Boeing's Innovative Aircraft Changed Aviation and Manufacturing History

A letter from an executive at TWA airlines prompted Douglas engineers to create the DC-3 in the mid-1930s. Photo by Austin Weber

The DC-3 revolutionized the commercial aviation industry. Photo courtesy Boeing

The DC-3 featured an advanced, multicellular wing structure. Photo courtesy Boeing

Douglas produced more than 10,000 DC-3s in the late 1930s and early 1940s. Photo courtesy Boeing

During World War II, North American Aviation’s assembly line was incredibly efficient. Photo courtesy Boeing
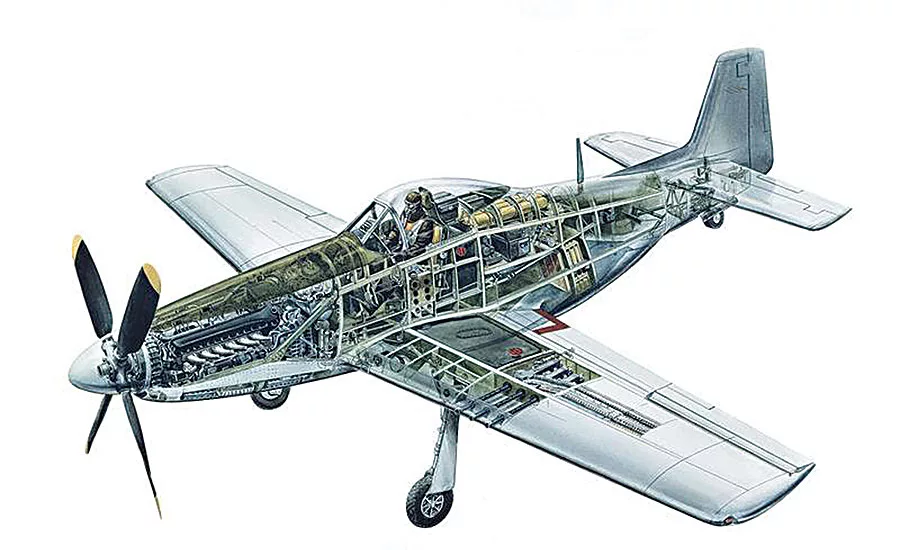
The P-51 Mustang was legendary for its speed, range and maneuverability. Illustration courtesy Boeing

More than 12,000 P-51 Mustangs were built at North American Aviation’s main factory in Ingleside, CA. Photo courtesy Boeing
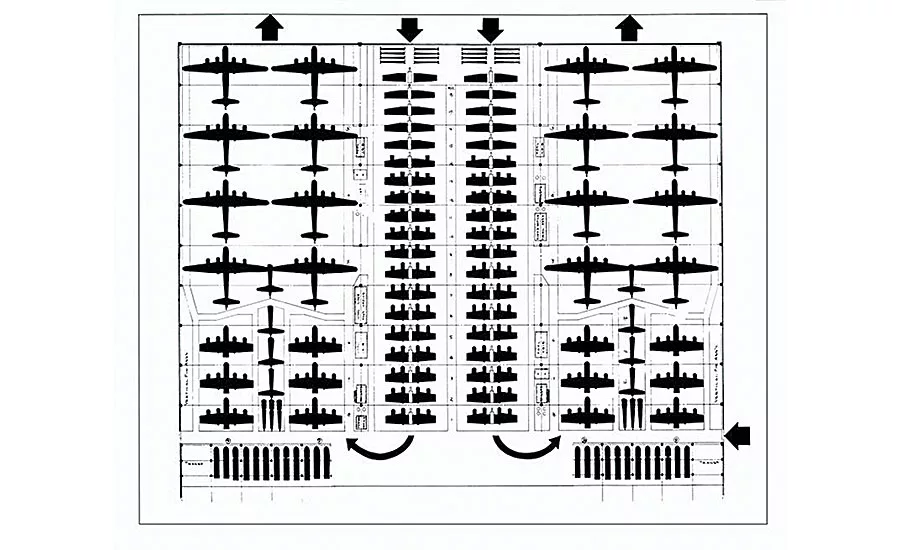
Boeing engineers developed a “multiline production system” to build B-17 bombers on short assembly lines. Illustration courtesy Boeing

Boeing and Douglas massproduced more than 12,000 copies of the B-17 Flying Fortress. Photo courtesy Boeing

The B-47 forced Boeing engineers to revise old manufacturing techniques and devise new ones. Photo courtesy Boeing

Engineers had to design and build more than 60,000 separate jigs and tools to produce the B-47 bomber. Photo courtesy Boeing
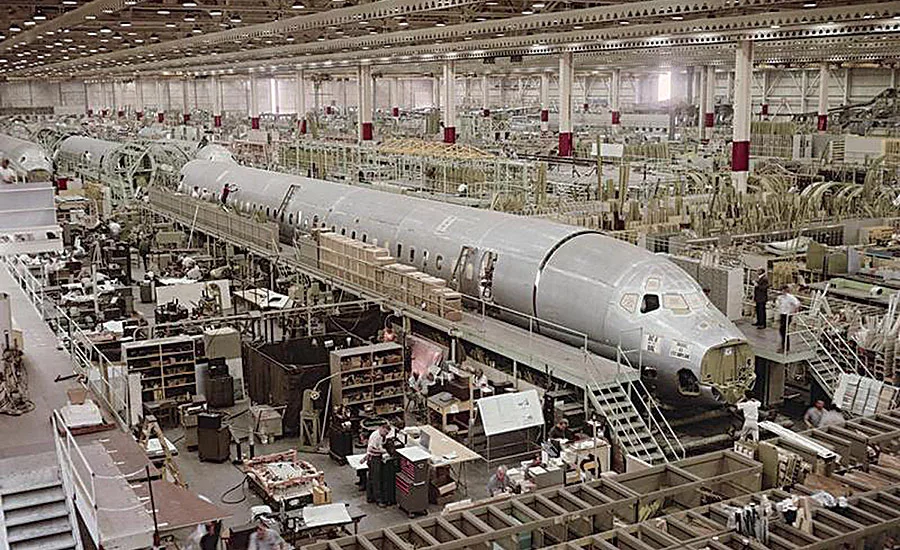
The DC-8 was assembled in the first factory built for the exclusive manufacture of commercial jet transports. Photo courtesy Boeing

Long fatigue life and failsafe assurance were the major structural quality goals in the design of the DC-8. Photo courtesy Boeing

The XB-70 Valkyrie pushed the envelope in terms of new materials and production processes. Photo courtesy Boeing
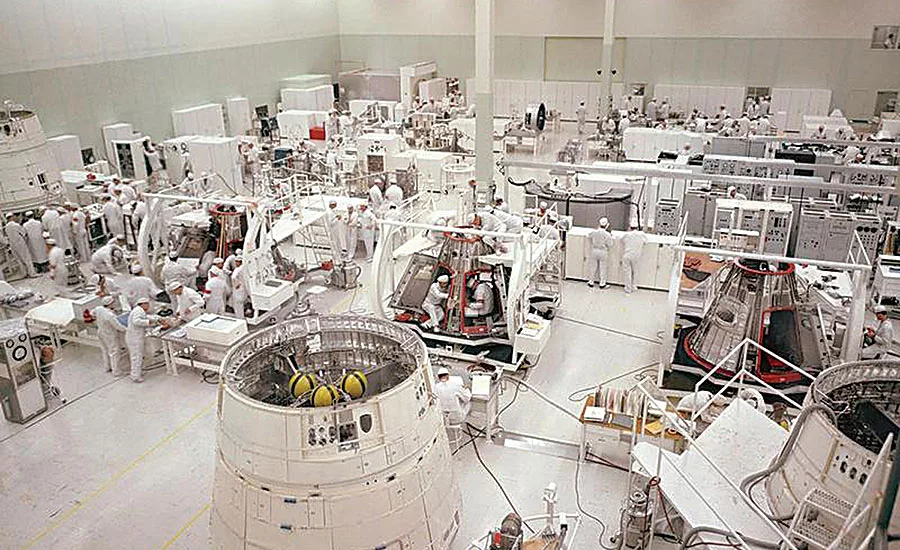
McDonnell engineers used modular assembly techniques to produce the twoman capsules used for Project Gemini. Photo courtesy Boeing
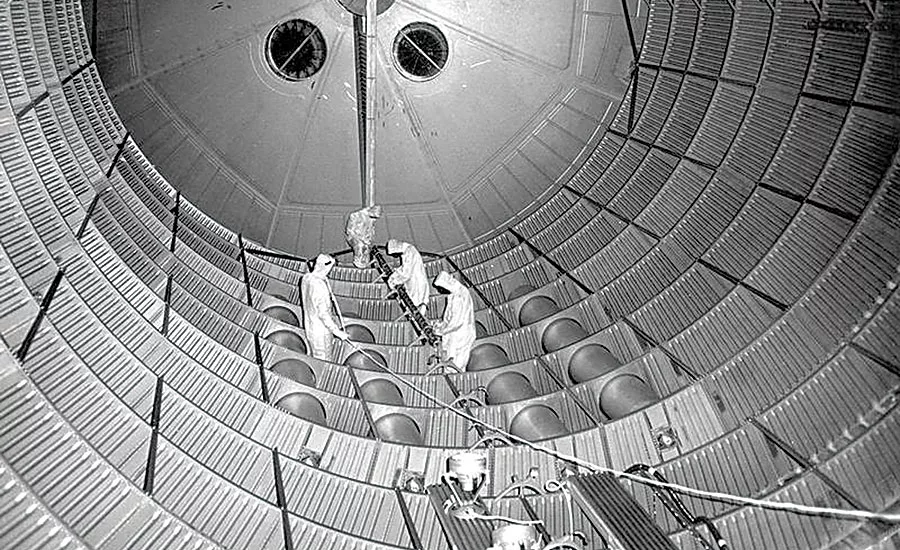
Boeing built the 12-story tall first stage of the Saturn V moon rocket. Its massive size dwarfed assemblers. Photo courtesy Boeing

North American Aviation assemblers wire the heat shield of the Apollo command module. Photo courtesy Boeing
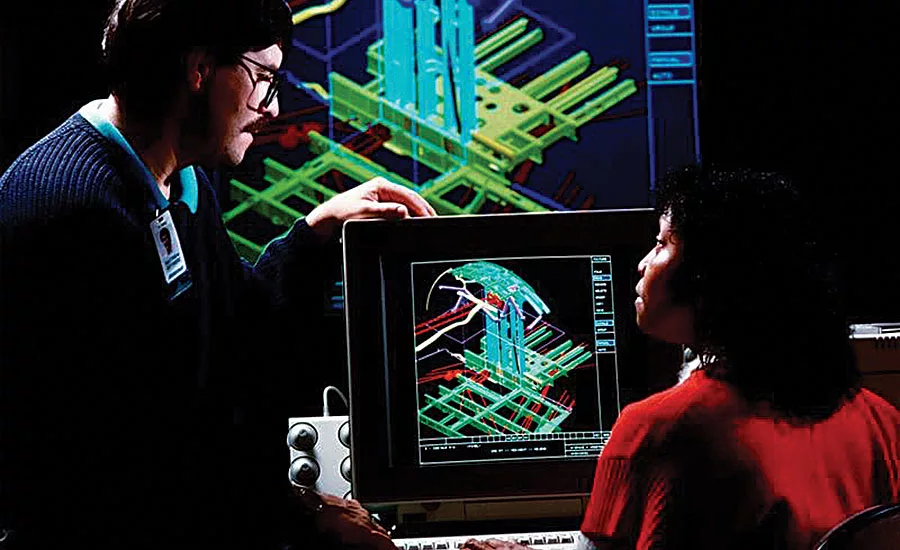
When it debuted in 1994, the 777 marked a huge turning point for Boeing. It was the first jetliner to be 100 percent digitally designed and preassembled. Photo courtesy Boeing
Boeing and its heritage companies, such as Douglas Aircraft Co., McDonnell Aircraft Corp. and North American Aviation Inc., have produced hundreds of different types of airplanes, helicopters, missiles, rockets, satellites, spacecraft and other flying objects over the last 10 decades.
The products have evolved from fabric-covered biplanes to stealthy unmanned aerial vehicles. In between there’s been flying boats, supersonic bombers, jetliners and space planes.
However, those cutting-edge products have challenged generations of engineers. They’ve forced them to develop new materials, create new material handling techniques and tackle new assembly processes.
Incredibly, most of the game-changing aircraft discussed below were created at drafting tables with paper, pencils, compasses, protractors, slide rules, T-squares and other basic tools that most engineers today have never touched.
Some of the iconic planes were built for war; others were instruments of peace and prosperity. But, they all pushed the envelope further and inspired new aerospace production tools, technologies and techniques.
Industry Workhorse
On Aug. 2, 1932, the vice president of Transcontinental and Western Air Inc. (TWA) sent a two-page letter to a handful of aircraft manufacturers. He requested an all-metal “trimotored transport plane” and outlined weight, performance and power spec- ifications. TWA wanted an airplane that was fast, safe, reliable and capable of crossing the Rocky Mountains all year long.
That letter eventually spawned the DC-3, the plane that revolutionized the commercial aviation industry. Unlike Boeing, Douglas Aircraft Co. had never built an airliner. But, the company’s engineers in Santa Monica, CA, jumped at the opportunity. In less than a year, they developed a plane that far exceeded TWA’s expectations.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The Douglas Commercial Model One (DC-1) debuted in 1933. TWA immediately placed an order for 20 more planes that were faster and had a longer range (they were dubbed DC-2s). The aircraft became an instant hit when it entered service in 1934 between Chicago and Newark, NJ. During its first week in service on that route, the plane broke the speed record four times.
Douglas built more than 150 DC-2s for a variety of commercial and military customers. American Airlines ordered an updated version of the plane with an even wider fuselage. When it debuted in 1935, the DC-3 could accommodate up to 28 passengers in regular seating or 14 passengers in an aircraft equipped with sleeping berths similar to Pullman railroad cars.
Douglas engineers used a rounded, stressed-skin semimonocoque fuselage, backed by aluminum-alloy stiffeners that ran around its inside like barrel hoops. They also decided to build a plane with only two engines. Without an extra engine at the nose of the aircraft, they reasoned that it would eliminate aerodynamic drag, reduce noise and vibration in the cockpit, and eliminate gas lines and fumes in the cabin.
The engines were housed in streamlined nacelles out in front of the wings where turbulence would be reduced. They each contained a two-pitch propeller that allowed pilots to angle the blades for maximum power at takeoff and then straighten them for more efficient travel in level flight.
Under the direction of chief engineer James “Dutch” Kindelberger, Douglas conducted extensive aerodynamic tests at a new wind tunnel housed at the California Institute of Technology. They ended up with wings that featured a swept-back shape that no previous plane had used.
The aircraft also incorporated an advanced, multicellular wing structure designed by Jack Northrop, whose company and inventions Douglas had recently bought out. It used a weblike internal structure in which span-wise shear webs replaced conventional wing spars.
The wing was assembled in three pieces. A flanged and bolted joint designed by Northrop allowed it be easily taken apart or replaced. In flight, the flexible wing carried the entire weight of the plane. Its upper surface worked under compression and its lower surface in tension.
Another innovation was wing flaps, which had never been used on a large plane. They enabled pilots to fly fast and land slow.
The main competitor to the DC-3 was the Boeing 247. When it debuted at the 1933 Century of Progress world’s fair in Chicago, the streamlined plane boasted new levels of comfort for passengers, including low vibration, sound proofing and plush seats.
The 247 also featured innovations such as retractable landing gear and wing deicers. In addition, Boeing engineers designed the plane with an allmetal, semimonocoque, stressed-skin fuselage and internally braced, cantilevered wings.
However, the DC-3 was faster than the 247 and could seat twice as many people. It was the first airliner that could turn a profit by only carrying passengers.
The DC-3 achieved a level of safety, comfort and sophistication that changed public perception about air travel. By 1939, 75 percent of all airline passengers were flying onboard DC-3s.
Douglas eventually built 455 commercial versions of the aircraft and more than 10,000 military models. Today, hundreds of DC-3s are still flying in remote parts of the world, transporting passengers and cargo.
Legendary Warbirds
World War II was assembly’s finest hour. Boeing, Douglas, McDonnell and North American factories operated around the clock. Engineers often slept on cots to ensure that the assembly lines keep humming. And, because many of the plants were located on the West Coast, they were camouflaged to prevent the possibility of an aerial attack.
Boeing and its heritage companies produced thousands of aircraft during the war, including bombers, fighters and transports in all shapes and sizes. The most famous of them all was North American Aviation Inc.’s P-51 Mustang.
The sleek plane was equipped with deadly 50-caliber machine guns mounted under the nose and in each wing. The Mustang was legendary for its speed, range and maneuverability. In fact, the aircraft scored more air-to air kills than any other Allied aircraft and served in all theatres of combat.
The P-51 Mustang also incorporated many innovations, including the first use of a laminar flow wing. In addition, NAA engineers used plastic for many parts that were traditionally made out of glass and metal. By using plastic components, they shaved more than 50 pounds off the weight of the aircraft, which helped make it extremely agile.
Lightweight materials also helped boost productivity. For instance, plastic instrument vacuum manifolds could be produced at the rate of two per minute. When built of aluminum, it took nearly an hour of machining time to create one unit.
Engineers developed a thermoelastic process to mass-produce more than 75 different types of phenolic plastic parts, such as ammunition boxes and trim tabs. Laminate sheet was heated and placed into a form die. When pressure was applied, the sheet was formed into the contour of the die.
Several different versions of the P-51 aircraft were produced. Engineers even developed a unique variant called the Twin Mustang that featured two fuselages sharing one wing.
More than 12,000 P-51 Mustangs were built at North American’s flagship factory in Ingleside, CA. During the war years, the facility was one of the most efficient factories in the world. In fact, the plant set a production record when it delivered 571 fighters in just one month.
NAA set up an extremely efficient assembly line under the watchful eye of Dutch Kindelberger, who joined the company in the mid-1930s after he left Douglas. His production system enabled parts and components built on subassembly lines to smoothly flow together on the final assembly line.
Kindelberger and his colleagues adapted automobile-style production techniques. For instance, a continuously moving line featured 17 workstations, multiple conveyor systems and feeder lines. Carriers and jigs ran on inverted angle iron rails embedded in the factory floor.
Fuselage interior work was accomplished on a 415-foot long conveyorized line. “Employees applied the necessary protective paint; electrical, hydraulic and fuel cell components were installed; riveting, electrical check operations and other inspections were performed; then, finally, right and left fuselage sides were mated together,” says John Fredrickson, a retired Boeing employee who is the author of Warbird Factory (Zenith Press).
“The floor-mounted fuselage pickup lines were 1,300 feet in length,” adds Fredrickson. “On these, more electrical and hydraulic components were added. The engine, empennage, radio, oxygen systems, canopy and cowling were then installed, all without pause of forward motion.
“Final assembly was accomplished on a third conveyor 600 feet long where wing and fuselage came together; more hydraulic connections were made; armor plate was added; and seats and propellers were installed,” explains Fredrickson.
“A 560-foot outdoor moving conveyor was designated as the engine run-up line,” notes Fredrickson. “There, airplanes were secured wingtip to wing-tip. Engines were run at full power and radios were checked while the airplanes moved sideways until it was time to be towed to a delivery spot.”
The Ingleside factory also featured a variety of fine-tuned subassembly lines spread throughout the factory that were connected by an overhead conveyor system. For instance, wing assembly was a highly orchestrated process timed to the fuselage assembly line.
“A feature of the leading-edge wing line that has contributed considerably to its efficiency is the extreme to which the work is broken down,” said Ralf Ruud, assistant factory manager, in an article that he wrote for the July 1943 issue of Aviation magazine. “So specialized are the jobs that only one, two or three persons work in each station.
“Because they do only one or two small phases of the work in each of these stations, and there is no congestion of workers, they become highly proficient and can do their assigned jobs while the line moves slowly through the station,” added Ruud.
“Another feature of this line is overhead compressed and electric lines, with tools suspended from them on trolleys that travel with the work through the station,” Ruud pointed out. “This eliminates floor congestion and prevents excessive breakage of tools and snarls of hose and electric cords that would interfere with the movement of workers.
“One of the unusual features of the master jib, where trailing and leading edge sections of the wing panels are riveted together, is the accessibility provided,” claimed Ruud. “Work progresses on both the top and bottom of wing surfaces simultaneously as the sections pass steadily through the stations of the line.
“Throughout the plant, stock is stored adjacent to its point of use,” explained Ruud. “There is no routine or paper work involved in obtaining it. The installer merely reaches over to the bin and takes out a part as he needs it.”
The other aircraft credited with winning World War II was the B-17 bomber, which was assembled by both Boeing and Douglas. The two companies mass-produced 12,000 copies of the four-engine plane.
The “Flying Fortress” was so well built that many air crews limped back to their bases in shot-up fuselages with only one or two engines in operation. It inspired the phrase “on a wing and a prayer” and was immortalized in several Hollywood movies.
Douglas engineers developed a flow line to build the bomber at the company’s main plant in Santa Monica, CA. Although the assembly line was located in a building that was only 700 feet long, a series of switchbacks gave the line a total length of 6,100 feet.
The assembly line featured an overhead conveyor system and a series of gravity-roll tracks. It helped Douglas boost productivity by 150 percent, while floor space was increased by only 30 percent.
Main and subassembly lines were mounted on travelling tubular jigs that were synchronized to the same production speed and coordinated through a central control panel. Left and right-side fuselage half shells were riveted together on the moving lines. Then, air ducts, wiring harnesses and other components were installed before the two shells were mated together.
Left- and right-side wings travelled on overhead conveyors at synchronized speed and were joined to the fuselages before engines and landing gear were attached. Part racks built into line positions were fed and replenished by overhead monorail conveyors. The flow line utilized the slope of the factory floor through the last 800 feet of production and inspection.
In 1941, Douglas built a new 1.4-million-square-foot plant in Long Beach, CA. The “blackout” factory was designed to “continue production with minimum interruption under even the most grim attack from the air.” The state-of-the-art plant had many unique features, such as air conditioning and fluorescent light fixtures.
It also used straight-line material flow and assembly lines “so that there is no backtracking or cross-moving of materials and assemblies,” explained an article in the October 1941 issue of Aviation. “Overhead cranes provide rapid handling of all parts and materials. Along the assembly lines, both in fabrication and final assembly, wing and fuselage jigs are set on tracks and are moved by mechanical power at regular intervals.”
Douglas engineers also developed a wide variety of new equipment for the plant, such as a station that tested inner wing electrical systems before each wing was joined to a fuselage. A Douglas-devised gantry drill could quickly and accurately create hundreds of rivet holes through hollow-square spare chord extrusions and mating caps.
To ramp up production of the B-17, Boeing engineers used a different strategy than their colleagues at Douglas. They developed a series of short assembly lines in the early 1940s.
The “multiline production system” was designed to better utilize factory floor space, labor and equipment. Major portions of the bomber were preassembled and then transferred to the final assembly line to be joined to the fuselage.
“While in some respects multiline production might be compared to prefabrication, it goes much farther,” claimed H. Oliver West, executive vice president of Boeing. “It involves precompletion of the major portions of the Flying Fortress, simplifying final assembly into merely a joining and hooking-up process.
“The main difference between multiline production and the popular conception of assembly line production lies in the fact that the final assembly line has been almost eliminated, thereby reducing the factory space required for manufacturing,” explained West in an article that appeared in the February 1943 issue of Boeing News.
“It has been Boeing’s endeavor to shorten the travel of the product from raw materials through to final assembly and thereby to simplify the manufacturing process,” added West. “This can be accomplished in an integrated plant under a single roof, with a simplified production system.
“Multiline production reverses the aircraft industry’s practice of assembling a plane into its final form at the earliest possible moment in manufacturing,” West pointed out. “Boeing, instead, delays final assembly until just before it reaches the factory door. There the aircraft is put together and rolled out, ready to fly.
“Boeing has divided the Flying Fortress into seven major parts,” said West. “Each portion is built and assembled completely, including wiring, tubing, cable assemblies and all other installations. Final assembly becomes merely a fixture at which the major portions of the aircraft are joined together, and a station at which the wires, tubes, controls and cables are connected.
“Instead of one elongated assembly line, carrying the entire plane in its final form through the many stages of assembly, Boeing uses several production lines, which, because they make but one portion of the aircraft, can be arranged compactly on the floor,” claimed West.
The multiline production system was extremely productive. Boeing assembled 6,981 B-17 bombers at its main factory in Seattle. It also relied on branch plants that built subassemblies in five towns scattered around the Puget Sound area.
Like their colleagues at Douglas, Boeing engineers developed a wide variety of production equipment in-house, such as an automatic spot welder and a hydraulic punch press. The welder performed 62 spot welds a minute. The circumferential hydraulic press increased stiffener production by 45 percent.
Cold War Warrior
After mass-producing a series of successful military aircraft during World War II, Boeing built its first jet-powered bomber in the late 1940s. The B-47 Stratojet became the backbone of the U.S. Air Force during the Cold War.
The groundbreaking airplane was the world’s first swept-wing multiengine bomber. It represented a milestone in aviation history and a revolution in aircraft design. In fact, every large jet aircraft today is a descendant of the B-47.
Up until 1947, all planes used straight wings that were positioned perpendicular to the fuselage. However, wind tunnel tests indicated that the straight wing did not use the full potential of jet-engine power.
Boeing engineers made a radical decision to use slender 35-degree swept-back wings. Aluminum skin thickness varied from 5/8-inch to 3/16 inch. Another innovation pioneered on the B-47 was the concept of placing the engines in pods suspended under the wings.
Once airborne, the six-engine jet broke speed and distance records. In 1949, it crossed the United States in under four hours at an average speed of 608 mph. The B-47 needed defensive armament only in the rear, because no fighter was fast enough to attack it from any other angle.
The plane became the foundation of the U.S. Air Force’s newly created Strategic Air Command. Between 1947 and 1956, more than 2,000 B-47s were built, mostly at Boeing’s factory in Wichita, KS. The swept-wing design of the plane also inspired the Boeing 707 jetliner, which debuted a decade later.
While the B-47 ushered in a new era of aviation, it also created a host of production problems, forcing Boeing engineers to revise old manufacturing techniques and devise new ones.
The bomber required four times as much effort to build than its World War II counterparts, due to its larger size and increased complexity. The B-47 weighed 185,000 pounds vs. the B-17, which only weighed 38,000 pounds.
The B-47 used 52,000 different kinds of parts. Many of them were sourced from more than 3,000 suppliers. In fact, 40 percent of the subassemblies were manufactured by subcontractors.
Engineers had to design and build more than 60,000 separate jigs and tools. One of them, the wing jig, required the drilling of 15,000 holes with tolerances of 0.0005 to 0.004 inch. Boeing invested more the $29 million in its Wichita factory to ramp up production. Douglas’ factory in Tulsa, OK, also built B-47s.
“Where the planes of yesterday were built with chalk lines on the floor as a guide, today airplanes are built in four-story jigs aligned by precision optical sights,” explained an article in the July 1951 issue of Boeing magazine. “The tooling job today is far greater than actual construction was a short time ago.
“World War II airplanes had wing skin comparatively thin—1/8 of an inch being the thickest of B-29 skin,” noted the article. “Today, on the B-47 the skin has thickened to 5/8 of an inch in [some] portions, and it is applied in huge plates more than 24-feet long. Spars inside the wings are nearly 30 feet long.
“With this type of construction, the wings can be thin yet extremely strong—the requisite for near-sonic speed,” the article pointed out. “With this all-important thinness, however, the skin of these wings must withstand not only aerodynamic forces but more of the stress of supporting the airplanes as well.
“Rivets such as those used during World War II for fastening wing skin have no place in such construction,” added the article. “The new method for fastening is through 15,000 precisely machined holes, with countersunk high-shear ‘Huck’ rivets whose drive-expanded, threaded shanks are held firmly by ferrules.
“Reason for the new fastening is that through flexing of the wing in flight, the greatest strain is ‘in shear,’ or across the fastening of skin splices— and the heavier, bolt-like Huck rivets are needed to withstand such strain,” claimed the article. “Coupled with the thick skin, they make each wing tough and sleek as it slices through the air.
“After the rivets are driven, their heads, if they are of duralumin, are machined perfectly flat and level with the wing surface or, if of steel, are recessed five-thousandths of an inch and the slight cavity thus formed is filled with plastic,” said the article. “Finally, the entire wing is polished. From its root at the body to its tip, it becomes a glass-smooth blade of exceptional aerodynamic efficiency.”
One challenge assemblers faced was countersinking 15,000 close-tolerance holes. The laborious process required a minimum of four minutes per hole. To improve throughput, Boeing engineers devised a portable, self-attaching tool called the auto-sink. The air-powered device allowed operators to countersink a 0.5-inch hole in only 30 to 40 seconds, reducing production costs by 90 percent.
In addition to aluminum and stainless steel, the high-speed, high-altitude bomber used lightweight materials, such as magnesium and titanium. Plastic was also used for some applications, such as for flush-mounting radio antennas without affecting the aerodynamic integrity of the airplane.
Boeing engineers experimented with metal bonding as a substitute for some traditional riveting and welding applications. They also developed new production tools, such as a saw that skimmed skins after they were attached to framework. This eliminated the tedious task of trimming the skin edges, which previously had to be done before the skins were fastened.
Jet Age Pioneer
The DC-8 was the first Douglas jetpowered transport. It culminated 12 years of study and was the successor of four-engine propliners such as the DC-6 and the C-54 Skymaster.
The innovative plane entered service simultaneously with Delta Air Lines and United Airlines on Sept. 18, 1959. Powered by four jet turbine engines, the DC-8 was capable of speeds of more than 600 mph.
In a test dive, the plane became the first commercial transport of any kind to break the sound barrier. Throughout its 14-year-long production run, the DC-8 went through seven major variants, for a total of 556 aircraft.
The jetliner was assembled in a $20 million facility in Long Beach, CA. It was the first factory built for the exclusive manufacture of commercial jet transports. The 26-acre facility consisted of two large buildings: one for structural assembly and one for final assembly. An extensive network of overhead traveling cranes could transport subassemblies throughout the factory.
Long fatigue life and fail-safe assurance were the major structural quality goals in the design of the DC-8. (That was important, because many people were afraid to fly on jetliners due to several catastrophic accidents in which planes suffered sudden decompression and broke up in flight. The cause was metal fatigue in the airframes.)
Window frames on the DC-8 were solid, tapered and fabricated from a single piece of metal. Wings were fabricated entirely out of 7075 aluminum.
However, the jetliner also used a half-ton of titanium in its airframe to improve structural integrity and reduce weight. “This represents the most significant use of the weightsaving and permanent corrosion resistance properties of titanium metal in application areas other than jet engines,” claimed an article in the December 1959 issue of ASSEMBLY.
Bands of titanium were riveted at 18-inch intervals around the circumference of the forward section of the fuselage to guard against cracks and prevent sudden depressurization during flight.
“Another measure to extend the fatigue life of the DC-8 wing is demonstrated in the automatic drilling and riveting of skin and stringer in one operation on Drivmatic machines to assure uniformity and even distribution of stresses,” said an article in the September 1959 issue of ASSEMBLY written by D.H. Voss, the general superintendent of Douglas’ Long Beach plant.
“With this type of construction, the entire DC-8 wing tank assembly becomes a single structure of unique integrity and strength,” claimed Voss. “The National Aeronautics and Space Administration riveting method is used.
“Smooth surfaces and closely fitted joints are characteristic of all the structures in the DC-8, whether they are large or small,” explained Voss. “High-tension-type fasteners are used throughout the fuselage.
“In attaching fuselage skins to frames, stringers and doublers, the NASA riveting method again is used,” added Voss. “This work is accomplished by using Douglas-designed Manco Crispin riveting machines. These semiautomatic machines make a uniform fastening while a clamping action holds the members together under a pressure of 1,750 pounds per square inch.
“On the external surface, rivets are upset into countersunk cavities and shaved smooth,” Voss pointed out. “Sealing qualities and fatigue life are greatly improved by this method and there are no irregularities on the exterior of the cabin to cause drag.
“An interesting production technique is employed in the trailing edges of the wing and control surfaces,” claimed Voss. “A billet of unexpanded aluminum honeycomb is milled into a flap vane template and expanded to full scale in all dimensions. It is inserted in the formed vane skin and bonded to provide a lightweight structure of extreme rigidity and fully controlled contour.”
Similar to the DC-3, the DC-8 debuted after Boeing had already unveiled a similar aircraft. The 707 was unveiled in 1957. It was the culmination of five years of development work, including more than 4,000 hours of wind-tunnel tests.
The 707’s wings were sharply raked back at a 35-degree sweep angle like the B-47 bomber. The wing was also fitted with both high- and low-speed roll control surfaces. However, unlike the B-47, the wing was below the fuselage rather than on top.
Although the wing sweep of the 707 made it faster than the DC-8, the Douglas plane had a longer range and more capacity. (It featured six-abreast seating vs. five-abreast seating in early versions of the 707.) Boeing eventually widened the fuselage 4 inches to make the 707 1 inch wider than the DC-8.
Supersonic Wonder
In the late 1950s, engineers at North American Aviation developed a supersonic strategic bomber for the U.S. Air Force called the XB-70 Valkyrie. The delta-winged aircraft was intended to replace the Boeing B-52 bomber during the height of the Cold War.
The huge plane, designed to fly at three times the speed of sound, was powered by six boron-fueled turbojets supplied by General Electric. It pushed the envelope in terms of new materials and production processes.
The airframe of the XB-70 was composed of welded stainless steel honeycomb. Aluminum could not be used because of the extreme temperatures encountered at Mach 3. During one test while flying above 70,000 feet at 2,000 mph, the outside air temperature was -60 F, but air friction raised the skin surface temperature of the plane to 620 F.
The controversial XB-70 was plagued by technical problems and politics in Washington, DC. Because of budget cuts in the early 1960s, only two XB-70s were built.
The first plane made its debut flight in September 1964. Unfortunately, its sister plane was destroyed during a deadly test flight in 1966. The first plane continued a series of test flights until 1969 and is on display today at the Air Force Museum in Dayton, OH.
“Two years ago, the Valkyrie could not have been built,” claimed an article in the July 1960 issue of ASSEMBLY. “Specifications relative to strength requirements and manufacturing tolerances exceeded everything that had ever been attempted before. Neither the equipment nor the knowhow to meet these requirements was available at the time.”
According to North American Aviation engineers, the XB-70 “had to be as strong as a bridge and as precise as a fine watch.” Transforming that phrase into a production reality involved one of the most comprehensive and concerted manufacturing efforts ever attempted in the aerospace industry.
While new high-strength alloys were being developed to meet the strength requirements, shop floor knowledge of how to work with the materials was lacking. In addition, joining strength requirements indicated that fusion welding had to be used to assemble the plane.
“This posed an extremely difficult problem,” explained ASSEMBLY. “In initial attempts to weld the large thingauge sheets used in skin fabrication, localized heat from the welding torch puckered and warped them far beyond allowable tolerances.
“A third major problem was generated by the large amount of sandwiched honeycomb panel construction used throughout the new airplane,” added the article.
While honeycomb construction was nothing new to the aircraft industry, the specifications and size of the panels used in the project exceeded any that had been used before. That prompted engineers to explore new assembly techniques.
North American Aviation developed an automated welding machine to process more than 19,000 lineal feet of fuel-tight fusion welding in each airplane. Many of the welds involved sheet stock that was 0.006-inch thick.
In addition, because of the thousands of feet of ducting used in the XB-70, engineers were forced to explore new brazing techniques. Four methods of brazing were developed or refined for use in the program.
“The luminous wall furnace method is used for large parts with moderate contour,” explained ASSEMBLY. “Salt bath brazing is used for small, flat honeycomb panels.
“The electric blanket method, using a ceramic form to control the shape of the panel during heating, is used for brazing severely contoured parts,” the article pointed out. “And, an old North American development (a die quench process in which the part is held in dies while it is rapidly cooled) is used to produce brazed parts with improved metallurgical properties.”
The Space Race
Many assembly techniques developed for the XB-70 program helped pave the way for the space race, which started in the late 1950s. Boeing, Douglas, McDonnell and North American Aviation were each involved in building spacecraft used in the Mercury, Gemini and Apollo programs.
In early 1959, McDonnell Aircraft Corp. was selected by NASA to design, test and build Project Mercury, America’s first manned space flight program. Over the next few years, the company worked closely with NASA and 4,000 suppliers scattered around the United States.
Engineers worked in relative anonymity, while the Mercury 7 astronauts received widespread publicity. To assemble 20 capsules for the program, McDonnell built a state-ofthe-art white room at its plant in St. Louis. The room was designed to keep the spacecraft free of contaminants, foreign objects and debris.
McDonnell’s team of engineers developed a quality control system for electronically monitoring everything that went in and out of the capsule, including every nut and bolt. In addition to a camera, a man stood by the capsule and made sure that people entered and exited the vehicle with what they had brought in.
Everyone in the white room wore uniforms with no pockets. Bundles were built into all wiring so that the wires were never bent, and therefore less likely to shear and spark.
The Mercury spacecraft was 9-feet-tall. The 74-inch-wide coneshaped craft housed one astronaut and weighed 1 ton fully loaded. It was made of strong, lightweight materials such as beryllium and titanium.
The spacecraft was designed so that it could be operated automatically, manually or by ground control. The cabin was equipped with molded, contoured couches made of a crushable honeycomb aluminum bonded to a fiberglass shell and lined with protective rubber padding. The lightweight energy-absorption system could transmit bodily loads evenly during peak acceleration and deceleration periods.
In 1961, McDonnell was selected by NASA to build the Gemini capsule. The two-person spacecraft had nearly twice the room of the Mercury capsule and included many technological improvements. For instance, the spacecraft had a much different structure that its one-man predecessor.
“In Mercury, structure and system were intrinsically entwined in a monolithic capsule,” explained an article in the July 22, 1963, issue of Aviation Week & Space Technology. “With all systems inside the pressure vessel, fabrication was not easy; at the most, two men could work inside a spacecraft with the heat shield off.
“With the shield on, only one man could work inside the craft, and not too comfortably,” added the article. “Further, systems were piled layer cake-fashion on top of systems and the removal of one frequently involved the removal of others.
“This experience led NASA and McDonnell to make several fundamental changes concerning Gemini,” the article pointed out. “First, spacecraft and systems would be built as separate and independent modular units. Second, systems would be located on the outside of the pressure structure and would be packaged for easily-removable units.”
The spacecraft structure was broken into four modules. “NASA found that modular construction has several advantages,” said the article. “It allows a greater concentration of manpower to be used on more parts of the spacecraft, thus shortening manufacturing time, and it tends to isolate the impact of modifications to the module involved.
“At the McDonnell plant in St. Louis, modules are manufactured as structural assemblies on separate production lines on the factory floor,” noted the article. “They then move into the environment-controlled white room at the end of the floor and there each module, still following its own separate path, is fitted with systems. Gemini’s manufacturing sequence, although similar to that of Mercury, is arranged in more logical sets of tasks and permits both concurrent and parallel manufacturing and testing of individual spacecraft components.”
The Apollo program sent nine expeditions to the moon between 1969 and 1972. Six missions succeeded in landing a total of 12 astronauts.
The launch vehicle was the threestage, 8-million-pound Saturn V. Boeing integrated the assembly of all three stages of the mammoth liquidfueled rocket.
Boeing also built the 12-story tall first stage, which housed several large fuel tanks and a complex series of ducts and tunnels that funneled kerosene and liquid oxygen to the rocket’s five engine thrusters. The first stage was built at NASA’s Michoud Assembly Facility in New Orleans. It was 138 feet tall and 33 feet in diameter.
In addition, Boeing produced the lunar roving vehicles that were used by astronauts on three Apollo missions in the early 1970s. The 10-foot-long buggies travelled 10 mph and ran on two 36-volt batteries that powered four 0.25-hp electric motors attached to each wheel.
McDonnell Douglas assembled the Saturn V’s third stage in Huntington Beach, CA. North American Rockwell designed and built the Saturn V second stage, as well as the command and service modules. The modules were assembled at North American’s Space and Information Systems division in Downey, CA.
“Well-established aircraft manufacturing techniques…have permitted [the company] to cut the estimated manufacturing time of initial test vehicles by as much as 50 percent and allow the company to meet a tight production schedule,” reported an article in the July 22, 1963, issue of Aviation Week & Space Technology.
“The boilerplate manufacturing program relies heavily on standard production line techniques to minimize time spent on fabrication,” explained the article. “Readily available and less expensive materials are employed whenever possible.
“In the design and manufacturing of the command module, North American is working to develop a production team concept,” added the article. “Since each boilerplate is generally of slightly different construction, depending on its mission, the manufacture of each is done largely on an individual basis. [The aim] of the team approach is to have highly efficient production teams with authority given to a single individual who can slash red tape and take corrective action.”
The Apollo command modules consisted of an inner capsule (the crew compartment) and an outer capsule (the heat shield). The crew compartment was built of aluminum honeycomb in two sections. The upper section was shaped like a truncated cone, while the lower section was cylindrical.
“The outer capsule is built of 45 brazed honeycomb steel panels,” reported the July 22, 1963, issue of Aviation Week & Space Technology. “The steel honeycomb is a sandwich of 0.09-inch sheets and approximately 0.5-inch honeycomb.
“The panels are formed with the aid of bonding fixtures and final bonding takes place in North American’s 13-foot diameter autoclave oven at 200 to 250 psi and a temperature of 400 F,” explained the article. “Both 180-degree and 360-degree bonding fixtures will be used to fabricate the upper and lower sections.
“After the panels are formed, they are joined in a circumferential welder to form the main portion of the inner crew compartment,” added the article. “Prior to installing the inner crew compartment in the outer heat shield, a number of mechanically locking fasteners are bonded to the outer skins of the inner crew compartment. A matching fastener is welded to the inner skin of the outer heat shield so the two capsules can be rigidly mated.”
Modern Marvel
In 1994, the first all-new Boeing jetliner in a decade was unveiled. The 777 was designed to be the widest and most spacious wide-body plane in its class, capable of transporting 300 passengers on overseas journeys of more than 10,000 miles.
The aircraft featured fuel-efficient turbofan engines. It also pioneered the use of carbon-fiber composites. The lightweight material was used to produce the 777’s empennage and cabin floor beams.
“Advanced composite materials combine high-strength fibers with new, toughened resins that reduce plane weight, and improve fuel efficiency and performance,” explained an article in the January 1995 issue of ASSEMBLY.
Boeing built a 432,000-squarefoot plant in Frederickson, WA, to build vertical tail fins and horizontal stabilizers. The state-of-the-art plant featured contour tape machines to lay up composite parts; three autoclaves with doors at both ends to allow flowthrough; automated guided vehicles to move parts from one assembly area to the next; a waterjet to trim composite part edges; and an advanced, automated, nondestructive inspection system.
In addition, engineers used 7055 aluminum in the plane’s upper wing skins and stringers. The material provided better compression strength, plus better corrosion and fatigue resistance.
Another innovation was used to assemble the jetliner. Boeing decided to automate the assembly of the wing spar. This was never done before, and one of the challenges for the system was the real-time measurement of the rivet diameter hole prior to rivet insertion. The world’s largest C-frame riveting system was also used to produce large skin panel assemblies of the plane’s forward fuselage section.
Boeing’s collaboration effort with global suppliers started with the 777 program. In the 1960s, only 2 percent of the 707 was produced outside the United States. However, the outside content in the 777 was upwards of 30 percent.
In addition to those revolutionary changes, the 777 marked a huge turning point for Boeing. It was the first jetliner to be 100 percent digitally designed and preassembled.
Engineers abandoned traditional drafting boards. Instead, they relied on computer-aided, three-dimensional interactive application software, which was first used in 1987 to design parts for the 747-400.
Boeing engineers used 1,700 workstations supported by four mainframes to refine the initial design of the 777. And in operations, a computer-based system replaced a paper-and-pencil system to track the aircraft assembly process. Engineers also used digital data to design factory tooling and generate work instructions for assemblers.
“[Boeing] expects its change in design strategy—from two-dimensional drawings to three-dimensional computer images—to be farreaching,” proclaimed an article in the November issue of ASSEMBLY. “Typically, change orders, errors and rework are the highest cost factors for any manufacturing operation. According to Boeing, benefits of computer-based design and preassembly include improved quality, reduced costs, fewer changes and errors, and less rework.
“Preassembling parts electronically allows designers to find and easily correct misalignments, fit or interference problems,” explained the article. “Engineers view shaded part designs from any angle on workstation display screens. Cross-sections can be easily extracted from the solid depictions of the parts. When interferences occur, the software system automatically identifies the problem.
“The computer software system also allows designers to insert human models into electronically preassembled sections of the aircraft,” added ASSEMBLY. “The model ensures that mechanics have proper access and functional working areas.
“Digitally defined designs are far more accurate that two-dimensional, manual drawings,” the article pointed out. “Because the software provides interactive communication among design-build teams, various disciplines help engineer the plane’s design concurrently, rather than sequentially. Improved designs and avoiding costly rework during manufacturing are benefits.”
In the past, engineers worked with two-dimensional drawings, taking turns adding elements to the design. Completed designs then went to production specialists who developed tools and production plans, but rarely participated in the initial design stage.
Full-scale mockups were essential, because it was almost impossible to verify fit and check for other interferences on two-dimensional drawings. When discrepancies were discovered, costly hours of redesign were required to correct the problems. And, without manufacturing engineers participating in the initial design, parts were sometimes overly complex, making them difficult and expensive to produce.
“We did not build a mockup on this airplane, and we always had before,” explained Dale Hougardy, vice president of 777 operations. Since assembly began, he claimed that there had been a 50 percent to 80 percent reduction in “noncomformance events,” such as misplaced wire bundles. “Part fits and the accuracy is unbelievable,” added Ron Ostrowski, director of 777 engineering.
Boeing engineers also developed a computer-based “assembly and installation shop floor control system” to maintain an instantaneous pulse on manufacturing progress.
“Workers use barcode scanners, similar to those found in grocery stores, to record status codes, work packages and employee names,” explained ASSEMBLY. “In 20 seconds, the system delivers assembly job status reports to shop employees, managers and support groups. The real-time snapshot of current activity allows managers to get an assembly progress report that is up to date, any time.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





.webp?height=200&t=1752697565&width=200 "Joby’s new expanded facility in Marina, California.jpg")



