What’s New With Vibration Welding
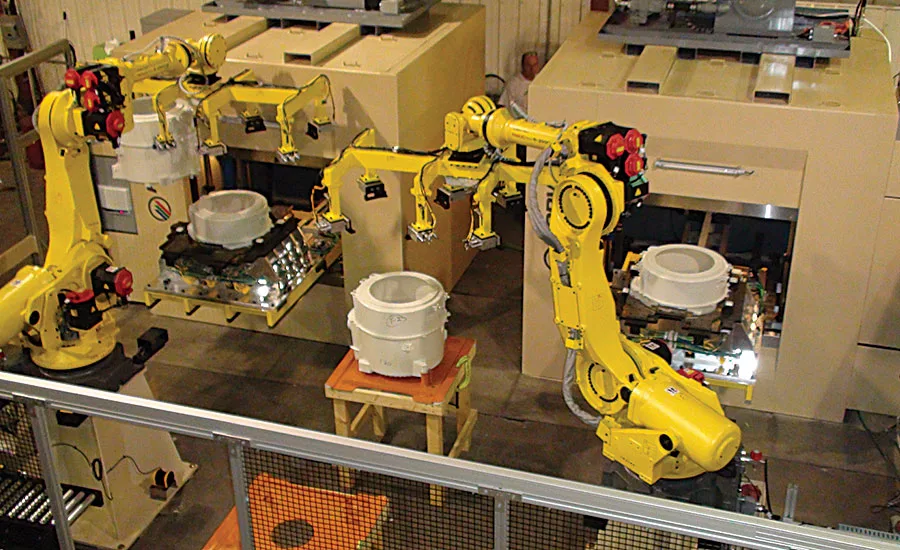
A large appliance manufacturer uses two custom vibration welders to weld thermoplastic tubs for front-loading washing machines. The production rate is about 1,000 tubs per 8-hour shift. Photo courtesy Forward Technology
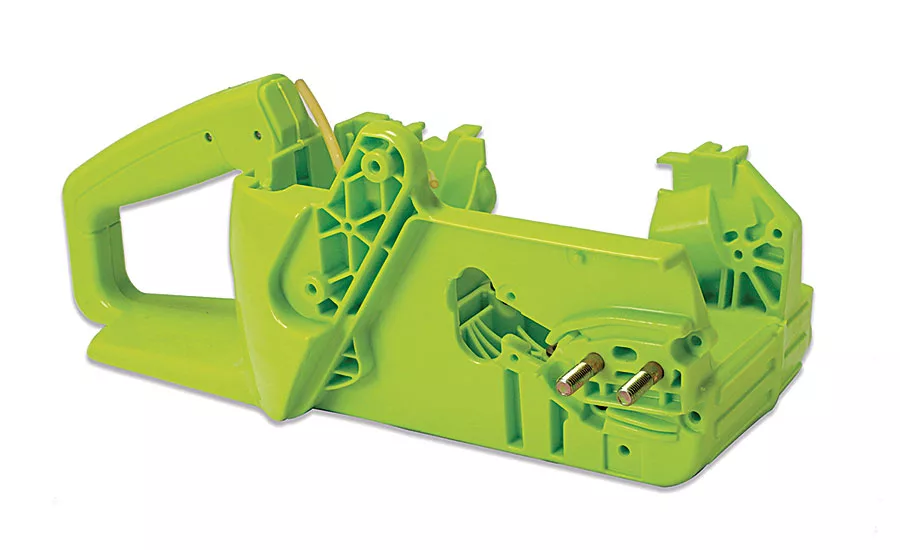
Manufacturers of lawn and garden equipment use vibration welding to assemble a wide range of products, including chainsaw housings. Photo courtesy Dukane Corp.

MX welders have an Auto-Tune feature that automatically detects, sets and locks-in the platen’s optimum frequency within seconds. Photo courtesy Sonics & Materials Inc.
Of the many methods used for welding thermoplastic parts, vibration welding continues to be one of the most popular since its introduction in the early 1970s. Vibration-welded parts can be found extensively in automobiles and medical devices, and increasingly in white goods and consumer products. One reason is vibration welders can handle parts as large as 2 by 6 feet.
For example, several years ago, Forward Technology developed two custom vibration welders for a large appliance manufacturer. Doug Grabinger, project manager at Forward, says the welders assemble tubs for front-loading washing machines. A large, stationary six-axis robot is positioned in front of each welder. Between the robots is a dual pallet-transfer system that brings sets of unwelded parts into the work cell on conveyor one (furthest from the robots) and moves welded tubs out of the cell on conveyer two. A separate conveyor for rejected tubs is located behind each robot.
To start the process, the bottom tooling of the welder opens, and the robot grabs a set of tub parts from conveyor one and places the set in the tooling, which closes. After the tooling re-opens, a sensor measures the welded tub’s stack height. If it’s within tolerance, the robot removes the welded tub and places it on conveyor two. If the tub is out of tolerance, the robot removes the tub and places it on the reject conveyor, which moves it to another cell for further evaluation and inspection.
The robot then lifts a new set of parts off conveyor one, reloads the tooling, and the process repeats. Grabinger says the production rate is about 1,000 tubs per 8-hour shift.
Besides handling large parts, vibration welders produce permanent welds and weld many joint designs. These benefits, combined with new technologies—such as improved process control, preheating and data gathering for traceability—are why manufacturers in many industries are expanding their use of vibration welding.
The Material of Choice
Nearly all thermoplastic parts can be vibration welded. The lone exception is fluoropolymers, which have a low coefficient of friction.
Thermoplastic materials that offer excellent welding characteristics are semicrystalline resins such as acetal, nylon, thermoplastic polyester and polypropylene, notes Kevin Buckley, North American technical applications manager for Branson Ultrasonics Corp.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Other recommended materials include standard and polycarbonate ABS, butadiene-styrene, liquid crystal polymers, acrylic, acetal, sulfide, polycarbonate, polyesters, PVC, cellulosics (synthetic plastics), thermoplastic rubber, elastomers, filled and reinforced resins, polyphenylene, polystyrene and polyamides.
“The percentage of filler is usually kept below 33 percent, but higher amounts of fill are possible in certain applications,” says Buckley. “In some cases, different grades of a material can be welded to each other.”
Vibration welding can weld similar and dissimilar thermoplastics, as well as parts molded in different ways (injection, extruded, blow, compression, rotational). In addition, thermoplastic parts can be welded to fiber-filled materials. For example, one automotive Tier 1 supplier welds carpet to front door panels to form the interior map pocket. Another supplier uses the process to weld together several layers of 0.03-inch fabric used in an air bag chute.
Where There’s Heat, There’s Melting
Have you ever warmed your hands by rubbing your palms together to generate friction? Vibration welding uses this same principle to melt and join two plastic parts.
The welder consists of an electromagnetic drive system (linear, orbital or angular), lift table, fixtures and controls.
A linear welding system features a vibration platen suspended by two springs and connected to electromagnetic coils on each side. When these springs are energized by electric current, they cause the platen to vibrate.
Before welding begins, the top and bottom parts are fixtured and mated on the lift table. The table is then raised hydraulically or by an electric servo-actuator until the top part is snug inside the upper fixture.
Once the electromagnetic coils are energized, the top part vibrates laterally at a frequency of 80 to 300 hertz and moves back and forth across the bottom part a distance, or amplitude, of 0.75 millimeter to 4 millimeters. A peak-to-peak displacement of about 2 millimeters produces the optimum weld.
Top-part vibration and movement, combined with pressure applied from the lift table, creates frictional heat at the joint interface of the two parts. As this heat increases, the thermoplastic parts’ polymer structures begin to melt.
Weld penetration then occurs, meaning molten materials at the interface begin to flow together and bond. This process usually lasts from 0.5 second to 10 seconds.
After the vibration is stopped, penetration continues due to table pressure. The welding head then returns the vibration platen to the open position for the next welding cycle.
A cool-down period of 0.5 second to 5 seconds is necessary for the molten plastic to solidify. After cooling, the table is lowered and the welded part removed.
Linear vibration welding is performed at either low (80 to 120 hertz) or high frequency (180 to 300 hertz). Low-frequency welding is used for large parts (5 to 10 feet long), whereas high-frequency welding is best for small and medium-sized parts (6 to 48 inches long).
A limited number of applications require orbital or angular vibration welding. In an orbital welder, the upper tooling is mounted on three central springs, rather than two side springs. Another difference is this welder has three coils at the center, rather than one at each side.
During operation, each coil is energized and pulls the tooling away from the center position so the top part rubs against the bottom part in an orbital motion. An axial load is applied throughout the welding and cooling cycles. The relative motion of the two parts at the interface is the same at all points around the contours and constantly changes from transverse motion to longitudinal motion.
“Orbital welding’s gentler motion makes it great for parts with relatively thin walls (less than 2 millimeters) or unsupported vertical walls,” explains Buckley. “Because there is no stopping and starting, the process can generate less flash and shorter cycle times.”
Branson’s HyLine orbital welders feature a digital drive controller for better control of the weld process. Models VW-4H-2, 6H-2 and 8H-2 handle individual parts up to 58 by 22 inches or multiple smaller parts. The 4H-2 has a 12.7-kilowatt power supply, while the 6H-2 and 8H-2 feature a 17.4-kilowatt power supply. Vibrating frequency is adjustable from 180 to 240 hertz.
Angular welding is strictly for circular parts. During welding, the parts are rubbed together in an angular, reciprocating motion under axial force. The angle of vibration is up to 15 degrees, with a frequency of up to 100 hertz.
Lift tables range from 20 by 20 inches in small welders, to 72 by 24 inches in large welders. Fixtures are custom made of aluminum, urethane or chrome-plated steel. Machine controls let operators change all welding parameters as needed.
Benefits and Limitations
Besides welding large parts, vibration welding assembles parts of many shapes and joint designs (including tongue-and-groove, butt and rib). This technology requires no adhesives, solvents, inserts or fasteners, helping to lower cost per weld. It also allows additional parts to be placed between the two parts to be welded, so long as the parts do not interfere with the welding process.
Ray Laflamme, worldwide automotive marketing manager for Dukane Corp., says vibration welding allows machine operators to change fixtures within minutes, improving capital asset management. Welded parts are permanently joined and will be damaged if reopened. Weld permanence prevents stress relaxation, creep or cold flow in the joint area.
Equipment cost is the main drawback of vibration welding, with a standard or modified machine costing in the ballpark of $100,000. Another negative is the process may generate particulates and create welds that are not aesthetically pleasing.
Because they operate at very high frequencies, vibration welders generate noise that exceeds 90 decibels. But, suppliers often fully enclose their welders to limit noise to below 80 decibels.
The downside of this enclosure, however, is parts cannot be easily positioned and removed with a conveyor or indexing table. This might limit the ability to integrate vibration welders into automated assembly systems.
More Control
“Today, manufacturers want and need to control the vibration welding process as much as possible,” explains Brian Gourley, North American sales manager for welding at Sonics & Materials Inc. “The good news is the HMI on most welders lets end-users quickly and easily change weld time, amplitude, pressure, hold time, depth, and or energy by simply touching the display panel.”
Gourley says the company’s MX welders have an Auto-Tune feature that automatically detects, sets and locks-in the platen’s optimum frequency within seconds. This feature helps vibrate the platen at maximum efficiency with minimal power.
The MX welders also enable manufacturers to preprogram parameters so they change duringeach welding cycle. For example, within a 20-second cycle, the operator may need one parameter to change at the 5-second mark, and another parameter to change at the 9- or 10-second mark.
Last April, Branson introduced the GVX-3H and 3HR linear vibration welders. Standard features include a user-friendly HMI and a noise level of only 77 decibels. Both models also store all welding data, and come with an RS232 serial port for streaming or transferring data. The GVX platform uses an IPC instead of a PLC, and the table lift and clamp force are applied via a servo motor.
The 3HR is available with an infrared preheating option for applications that require welds virtually free of particulates, angel hair or other visible contaminants. Infrared emitters melt the joining surfaces before the welding process starts. Besides preventing particulates, this technology reduces residual stresses, material-specific friction and welding time. End-users include manufacturers of automotive parts, medical devices, and lawn and garden equipment.
Gourley says that good part-to-tooling engagement eliminates the need for weld-surface preheating, and that a good strong weld is the result of proper joint design. Such design may or may not include adding a boss or rib—but it always ensures that both parts are held firmly in place, which shortens the frictional-heat phase to more quickly achieve weld penetration.
The DLVW-2036 from Forward Technology is a linear vibration welder capable of welding parts up to 20 by 36 inches. Its position-based amplitude control network allows ramp up to full amplitude in just 0.04 second. Amplitude adjusts from 0.04 to 0.07 inch in increments of 0.001inch. A continuous-tuning feature eliminates the need for auto-tuning during setup.
For the past few years, a supplier of fuel tanks for small engines has used the company’s 2248 welder to weld four tanks at a time. When the tanks began to be used with engines that use ethanol fuel, the manufacturer switched from a polyethylene material to nylon to prevent leaking. Gourley says the welder handled the transition with no problems.
Dukane’s VW5000 series features an industrial computer and a 15-inch color touch screen that provides real-time graphing of amplitude, pressure and collapse distance. The interactive interface also provides touch-screen parameter control.
All six models in the series (5300, 5500, 5700, 5700LPT, 5900, 5960LPT) let end-users store tooling programs and data for traceability, as well as download data via USB port or Ethernet. Table sizes range from 24 by 18 inches to 72 by 24 inches. The upper tooling weight limit is 20 to 200 pounds.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




