Screwdriving for Sheet Metal Assembly
High-strength alloys and ever-thinner gauges are complicating the process of fastening sheet metal assemblies


Sheet metal is still the material of choice for auto body components, white goods, electrical enclosures and other products.
However, the need to reduce weight and decrease cost is forcing engineers to specify thinner materials and lighter alloys. Where engineers once used 1-millimeter thick sheets, they are now using sheets that are 0.7 millimeter or even thinner. In many cases, extra fastening elements and manufacturing steps are necessary to use screws to assemble materials that are 0.25 times thinner or less than the nominal diameter of the fastener.
Fortunately, fastener manufacturers are devising a number of innovative ways to solve the challenges of assembling thin metal sheets. The following are some of the latest developments.
The Sheetite Screw
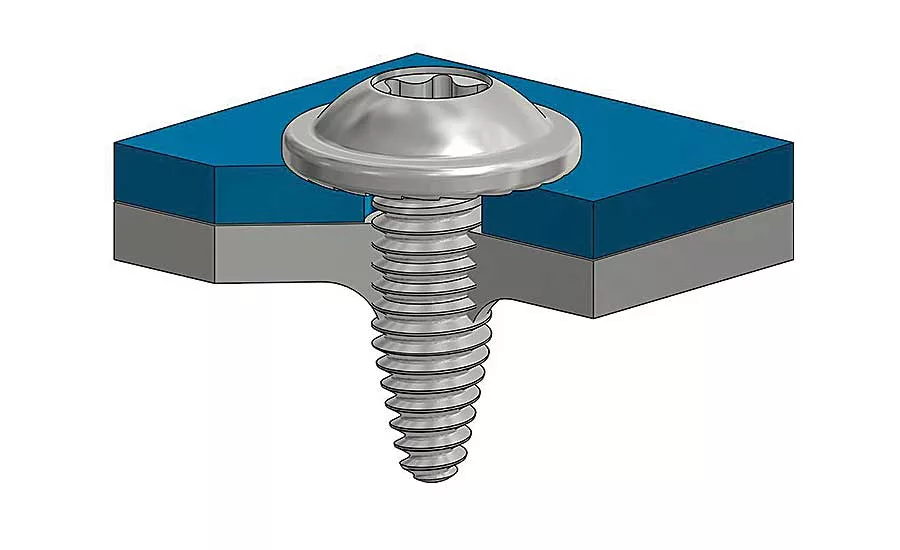
The Sheetite screw from Arnold Umformtechnik GmbH & Co. eliminates the need for preparatory processes, such as thread tapping, and for additional fastening elements, such as nuts. The fastener is screwed directly into a metal rim-hole or a predrilled metal sheet.
The joining process starts by positioning the screw. Thanks to its rounded tip, the Sheetite fastener finds the predrilled hole easily, even in the case of offsets or angular offsets. The roundness also protects components within the installation space.
During subsequent thread-rolling, the Sheetite penetrates the lower sheet and forms a threaded hole. Depending on the type of hole drilled beforehand, this pushes material in the direction of the joint, so that the penetration depth is greater than the original metal thickness. This also increases the amount of bearing thread turns inside the tapped hole.
As soon as the nut thread has formed completely, the fastener is drawn in until the head contacts the top sheet. At that point, the fastener is tightened like a conventional screw.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Depending on sheet thickness, the screw-in depth can increase by up to 60 percent,” says Jan Büchle, research and development engineer at Arnold. “As the joining process progresses, once the screw fastening has been completed and the head [is snug against the top sheet], a greater proportion of material is available to counter the overload from [tightening].”
The Sheetite screw is designed to connect two or more sheets placed one atop of the other, with a total thickness of 0.5 times the nominal diameter of the fastener or less. The sheets can be made of steel, aluminum, magnesium or other metals. The diameter of the predrilled holes in the sheets is flexible, so the process and assembly parameters can be adjusted optimally to each application.
No special fastening tools are needed to install the fastener. If a repair is needed, the formed threads can accept a conventional metric screw.
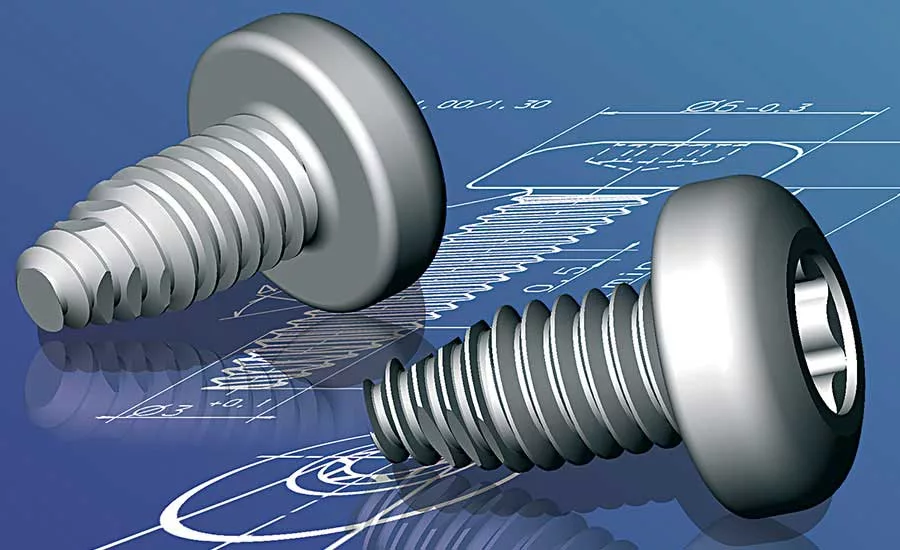
A unique aspect of the screw is that its shaft has two cross-sectional profiles. The different cross-sections ensure load relief and increase safety during installation. In the thread-forming area and during the transfer to the bearing thread section, the screw’s shaft has a polygonal cross-section. This ensures that the hole and thread are created without producing metal chips. In the bearing thread, closer to the thread run-out and screw head, the shaft takes on a round cross-section.
“The thread runout forms the end of the bearing thread section to the screw head,” says Büchle. “With thin metals, this is a function-critical characteristic. It must be designed as short as possible, due to the shorter screw-in depths and clamping thicknesses.”
Compared with conventional sheet metal screws, Sheetite has some unique advantages. “Due to their large thread pitch, conventional [sheet metal] screws increasingly skew to one side during the screw-in process and cannot be inserted vertically to the surface of the workpiece,” says Büchle. “The head does not sit evenly on the surface, and thus more load occurs on one side.
“In addition, sheet metal screws used to be overtightened because the material did not offer sufficient security for a reliable assembly when the screw-in depth was small. However, with increasingly stronger materials and greater screw-in depths, design engineers can now use conventional fasteners that can be applied directly into the metal.”
Cyclones and Hurricanes
ITW Shakeproof Group has designed a pair of sheet metal screws designed to prevent stripping problems in thin materials.
The Cyclone screw has a serrated helical shoulder that bites into sheet metal. This enables the screw to absorb higher tightening torque and thereby increase back-out resistance. Compared with conventional sheet metal screws, the Cyclone screw has a much wider operating range (the difference between the maximum drive torque and the minimum strip torque). Stripping problems are dramatically reduced.
The fastener’s large drive-to-strip torque ratio makes it ideal for automated assembly and permits the use of thinner sheet metal in many applications. The fastener can also be reused.
For particularly torque-sensitive applications, Shakeproof’s Ger-Nib feature can be incorporated in the Cyclone screw to increase strip-out torque. This feature consists of unique, aggressive protrusions on the underside of the screw head that absorb high driving torque and prevent stripping in thin-gauge sheet metal.
The torque-absorbing nibs are positioned at the outer perimeter of the screw head. They are higher on the advancing edge for better torque absorption. (A reverse taper is available with a high edge on the back side to resist reverse rotation and lock the fastener in place.) In addition to absorbing torque, the Ger-Nib scrapes through paint or plating to provide a secondary ground. Screws with this unique feature can accommodate a wide range of metal thicknesses.
Cyclone screws are also available as SEMS assemblies. Adding a washer under the head enables the fastener to span larger holes, protect fragile surfaces and distribute load.
The Hurricane screw can be installed in sheets 0.025 inch thick or thinner. The underside of the head is slightly dished. In addition, specially tapered ribs beneath the head cold-form ridges on the bearing surface as the screw is turned down, creating a positive torque brake.
The screw creates a positive torque brake in thin steel, aluminum or plastic. A wide operating range ensures maximum installation efficiency while eliminating rework associated with stripped screws. Less time is needed to fine-tune the drive torque, and operators do not have to be tentative about installation. Costs can be reduced because smaller Hurricane screws outperform larger conventional screws currently being used in thin sheet applications. Higher back-off torque ensures a tight, secure assembly.
The Hurricane screw produces minimal damage to the bearing surface; no burrs or slivers are created. The screw can be used with existing designs; there is no need to change the shape or size of the hole.
Laboratory tests conducted by ITW Shakeproof have shown that a competitive strip-resistant sheet metal screw produced wide variation in strip torque, averaging as much as 31.4 in-lb between minimum and maximum strip torque with a 8-18 screw installed in 0.025-inch thick steel. Such wide variation makes it difficult to predict at what point stripping will occur. To avoid rework and scrap, driver torque must be set to accommodate the minimum stripping value. In contrast, an 8-18 Hurricane screw installed in the same material showed a variation of just 12.9 in-lb between minimum and maximum strip torque.
Ecosyn Self-Cutting Screws
Ecosyn-drill and Ecosyn-MRX self-cutting screws from the Bossard Group drill their own hole and form their own mating threads. A specially formed and stamped drill point prevents any drifting around the surface of the component and allows rapid spot drilling. There’s no need to use a center punch to create a drilling point.
These screws can be installed with either electric or pneumatic tools at a speed of 1,000 to 2,500 rpm and a contact pressure of 150 to 300 newtons.
Made from case-hardened steel and passive-blue galvanized, Ecosyn-drill screws are particularly suited for use in assemblies made of aluminum and galvanized steel sheet up to a hardness of 125 HV.
Ecosyn-MRX screws are made from a martensitic, hardened and tempered chrome steel with higher resistance to corrosion (comparable to A2 grade stainless steel). The fastener can be used on aluminum sheet metal and rust-resistant steel sheet metal.
EJOT SHEETtracs
The SHEETtracs self-tapping screw from EJOT was designed to fasten thin metal sheets with pilot holes.
The screw’s shank has a circular cross-section to maximize the thread engagement area. The fastener’s threads have a 45-degree asymmetric flank angle: 30 degrees on the load flank and 15 degrees on the back flank. This creates a more stable female thread than the more common 60-degree flank angle. This results in higher stripping torque and greater pull-out resistance. It also enables the fastener to be unscrewed and reinstalled multiple times.
In the lower, conical part of the screw, the flank angle is reversed. The through-draft direction is the same as the fastening direction, which increases thread penetration depth. The thread-forming zone only affects the lead threads of the screw and ends before reaching the nominal diameter of the thread. This enables the screw to displace the sheet metal material mainly in the direction of installation.
The noncircular thread-forming zone enables simple, concentric insertion, resulting in easy fastening of the screw with less installation torque. Raised thread areas facilitate safe and secure penetration into the sheet material.
The thread pitch is comparable to a metric screw, so SHEETtracs and standard metric screws are interchangeable.
Installation torque depends on several parameters, including material strength, material thickness, surface treatments and the diameter of the pilot hole.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






