
Installation Equipment
Rivet nuts can be installed with hand tools or, more commonly, power tools. The former are similar to tools for installing blind rivets. The latter can be handheld or mounted to a linear actuator for fully or semiautomatic operation. They can also be mounted to six-axis robots.
The simplest power tool for installing rivet nuts is the pneumatic “spin-spin” tool. The fastener is threaded onto a mandrel at the end of the tool. The fastener is then inserted into a hole in the workpiece. When the tool is actuated, the mandrel spins rapidly and powerfully, pulling the threaded portion of the rivet nut’s shank toward the blind side of the workpiece and forming a bulge around the unthreaded portion. The bulge presses against the rear of the panel, creating a clamping force that tightly grips the sheet. Once the rivet nut is clinched securely in place, the mandrel spins in the opposite direction, unthreading itself from the nut and leaving the fastener’s internal threads intact.
No additional finishing is required after setting, even with coated or painted components. Thus, rivet nuts can be fitted at any stage in the production process.
An upgrade from the spin-spin tool is the “spin-pull” tool. As with the spin-spin tool, an air motor threads the mandrel into the nut. When the fastener is inserted into the workpiece, hydropneumatic pressure is applied to pull back the mandrel a set distance. Once the fastener is set, the air motor re-engages to back the mandrel out of the nut.
A third option is the “pull-to-pressure” tool. It works the same as the spin-pull tool, but instead of pulling to a set distance, it pulls to a set pressure.
“If you’re fastening soft plastic, a spin-pull tool might be better,” says Lanni. “A pull-to-pressure tool might overset the fastener into the material. On the other hand, if you’re fastening metal or a hard plastic, like glass-filled nylon, a pull-to-pressure tool is more consistent.”
The latest development in rivet nut installation tools is process monitoring. “Rivet nuts are notoriously difficult to set correctly,” says Lanni. “Process monitoring technology measures how much force the tool is pulling with and how far it is pulling the fastener. It can also count the number of fasteners installed during a cycle.”
Fastening data can be stored on a hard drive or downloaded to a shop-floor network.
Applications
Rivet nuts are used in many applications in many industries. The fasteners are used in such disparate products as refrigerators, playground equipment, office furniture and bicycles.
In the automotive industry, they are used to attach components to dashboards and firewalls. They are also installed in the chassis and body frame to attach radiators, roof racks, spoilers, and plastic fenders and fascia. An aftermarket hard top for the Jeep Wrangler is attached with rivet nuts.
In the aerospace industry, they are used in aircraft interiors to attach overhead bins, armrests, and galley and lavatory components.
In the defense industry, rivet nuts are used to attach handles and overhead racking in military vehicles. And, a manufacturer of temporary shelters is testing the fasteners for attaching components to honeycomb composites.
A manufacturer of electrical equipment uses rivet nuts to attach door hinges on large electronic enclosures. The fasteners are also installed in the floor, ceiling and walls to attach components to the enclosures.
New Fasteners
While rivet nuts have been around for decades, the technology has not remained static. Suppliers have recently introduced several new designs.
Last fall, French fastener manufacturer Clufix introduced the Leankeasy, a rivet nut that comes preassembled with a mating screw. Ordinarily, assembly with rivet nuts is a multistep process requiring a dedicated tool. With the Leankeasy, an assembler aligns the parts, inserts the two-piece fastener into the hole, and uses a standard pneumatic or electric screwdriver to set the nut. Crimping the nut and installing the mating screw occur in the same step.
The Leankeasy is available in size M6 with a grip range (on the nut side) of 0.5 to 3 millimeters and a clamping range (on the screw head side) of 1 to 5 millimeters.
Since the start of 2013, Clufix has tested the Leankeasy with 10 customers, including Tier 1 and Tier 2 automotive suppliers, as well as manufacturers of elevators, tractors and electricity generators. Éric Massebeuf, director of Clufix, says the Leankeasy reduced installation costs for those customers by an average of 35 percent. The tractor manufacturer reported a cost saving of 33 percent, while the elevator manufacturer says its costs were reduced by as much as 70 percent.
Another new take on the rivet nut was recently introduced by Sherex Fastening Solutions LLC. It’s called the Riv-Float. With a standard rivet nut, the threads are tapped in the body of the rivet. With the Riv-Float, the rivet body encases a floating nut. The nut can move within the rivet body 0.003 inch side-to-side and float radially 0.02 inch. This allows the mating screw to come in at an off-angle to accommodate part misalignment and prevent cross-threading.
The fastener is available in both standard and metric sizes. Standard sizes have a grip range of 0.027 to 0.15 inch, a body diameter of 0.39 to 0.53 inch, and an installed length of 0.522 to 0.63 inch. Thread sizes are 8-32, 10-32 and 1/4-20. The head diameter of the small flange version ranges from 0.455 to 0.595 inch. The head diameter of the large flange version ranges from 0.5 to 0.685 inch.
Metric sizes have a grip range of 0.7 to 3.8 millimeters, a body diameter of 9.91 to 13.46 millimeters, and an installed length of 13.25 to 16 millimeters. Thread sizes are M4, M5 and M6. The head diameter of the small flange version ranges from 11.56 to 15.11 millimeters. The head diameter of the large flange version ranges from 13.25 to 16 millimeters.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




