Can Carbon Nanotubes Replace Copper?
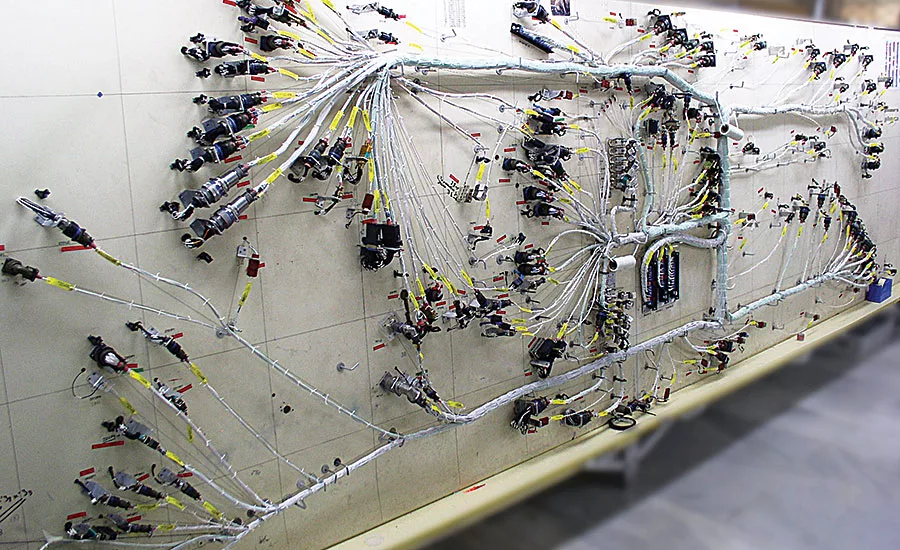
The wiring in an aircraft can weigh more than 1,000 pounds. Conductors and EMI shielding made from carbon nanotubes could reduce the weight of such wiring by 80 percent.
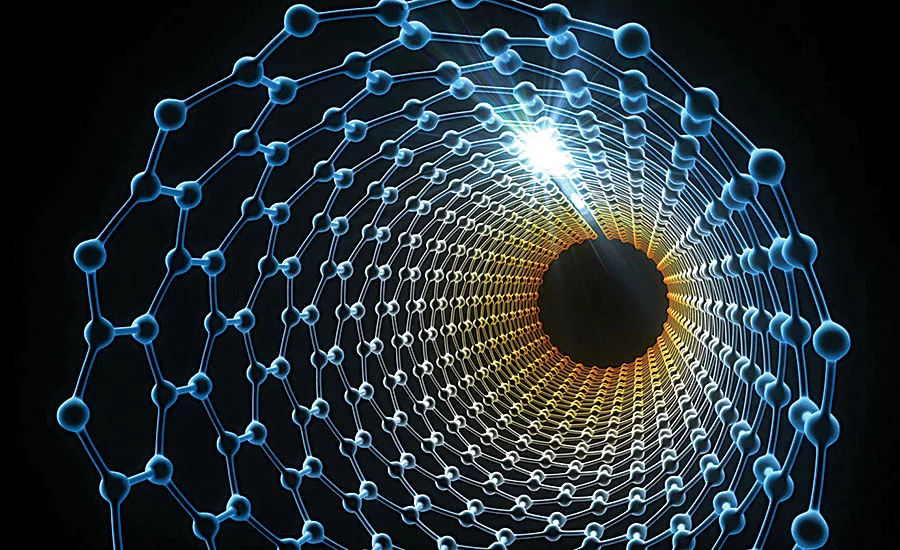
A carbon nanotube is composed of a single layer of carbon atoms in a cylindrical configuration. Illustration courtesy University of Cambridge
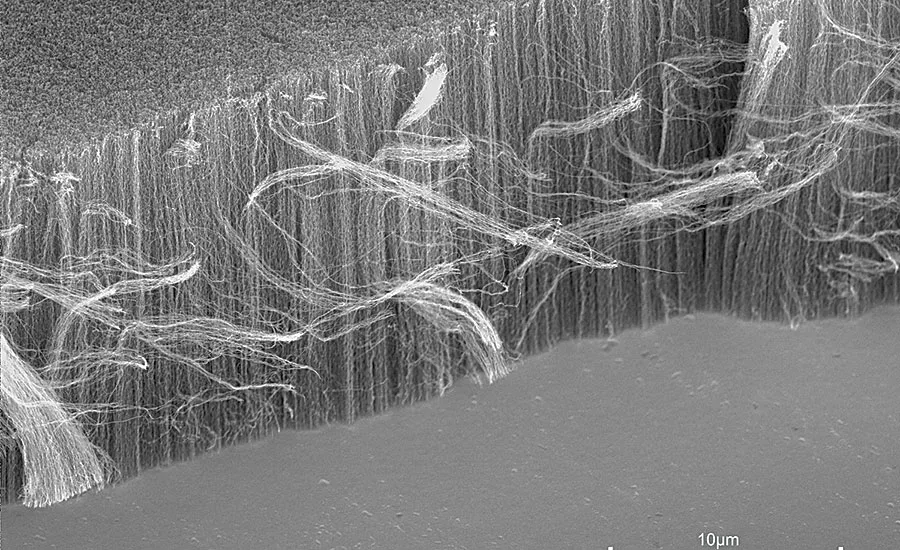
One method of making carbon nanotubes involves growing them on a metal or silicon substrate like a forest or carpet. Photo courtesy University of Cambridge
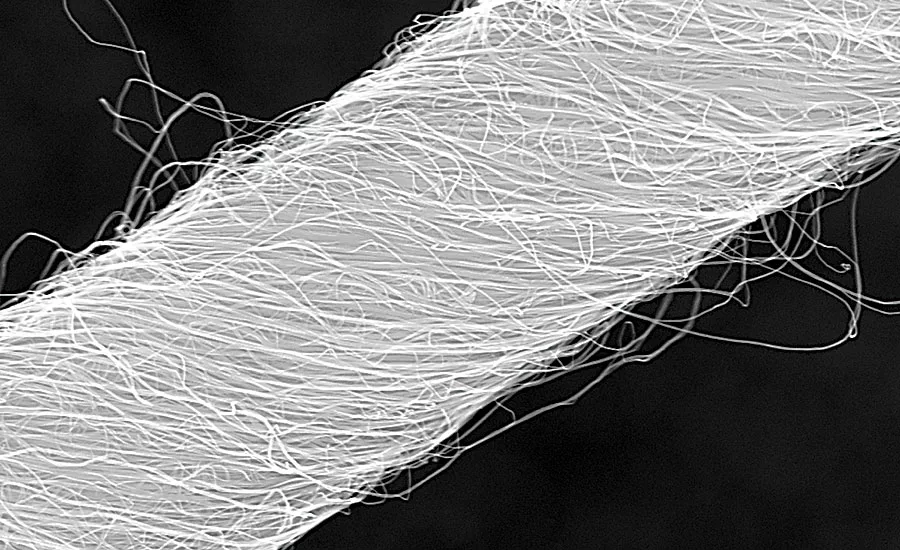
CNT fibers can be spun into conductive yarns that could someday replace copper wire in wiring harnesses and motor windings. Photo courtesy CSIRO

This spinneret is extruding carbon nanotube fiber just 20 microns wide. The material yielded the highest current carrying capacity ever reported for a carbon-based fiber. Photo courtesy Rice University

Carbon nanotubes promise to dramatically reduce the weight of automotive wiring harnesses like this one. Photo courtesy Holley Performance Products
January is when many Americans resolve to lose weight. For engineers in the automotive and aerospace industries, however, shedding weight—in their assemblies, at least—is a year-round goal.
For example, an average vehicle contains more than 55 pounds of copper, most of it electrical wire. An electric car might have three times that amount. Reducing that weight would mean better fuel economy or, in the case of electric cars, more time between charges.
Now, a new technology, carbon nanotubes (CNTs), is emerging that could someday become a lightweight alternative to copper wire or conductive shielding in automotive, aerospace and defense applications.
A carbon nanotube is composed of a single layer of carbon atoms in a cylindrical configuration. The tubes can be single-walled or multiwalled. CNTs have been constructed with a length-to-diameter ratio of up to 132,000,000-to-1.
That long aspect ratio—only a few nanometers in diameter but several millimeters in length—gives CNTs some remarkable properties. At the nanoscale, at least, individual CNTs have a tensile strength greater than steel, conductivity greater than copper and thermal dissipation greater than diamonds. They also resist corrosion and fatigue.
Already, manufacturers are mixing bulk CNTs with polymers to create lightweight, high-strength composites. In addition, researchers are experimenting with CNT fibers in myriad applications, including energy storage, supercapacitors, field emission transistors, high-performance catalysis, photovoltaics and medical implants.
CNT fibers can be integrated into nonwoven sheets of varying lengths and widths. Thin sheets (20 to 30 microns thick) can be used as current collectors in battery electrodes, or electromagnetic interference (EMI) shielding for data centers and airplanes. They could also be applied to the outer skin of an airplane for lightning strike protection. Thicker sheets, or stacks of thin sheets, can be used as armor, or as part of conductive textiles.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
CNT fibers can also be made into conductive tapes. Such tapes could be used as EMI shielding for cables or as part of deicing systems for cars or airplanes.
But perhaps the most intriguing way to use CNT fibers is to spin them into conductive yarns that could someday replace copper wire in wiring harnesses and motor windings. The driving force behind this application is weight reduction.
Consider an RG-58 coaxial cable. The weight of a standard copper construction is 38.8 grams per meter, says Stefanie E. Harvey, Ph.D., senior manager for corporate strategy at TE Connectivity. Replacing the copper braid with CNT tape would reduce the weight to 11.5 grams per meter. Replacing the center conductor with CNT yarn would further reduce the weight to 7.3 grams per meter, for a total weight savings of 80 percent.
Such a reduction equates to hundreds of pounds in an aircraft, says Harvey. For example, the F-35 fighter contains approximately 15 miles of cable. If the copper shielding on all that cable were replaced with CNT tape, the total weight of the cabling could be reduced by approximately 1,180 pounds, she says. If the shielding and the conductors were replaced with CNT materials, the total weight savings would be 1,975 pounds.
Not Ready for Prime Time
For the moment, the widespread use of CNT wire in mainstream applications such as cars and airplanes remains a future prospect. Several technical hurdles still need to be overcome.
For one, CNT wiring is prohibitively expensive. At current prices, CNT wire can only be used in the most expensive and weight-sensitive applications, such as large military and scientific satellites. Launch costs to put a satellite in orbit range from $5,000 to $50,000 per pound of payload, says Harvey. Any reduction in weight can significantly lower costs or allow extra weight for equipment or fuel.
“A manufacturer of a large satellite might be willing to pay, perhaps, $10,000 for a pound of weight savings,” says Harvey. “Manufacturers of smaller satellites might be willing to pay $5,000 per pound.
“The commercial aviation industry is a big question mark. Aerospace OEMs might be willing to pay as much as $3,000 per pound of weight savings—or it might be more like $300 per pound. As for automotive OEMs, they won’t spend more than $3 per pound.”
While it’s unlikely that CNT wire will replace all the copper wire in a car or airplane any time soon, the material does offer design advantages beyond mere weight reduction.
“CNT yarns are textiles; they’re not ductile metals,” Harvey points out. “They don’t elongate like metal wire does, but at the same time, they don’t experience fatigue failures. CNT yarns can undergo many more bend cycles, at tighter radii, than copper wire. So, there could be applications, such as wiring for car doors or trunks, where OEMs would be willing to pay a premium to avoid early mechanical failures.”
Another issue is production volume. Currently, CNTs can only be produced in relatively small quantities. CNT wire is made with the same equipment as copper electrical wire. A year’s worth of conductor-quality CNTs produced at a lab might keep a full-scale wire extrusion line going for a day, Harvey says.
Yet another challenge is conductivity. At the nanoscale, some CNTs have five times the electrical conductivity of copper, 15 times the thermal conductivity, and 1,000 times the current capacity. However, when millions of CNTs are woven together to form a wire, conductivity decreases dramatically.
“When we first started experimenting with CNT wire, it was about 500 times more resistant than copper,” admits Harvey. “Today, we can produce lab quantities of CNT wire that approach the conductivity of aluminum.”
Researchers at Rice University in Houston may have found a way around this problem. Led by Matteo Pasquali, professor and chairman of chemistry, the researchers developed “wet-spun” carbon nanotube fibers that can carry up to four times as much current as a copper wire of the same mass.
There are several methods of making CNTs. One method is a chemical vapor deposition process. Another method involves growing the fibers on a metal or silicon substrate like a forest or carpet.
The Rice researchers came up with a different way. Rather than use approaches derived from semiconductor manufacturing, they took a chemical approach more akin to the process of making high-strength polymer fibers, such as Kevlar. In their method, CNTs are processed in a chemical solution and ultimately extruded through a spinneret.
Although they’re just 20 microns wide—thinner than a human hair—the CNT fibers created with this method are strong and flexible.
Junichiro Kono, Ph.D., a professor of electrical and computer engineering at Rice, developed a custom rig that allowed the researchers to analyze the fiber’s current carrying capacity (CCC) alongside metal cables of the same diameter.
“These fibers have the highest current carrying capacity ever reported for any carbon-based fibers,” says Kono. “Copper still has better resistivity by an order of magnitude, but we have the advantage that carbon fiber is light. So if you divide the CCC by the mass, we win.”
Processing CNT Wire
Just like copper wire, CNT wire consists of a conductor (CNT yarn) coated with a polymer insulation. Without stripping the insulation, it would be difficult to tell the difference between copper and CNT wire. As a result, CNT wire can be cut and stripped with same equipment used for copper wire.
In addition, although CNT yarn doesn’t cold-weld during crimping, like copper wire, CNT conductors are compatible with existing contacts and can be terminated with standard crimping techniques, though tool settings may have to be modified, says Harvey. Testing of the mechanical strength of the crimps suggests that the CNT yarns fail before the crimp fails.
Engineers at TE Connectivity have also exposed CNT crimped connections to temperature cycling, shock cycling, vibration and even cryogenic environments.
“Are we at the point where I can say crimped connections to CNT wire are as reliable as F-crimps on copper wire? Not yet,” says Harvey.
Terminations can also be soldered to CNT yarns. “The problem with soldering CNT yarn is that it’s hydrophobic, so it’s difficult to get flux to wet the material,” says Harvey. “We’ve developed some fluxes to get around that problem.”
Harvey warns that processing CNT wire might pose a safety risk. Because CNTs are so long, thin and small, they could represent a health hazard if inhaled into the lungs. Although there is no evidence that stripping, cutting or abrading CNT wire generates hazardous particles, Harvey advises manufacturers processing such materials to err on the side of caution and use protective equipment.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





