Clinching for Sheet Metal Assembly

As this image shows, six standard clinches are used to join a galvanized steel automotive band clamp for diesel exhaust components. Photo courtesy TOX Pressotechnik
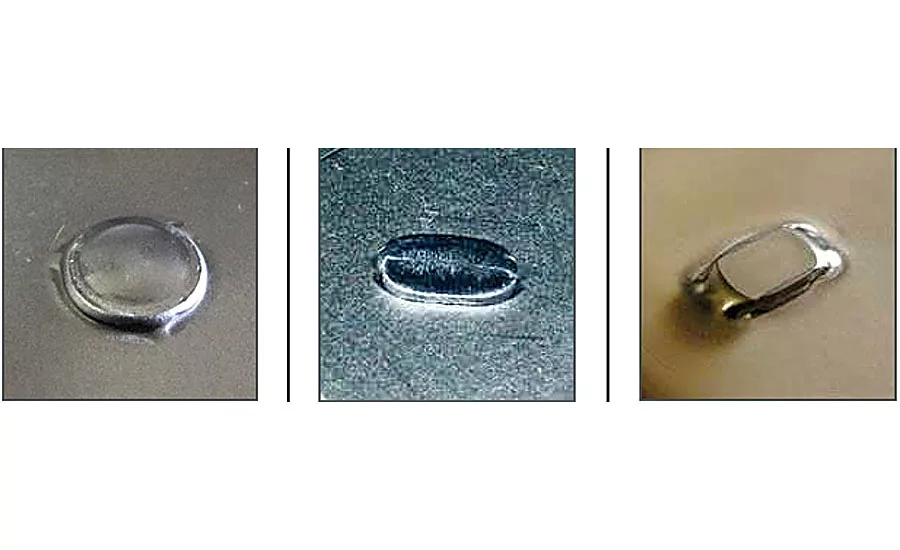
Clinching produces a joint similar to a press stud, with a round (left), oval or rectangular (right) button under the bottom sheet. Photos courtesy BTM Corp.

The floor-mounted Surelok III clinches smoothly and efficiently with 5 tons of force using only 90-psi shop air. To ensure accuracy, a laser points where the clinch will be made. Photo courtesy Norlok Technology Inc.
Battery powered, the handheld MCD 30/50 AH unit joins mildsteel stacks up to 3 millimeters thick and aluminum stacks up to 4 millimeters thick. Photo courtesy Eckold GmbH
There may be an expiration date on when a utility patent is no longer protected (17 years from issuance), but there is no time limit for manufacturers to implement a patented assembly machine or process. Quite often, manufacturers are quick to try a new machine or process. Sometimes, however, it takes many decades for an invention to catch on—and by that time, the patent is long expired and the inventor long dead.
This latter scenario definitely applies to the clinching process in use today to quickly and securely join two or more layers of sheet metal. Back on Oct. 18, 1897, German inventor Dr. Louis Thies was granted a patent for his press-joining system for metal sheets without fasteners. However, the process didn’t catch on in Europe until the mid-1970s, when automotive manufacturers began looking for ways to more quickly join sheet metal.
Within a decade, several suppliers there and in the United States had developed punch-and-die clinching systems. Today, clinching is widely used by automotive manufacturers and Tier 1s worldwide. Ford Motor Co., for example, clinches multiple layers of aluminum in several areas throughout its new F-150 truck.
Another automotive OEM uses several robot-mounted TZ joining tongs (guns) from TOX Pressotechnik to clinch aluminum hood assemblies at a high production rate. Each C-frame tong is powered by an electromechanical servo drive and equipped with sensors to record joint force and tooling displacement for every clinch joint. This data is displayed as a force-|displacement curve on an HMI for
statistical process control.
In the middle of 2015, after a few months of production, the sensors indicated an increase in the force level for several joints. The OEM joining manager called TOX in to investigate. After an initial evaluation, the stack height thickness was found to be correct.
But, upon further inspection, it was determined that the incoming aluminum was of a different composition than what was originally tested for this application. The TOX monitoring system did its job of catching out-of-tolerance points.
After the issue was determined, the hoods clinched with this aluminum that were isolated from production were rechecked. Their joint strengths were tested to make sure that the hoods met all the standards required for further production. Testing confirmed that the joints were more than strong enough, eliminating the need to scrap and replace the hoods.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Examples like this one are why clinching continues to increase in popularity in the automotive industry, as well as among appliance, HVAC and electronics manufacturers. For these companies, clinching’s quick operation, preservation of metal integrity, and wide range of installation systems make it the best choice for creating strong metal joints in hoods and trunks, refrigerators and washing machines, heating and ventilating components, and printers and computers.
(Inter)Locking is Key
When a sheet metal assembly application is not amenable to fasteners or welding, manufacturers have another option: clinching. In clinching, a punch pushes sheet metal into a die (supported by an anvil) to plastically form a mechanical interlock between the metal sheets. The process produces a joint similar to a press stud, with a round, oval or rectangular button (1 to 3 millimeters high, 1.5 to 26 millimeters in diameter) under the bottom sheet. Some supplier systems include a secondary process where the punch is raised and a specialty tool pressed against the button to make it flush with the underside of the bottom sheet.
“Manufacturers love that clinching joins metal sheets of similar or dissimilar materials and thicknesses,” notes Troy Waldherr, North American sales manager at TOX Pressotechnik. “The key is that the metal has an elongation of at least 10 percent.”
There are five methods of clinching, the most common being force-controlled. In this method, the punch forces the layers of sheet metal into the cavity of a rigid round die. Pressure exerted by the press forces the punch-side material to deform and spread outwards within the die-side metal until a preset clinching force is reached. The punch is then stripped from the material, and the die disengaged.
This clinching method typically takes less than 1 second. It is especially insensitive to variations in material thickness, because the material squeezing occurs outside of the rigid die.
A variation of the force-controlled method is hit clinching, which is available from Eckold GmbH on a special-order basis. Rather than forcing the metal layers into the die with a single stroke, hit clinching achieves the same result using 20 to 30 low-impact hits within 2 seconds.
Mike Neumayer, president of Lutz Precision Automotive LLC (which sells and services Eckold machines in North America), says manufacturers like that the method is performed with a small machine that creates small deformations. The method is also great for joining tubular metal sheets up to 2,000 millimeters long. Its only drawback is the extended hitting noise.
Whereas force-controlled clinching requires a rigid die, the displacement-controlled method uses a die with two movable sides (also called blades). During displacement-controlled clinching, the punch forces the layers of sheet metal into the cavity. However, when the lower material sheet contacts the bottom of the die cavity, material flows laterally and pushes the die sides outward until a preset clinching force is reached. After the punch has been manually or automatically pulled back and the die disengaged, the die sides close again.
The CONFIX method from Eckold involves pressing the top metal layer through a predrilled hole in the bottom layer, into a special rigid die. Material flows within the die cavity to form a thin interlocking button under the bottom layer. According to Neumayer, automotive manufacturers prefer this method when joining spring steel clips for attaching trim and headliners (composite material adhered to the inside roof) to vehicles.
A final clinching method is a combination cutting and deforming process often used by HVAC manufacturers. The die is rectangular, rather than round, and it features a cutout section that, during clinching, lances the metal sheets on the two long sides of the joint. Material between the two cuts is compressed, deformed and interlocked under the bottom sheet. The non-cut side remains intact and forms a slope from it down to the deformed material.
Neumayer says HVAC manufacturers use the cutting-and-deforming method when the application requires somewhat thicker materials or more than two sheets, and adequate shear strength rather than optimum metal interlocking. The manufacturers also like that the tooling requires lower joining forces than interlocking tooling.
A big Stack of Benefits
“Most customers use clinching to join a two-layer stack, but some of them need to join three or four layers, depending on the application,” explains Jeff Boatright, vice president of operations at Norlok Technology Inc. “The only requirement is the tooling must access the top and bottom sides.”
Clinching is typically used to join individual sheets from 0.1 to 3 millimeters thick, and stacks of two to four layers from 0.2 to 13 millimeters thick. Metals that can be clinched include regular, mild, stainless, spring and specialty steel; aluminum sheets and extrusions; magnesium; brass; and copper. An adhesive or fabric may also be clinched between any two layers. In addition, paint, galvanization and coatings are not damaged by clinching.
Suppliers say the process works best with a total stack thickness of 1 to 4 millimeters. If the sheets are different thicknesses, the thicker sheet should be pushed into the thinner one. Common joint types include a simple overlap and flange, an overlapping corner, and a round tube to a flat sheet. Ideally, the parts should overlap by 10 millimeters in the joining area.
Clinching systems range from handheld units (trigger-activated, C-frame), to table-mounted units and large, standalone automated machines. The power source can be hydraulic, pneumatic, hydropneumatic or electric, as long as it creates enough force to flow the metal and create the interlock. Pressing force can reach up to 350 kilonewtons (40 tons), depending on the size, thickness and composition of the metals.
The punch and die are standard components and typically have a useful life of more than 250,000 joints. They need to be the same diameter (1.5 to 12 millimeters) to ensure proper alignment, metal insertion and a quality clinch.
One of the earliest clinching systems brought to market is still in use today: the Lance-N-Loc from BTM Corp. Glenn Koenigbauer, standard product development manager at BTM, says the system was first developed in the late 1970s for a local General Motors plant. The manager there was looking for a way to join steel sheets quicker than using fasteners or spot welding.
Today, manufacturers in many industries (automotive, white goods, HVAC, consumer electronics and steel framing) use Lance-N-Loc. Koenigbauer says some customers use it to clinch up to seven layers of metal for gaskets and diaphragms used in various parts.
More recently, the company introduced the V-Loc system, which creates a joint button featuring a raised spherical inner diameter with a concentric outer ring. This design is intended to give the appearance of a more traditional fastener, while providing a strong, vibration-resistant and leak-proof joint. Koenigbauer says the system is ideal for clinching the thinner, stronger aluminums being brought to market that do not form easily.
The floor-mounted Surelok III from Norlok clinches smoothly and efficiently with 5 tons of force using only 90-psi shop air. It features a 25-inch throat and easily adjustable 2.5-inch stroke. To ensure accuracy, a laser points where the clinch will be made. Punch and die changeover is simple and takes only 2 minutes. Options include rectangular tooling for stainless steel and reversible tooling, which allows the punch or die to be mounted in the upper or lower tooling.
The strength of a clinched joint depends on the size of the punch and the thickness of the materials. For example, a 4.6-millimeter punch used in the Surelok III on two mild-galvanized steel sheets 0.56 millimeter thick will produce a joint with a peel strength of 70 pounds and a pull strength of 285 pounds. The same punch used on two mild-galvanized steel sheets 2 millimeters thick will produce a joint with peel and pull strengths of 300 and 1,000 pounds, respectively.
TOX’s mini-handheld CMH 03.45 tongs produce 5 tons of press force at 5,800 psi. The C-frame unit is driven by a pneumohydraulic intensifier and a HZ 40 hydraulic cylinder.
Waldherr says the standard tongs feature axial joining direction, one- or two-hand controls, and are available with a throat depth of 50, 75 and 100 millimeters. If necessary, the unit can be customized to the application or used in a machine with an indexing slide or simply fixture mounted.
Last year, Eckold brought its battery-powered MCD 30/50 AH handheld unit to market. It weighs only 15 pounds, but offers 5 tons of clinching force. It joins mild-steel stacks up to 3 millimeters thick and aluminum stacks up to 4 millimeters thick. A rotating head allows the operator to perform clinching in corners without having to change position. Charging time is 22 minutes, and cycle time is about 4 seconds. According to Neumayer, the model is designed primarily for HVAC and channel-letter signage manufacturers.
“Getting companies to shift from riveting and welding to clinching was a hard sell initially, but not anymore thanks to great advances in equipment,” concludes Waldherr. “Years ago, machines had limited control. Now, they are fully controllable and feature press actuators that are accurate to within 10 microns.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






