What’s New With Ultrasonic Welding
Advanced servo drives and immediate performance feedback are among the technologies that keep ultrasonic welding a go-to method for joining thermoplastic parts.


Matchmaking is a unique skill, and in the world of assembly, few people do it better than equipment suppliers. Day after day, these experts use their extensive experience and knowledge to exactly match the right machine to a specific assembly application. When the project involves joining thermoplastic parts, often times the best machine is an ultrasonic welder.
“Manufacturers often come to us and say, ‘Here’s our thermoplastic part, what do you think: Is ultrasonics the best way to weld it?’” asks Jason Barton, director of business development at Dukane. “We tell them that if the required part production volume is very high, and the part is no larger than a shoebox, ultrasonic welding should definitely be considered.”
A few years ago, Dukane helped a medical device manufacturer find the right ultrasonic system to weld three tiny film caps (less than 0.25 inch wide) on polycarbonate disposable sensors. These sensors monitor pH and gas in artificial blood during ex-vivo assessment and evaluation.
Before meeting with Dukane, the manufacturer used a pneumatic ultrasonic welding system that performed somewhat poorly. Average scrap rates were 50 percent, and at times soared to 90 percent. In addition, lack of welding control caused the press thruster to traverse down after the thermoplastic melted. This unnecessary force caused part deflection, inconsistent welding and solidification. It also required vacuum leak testing on each sensor to ensure a hermetic seal.
Barton says that Dukane recommended the old system be replaced with Dukane’s iQ ES servo-based welder featuring Melt-Match technology. A 40-kilohertz unit, the welder precisely controls weld speed during the weld phase and initiates plastic part collapse only when a melt has been detected.
According to Barton, the manufacturer likes the servo-driven system because it repeatably produces a weld that hermetically seals the cap. This allows the company to significantly lessen its product testing time to just 10 percent, while lowering its production costs and improving product quality.
Manufacturers in nonmedical industries also use ultrasonic welding on a wide scale. Automakers ultrasonically join parts ranging from bumper fascias to oil filters, and white goods manufacturers use it to weld windows and light piping to panel displays. On the consumer electronics side, companies regularly ultrasonically weld power packs, phone cases, outlets and light switches.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Although ultrasonic welding has long been the go-to method for permanent assembly of plastic parts, its technology continues to evolve. Today’s advanced machines offer fast, clean, energy-efficient and repeatable welding—as well as unprecedented control over the joining process. These capabilities will ensure ultrasonic welding’s popularity for many years to come.
Era of Refinement
First developed in the 1960s, ultrasonic welding is a form of friction welding that joins parts together by vibrating them against each other. Its initial growth phase came in the 1980s and 1990s, according to suppliers, who say the technology is now in an era of refinement.
Ultrasonic welding is very popular for joining amorphous and semicrystalline thermoplastics and thermoplastic composites, but not applicable to thermoset materials.
All ultrasonic welders feature a power supply (generator), computer controller, actuator, transducer, booster and a sonotrode (titanium or aluminum) horn. The actuator is driven by a pneumatic cylinder or a ballscrew attached to a stepper motor or servomotor. The transducer, booster and horn make up the ultrasonic stack.
Power is sent to the transducer, which contains piezoelectric crystals that expand and contract. This action causes mechanical vibrations that the booster increases and transfers to the horn, which, in turn, transfers ultrasonic energy to the joint interface.
Heat is generated at the joint through a combination of friction and hysteresis. The heat melts a small amount of plastic on each part. When the ultrasonic vibrations stop, the molten material solidifies and the weld is achieved. Actual weld time is usually between 200 and 400 milliseconds, and total cycle time typically less than 1 second.
Current machines allow manufacturers to control most every key parameter of the ultrasonic welding process: amplitude, weld time, hold time, energy, power, collapse distance and horn velocity. Operators can precisely program these parameters into the controller of handheld, benchtop, inline and robotic systems. The frequency range of ultrasonic welders is 15 to 70 kilohertz, with 20 kilohertz being the most common.
Higher frequencies are used for more delicate assemblies because they require smaller vibration amplitudes, which are easier on parts. These amplitudes range from 5 to 150 micrometers.
Last October, Branson unveiled its GSX-E1 Series ultrasonic welder, the first unit based on the company’s new GSX platform. Tarick Walton, global product manager for ultrasonics at Branson, says the platform took three years to develop. It is based on more than 70 years of ultrasonic welding experience, coupled with feedback from more than 400 customers.
“This first model meets manufacturers’ growing demand for damage-free welding of smaller and more intricate plastic parts, such as those with thin walls,” explains Walton. “Early users include manufacturers of medical and wearable devices with embedded electronics.”
Modular and flexible, the welder has the lowest trigger force in the industry at 5 newtons. It offers excellent repeatability with precise actuator control throughout the welding process. Also standard are various smart technologies such as intuitive graphing, quick tooling changeover and actuator setup, and an easy-to-use HMI.
Fast weld cycle time is the main benefit of ultrasonic welding, but manufacturers also like that it offers an economical way to assemble small and midsized parts, and those that are too complex to be molded as one piece. Versatility is another benefit, as the same equipment can often weld different parts and thermoplastic materials. The process also creates neither fumes nor smoke, so no ventilation is necessary.
Ultrasonic welding does produce some flash and particulate matter, but the vibrations are fine enough that it isn’t excessive. If a weld needs to be aesthetically appealing, it can be designed with a flash trap or a recessed groove to hide any excess melt.
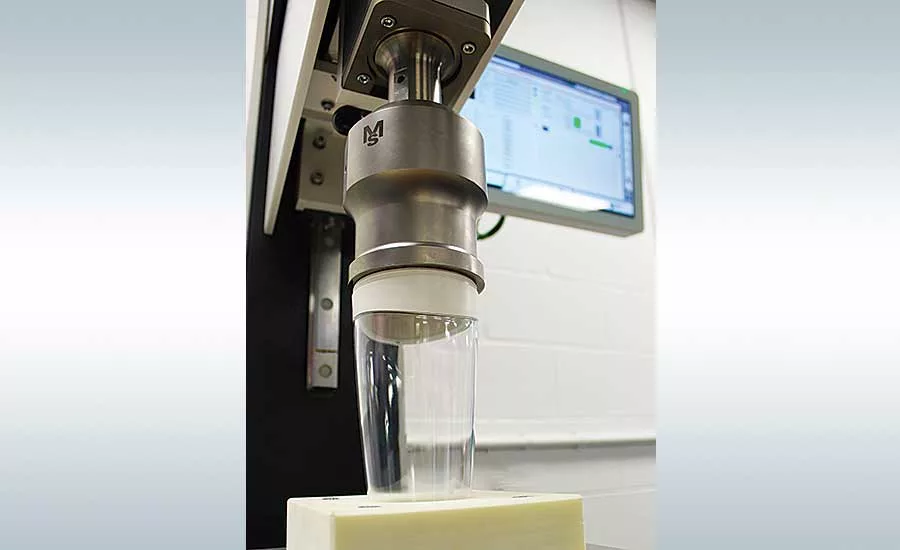
“Servo-driven ultrasonic welders have been around for quite awhile, but their data feedback capabilities were only so-so until the last few years,” notes Brad Rogers, director of sales for North America at MS Plastic Welders LLC. “Many servo welders, including ours, are now able to get feedback and make weld adjustments in milliseconds for parameters such as time, distance and energy input.”
Rogers adds that medical-device makers tend to have a greater need for immediate feedback during ultrasonic welding than other manufacturers, such as those, for example, that swage over a thermoplastic post to join a dissimilar material onto a housing. Feedback from advanced ultrasonic welders helps manufactures ensure that each welded medical part complies with electronic records and signatures.
More than 20 years ago, MS Plastic Welders introduced modular ultrasonic systems with multiple weld heads. These systems are used for applications like automotive bumper and interior door assemblies.
A few years ago, the supplier introduced the soniTOP line of benchtop and inline servo-based ultrasonic welders. The inline systems are typically integrated into automation lines after a welding process has been validated on a benchtop system.
One of the most unique features of the soniTOP machines is a built-in tensile test area. This lets companies automatically program in when a tensile test must be performed and ensures that the operator knows which part to test. If the part passes the test, production continues. If the part fails, the end-user decides which further steps to take—including retesting the part, alerting management or stopping all line production.
Ongoing Challenges
“We definitely see increased use of biodegradable thermoplastics and more manufacturers needing to weld ergonomically shaped parts, rather than always welding flat parts with a single horn,” explains Steve Potpan, onsite manager at Rinco Ultrasonics USA. “One medical-device company we serve regularly uses a composite horn to weld handles with 3D contours onto surgical instruments. The many extenders are in a circular pattern to reach the exact spot where the weld needs to be made.”
Each part design requires a different ultrasonic horn, and the horn’s mechanical path length must be tuned exactly to the part. Correct tuning ensures maximum energy absorption at the joint interface and minimum energy reflection back to the power supply, resulting in longer equipment life.
Ultrasonic robotic welding presents a few challenges as well. Stacks for welding large parts are heavy and can significantly slow down the robot arm. As a result, manufacturers sometimes prefer using robots with lighter stacks for 35- or 40-kilohertz systems, instead of dedicated machines integrated with 15- or 20-kilohertz systems.
Robots also often produce backlash or deflection, and have difficulty producing the dynamic follow-through necessary for a high-quality ultrasonic weld. For these reasons, an air cylinder can be added—located between the robot arm and the ultrasonic stack—for ultrasonic spot welding or staking on the B side of a part, or for large parts that require several welds, like door panels. Such robotic systems incorporate multiple welding horns that can be easily programmed and changed.
Last March, Rinco brought to market the Ecoline generator, designed for use with the company’s Ecoline hand gun (HG35-4), welder (HW35-4) and tacker (HT35-3) to join thermoplastic parts. Potpan says the compact generator is a cost-effective alternative to tabletop machines for end-of-line or station-to-station spot welding corrective work. One consumer products manufacturer uses several of the generators to accurately weld four brass inserts into hundreds of plastic housings per day.
The generator has an operating frequency of 35 kilohertz and allows for 110VAC or 220VAC input voltage. Amplitude is adjustable from 40 to 100 percent, in 10 percent increments. Maximum power output is 480 watts.
Sonics & Materials Inc. makes the GXP Series of ultrasonic welding presses, which are driven by a stepper motor and come in frequencies of 15, 20, 30, 35 and 40 kilohertz. The presses ensure high repeatability, according to Brian Gourley, sales manager of the welding group at Sonics & Materials, and offer Ethernet/IP capability, and remote weld monitoring on a tablet or cell phone.
One Tier 1 automotive supplier customer makes sealed batteries with six small pressure relief valves, and each valve consists of three parts welded together. When battery pressure exceeds a nominal set value, the valves open to vent the pressure.
“Originally, the valves were welded with a pneumatic press,” explains Gourley. “But, to improve repeatability and lower scrap rate, we suggested a switch to the GXP 800 at a frequency of 40 kilohertz. The unit’s optical linear encoder provides excellent control, with a weld-depth tolerance of ±0.0003 inch.”
Since being integrated into the customer’s 10 automated assembly lines, the GXP press has lessened the scrap rate, and improved repeatability and throughput, which is now at 20 parts per minute for each machine.
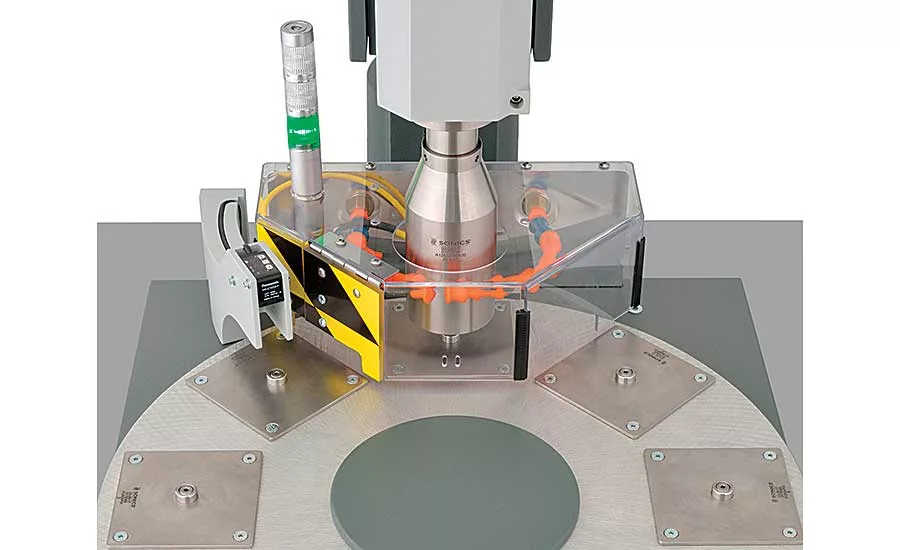
Sonics & Materials also offers a high-throughput rotary index table for use with the company’s pneumatic and stepper motor welding systems. The table features a built-in HMI and a safety guard with hinged door. An LED light tower provides visual process indicators of green, yellow and red.
When used with the 15- kilohertz pneumatic welder, the table can increase throughput for medium to large-size parts at higher amplitudes, as well as softer-plastic parts with a joint that’s more than 0.25 inch from the horn.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





