Tacks for Sheet Metal Assembly

RIVTAC tacks are 16 millimeters long and join metal stacks 3 to 6 millimeters thick in 6 milliseconds. Photo courtesy Böllhoff Verbindungstechnik GmbH
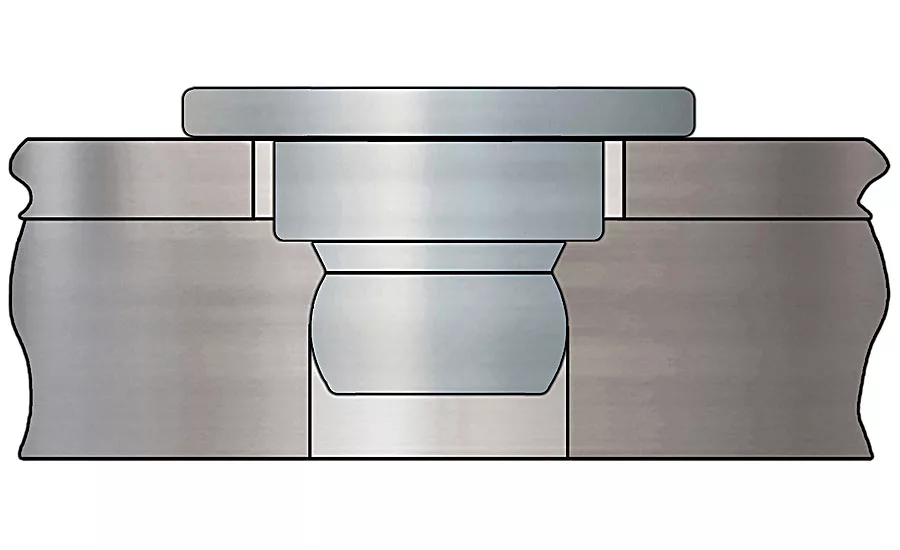
The TA/T4 TackPin can attach a top metal sheet that’s 0.2- to 0.79-millimeter thick to a base metal sheet at least 0.89-millimeter thick and as hard as HRB 88. Graphic courtesy PennEngineering

Precision formed from a wire rod on automatic screw machines, the MetalTack features a steel point that penetrates metal as hard as HRB 100. Photo courtesy GripNail Corp.
Find a market niche and find success. This is the basic business plan for every company, including those that make fasteners for sheet metal assembly.
Some of these companies specialize in thread-rolling screws and bolts, while others sell all types of nonthreaded rivets. But, regardless of their product offerings, these suppliers are well aware that fastening remains the most popular way to join two or more sheets of metal.
Manufacturers prefer fasteners for two reasons. They allow panel serviceability and disassembly, and they create less damage to cosmetic surfaces than welding, bonding and folding metal. However, when the application involves joining multiple thin (0.03 to 0.06 inch) metal sheets or a thin sheet to a thick one, specialty tacks are more effective than traditional screws and rivets at securing the load. This article focuses on several of these unique fasteners.
The RIVTAC tack, for example, joins thin, light aluminum, steel or nonferrous metal sheets to a thicker, heavier metal surface in milliseconds. TackPin and SpotFast self-clinching fasteners are used in place of tiny screws to assemble compact electronics or form a pivoting joint between two sheets of metal. Manufacturers in many industries use MetalTack tacks in place of screws to attach metal tags on parts or equipment.
Tons of Tacks in use Today
Where a product is market-tested and where it is market-accepted are often two different things. Böllhoff Verbindungstechnik GmbH can attest to this regarding its RIVTAC high-speed joining system, which featured a portable pneumatic installation tool in 2009 when it was first developed and used by a solar panel manufacturer.
In 2011, company management replaced its portable-tool system with an automated one to enhance RIVTAC’s appeal to automotive manufacturers that perform high-volume sheet metal assembly. The automated system features a vibratory bowl feeder, loading station, valve and power units, an HMI and a 90-pound installation tool mounted on a large robot (purchased separately).
Böllhoff reached out to several automakers about testing this system in their plants. One German OEM agreed to use the system on one assembly line in one plant. Five years later, that company’s assembly plants in Europe, the USA, China and South Africa operate more than 50 robot-mounted tools, which have installed millions of RIVTAC fasteners on various models of automobiles.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The RIVTAC tack is made of steel that undergoes a cold heading process. Its shank is then thread-rolled, and the whole fastener is heat treated before being coated with zinc nickel for corrosion resistance. The finished fastener has a 450 HV10 rating, is 16 millimeters long and joins metal stacks that are 3 to 6 millimeters thick.
“Similar-material combinations include an aluminum sheet to an aluminum casting or extrusion,” says Bastian Hartmann, project manager at Böllhoff Inc. “Mixed-material stacks can feature steel, aluminum, new alloys and carbon fiber composites. An adhesive layer is required in between each stack.”
Before assembly begins, bulk fasteners are fed from a bowl feeder into a feeding rail on the loading station. The RIVTAC tool’s setting head is then docked to this rail, where 95 tacks are pushed from the rail into a magazine (located in the middle of the setting head between the pneumatic cylinder on top and the tool nosepiece).
During assembly, the nosepiece touches the metal surface and the cylinder pushes a tack out of the magazine at a speed of 20 meters per second. This acceleration rate produces enough energy for the tack to penetrate the material stack in just 6 milliseconds.
As it penetrates the stack, the tack displaces material into the threads on the shank, resulting in a form fit within the joint. When the tack reaches its final position, the cylinder raises back up to its starting position, and the cycle is repeated.
According to Shane La Rocca, project manager at Böllhoff Inc., the average cycle time to install each tack (including retracting the piston, moving the next tack into the holding chamber, and repositioning the tool tip) is 0.9 to 1.5 seconds. For increased versatility, the tool installs tacks from all angles and works with any tool changer. The tack also joins high-strength materials without distorting the part.
Process monitoring (PM) of each tack installation is possible on the HMI. The PM module measures, graphically displays (in process curves) and analyzes tack force and material displacement during installation. It also enables operators to store, recall and transfer process-curve data.
As proof of RIVTAC’s increased acceptance in manufacturing, La Rocca notes that a U.S.-based automotive OEM has been using 20 robot-mounted tools at one plant for the past several months. He says the company is also looking for other industries where the system would be a good fit, such as renewable energy, which uses solar panels and wind turbines.
It’s a Clinch
Consumer-electronics manufacturers increasingly prefer press-in micro fasteners, such as TA/T4 TackPin fasteners, to micro screws for keyboard assembly. One reason is the self-clinching fastener won’t loosen or back out due to vibration, says Mike Maloney, senior new product development engineer at PennEngineering. This fastener also shortens installation time and eliminates tapping, cross-threading and torque control concerns.
The TackPin fastener can attach a top metal sheet that’s 0.2- to 0.79-millimeter thick to a base metal sheet at least 0.89-millimeter thick and as hard as HRB 88. Installation involves preparing mounting holes in the top (1.47 millimeters OD) and bottom (1.02 millimeters) metal sheets, inserting the fastener into the holes, and pressing the fastener down (with the company’s PEMserter or other parallel-acting press) until its head contacts the top sheet. Blind mounting hole installation into base sheets is also possible.
“The fastener has a low-profile head that is aesthetically pleasing,” explains Maloney. “Its interference fit with tapered tip provides 360-degree metal contact.”
Another PennEngineering self-clinching fastener popular with electronics manufacturers is the SpotFast fastener, which comes in four types. Type SF permanently joins two metal sheets that may be too difficult to weld, feature dissimilar metals, or be of unequal thicknesses or ultra-thin. Installed fasteners are smooth with the top sheet, and flush or sub-flush with the bottom sheet.
SFP and SFW fasteners offer similar benefits. However, the SFP series is made from hardened stainless steel and designed exclusively for joining stainless steel sheets. SFW fasteners are used with a wave washer for single-point hinging applications, whereas the SFK type is for joining a top metal sheet to a bottom PCB, plastic or non-ductile sheet.
Top and bottom sheet-thickness requirements vary by type. SF and SFW fasteners specify a top-sheet maximum and bottom-sheet minimum thickness of 0.8 to 1.6 millimeters. For the SFP type, both requirements are 1 to 1.6 millimeters. SFK fasteners specify a maximum top-sheet thickness of 0.8 to 1.6 millimeters, and a minimum bottom-sheet thickness of 1.6 millimeters.
The fasteners also require different-diameter mounting holes to be punched or drilled into the top and bottom sheets. Depending on the specific fastener, the top-sheet hole must be 3 or 5 millimeters in diameter, and the bottom-sheet hole 2.5, 4 or 4.5 millimeters in diameter.
Installation (manual or automated) is a multistep process (after hole preparation) that varies a bit depending on fastener type. For SF and SFP fasteners, both sheets are placed on the PEMserter anvil and their through-holes aligned. The fastener is inserted through the top sheet and into the bottom one. After the press is activated, its upper-punch and lower-anvil apply parallel force until the fastener top is flush with the top sheet.
An SFW fastener is partly inserted into the top sheet and pressed down until its head is flush with the top sheet. This sheet is then turned over so its top surface rests on the anvil. A wave washer is placed over the fastener (concave side facing up), followed by the second metal sheet. Force is again applied to the sheets, but with a nominal gap of 1 to 2 millimeters between the bottom sheet and the anvil. When installed, the fastener bottom is flush with the bottom sheet.
The SFK fastener is also partly inserted into the top sheet and pressed down until its head is flush with the top sheet. This sheet is turned over, the PCB or plastic sheet is placed over the fastener (concave side facing up), and force is applied until the fastener bottom is flush with the bottom sheet.
Name, Data and Serial Number
Inventors make things that make life better. Robert Hallock (1902-1988) believed strongly in this philosophy during his 65-year career as an inventor of products for the public and industry. Two of his most well-known consumer products are the lever-handled ice cube tray and the disposable vacuum cleaner bag.
On the manufacturing side, the MetalTack fastener is one of his most-enduring inventions. Developed in the late 1970s, this fastener enables assemblers to quickly attach a thin-metal (0.01 to 0.125 inch) tag or plate to a finished metal product without predrilling holes or using adhesives. It can also be used to attach wire-tie mounts.
“MetalTacks eliminate the time, labor and other negatives of predrilling holes,” explains David Ashton, president of GripNail Corp. “Drilling requires the plate and base-material holes be perfectly aligned. More importantly, it creates metal chips that are difficult to clean up, and it can damage the part or equipment being labeled.”
After the MetalTack was invented, Hallock’s son Peter refined it and added it to GripNail’s product offerings in 1978. Peter Hallock had founded GripNail in 1966 as a company that specializes in products and equipment for fastening things to metal surfaces.
“Manufacturers in many industries often need to attach an aluminum or stainless steel plate to a finished part or piece of machinery,” says Ashton. “These plates usually measure 2 by 3 inches and contain prestamped or laser-engraved information, such as equipment-specification data or model and serial numbers. Caterpillar, for instance, attaches plates to its tractors, and Caterpillar’s Tier 1 suppliers attach plates to the tractor accessories they make, like a plow or tiller.”
Thousands of manufacturers have benefited from the MetalTack system, according to Ashton. Precision formed from a wire rod on automatic screw machines, the fastener initially was only made of alloy carbon steel. Since the mid-1980s, however, it is also available in stainless steel and tool steel versions. For added durability, the fastener is plated with zinc chromate.
Design-wise, the tack has three distinct sections: head, grip range (shank length) and point. The head is 0.04-inch thick and comes in diameters of 0.16, 0.19 and 0.25 inch. Six standard grip ranges are available (0.02, 0.03, 0.04, 0.06, 0.07 and 0.125 inch), all of which are recommended for installing a plate that is 0.01 inch thinner to ensure a strong grip in the base metal. For example, tacks with a 0.06-inch grip range are recommended for installing plates up to 0.05-inch thick.
The tack point is 0.062- or 0.106-inch long, features a locking groove at the top and penetrates metal as hard as HRB 100. Shorter-point tacks should be used with thinner plates. However, longer-point tacks offer the optimum withdrawal resistance, which is 70 pounds in aluminum, 100 to 200 pounds in cast iron and 250 pounds in steel. Custom MetalTacks are also available for applications as diverse as pivot points in pneumatic couplings and security markers in valve assemblies.
Tack installation is done using the GripNail 211 single-impact air tool or an automated cylinder press with integrated bowl feeder. Each tack is placed into the hole of the plate and fully driven into the base metal with a single impact. As the tack is inserted, the base metal displaces and forms a volcano shape at the bottom of the grip range. When the tack is fully driven, the displaced metal becomes permanently embedded into the fastener’s locking groove.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





