What’s New With Servo Presses
Needing more precision, energy efficiency and traceability data from their assembly presses, manufacturers are increasingly turning to servo-driven models.
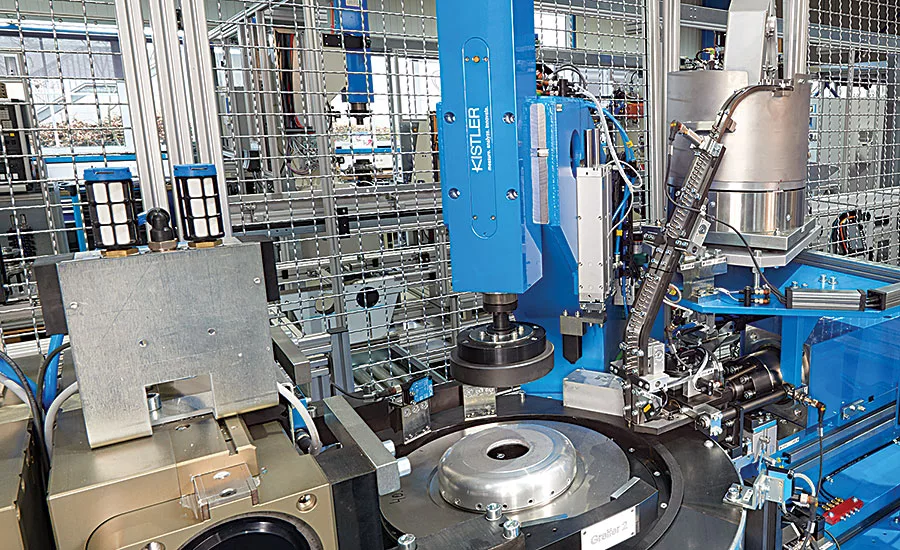
Manufacturers in several industries use Kistler Instrument Corp.’s NCFN servo press, which features a strain gauge force sensor and produces joining forces from 5 to 300 kilonewtons. Photo courtesy Kistler Instrument Corp.
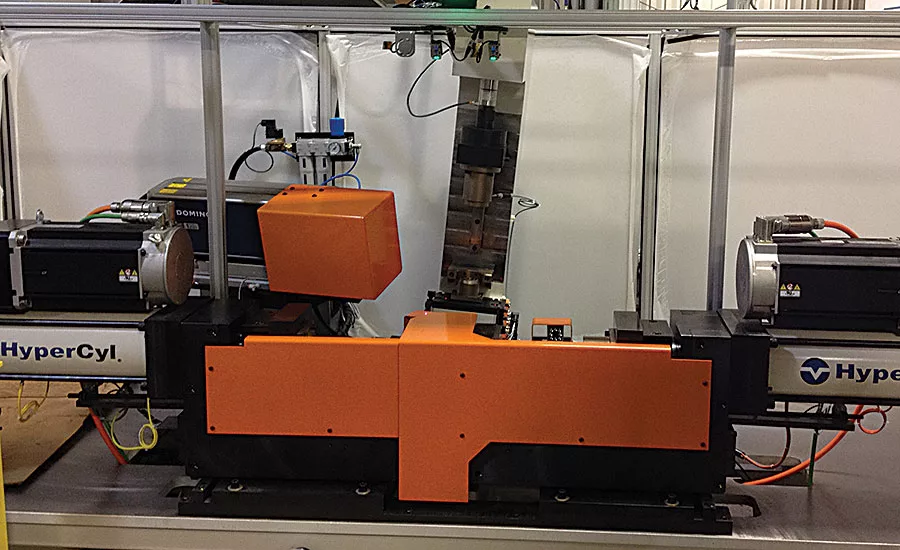
At this plant, HyperCyl-EMA servo actuators (8-ton force capability) insert bushings for a suspension product. Photo courtesy Aries Engineering Corp.

Promess handheld models weigh just 20 or 30 pounds, but produce 1,000 or 3,000 pounds of force, respectively. Graphic courtesy Promess Inc.
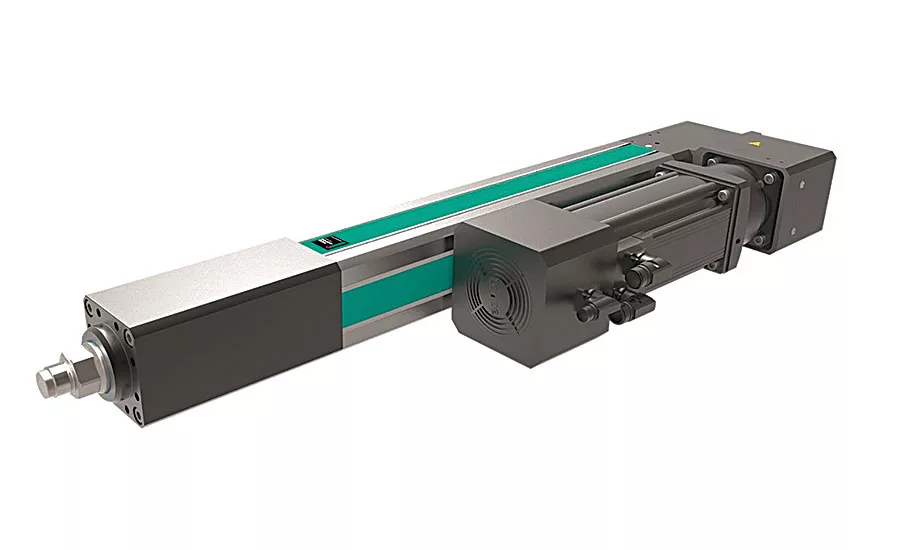
EX-K servo presses feature a planetary roller screw and provide forces of 10 to 200 kilonewtons. Photo courtesy TOX-Pressotechnik
When an assembly press supplier meets with a manufacturer to discuss its next purchase, both parties focus on one question: Which type and model of press is best for the current application? Mike Brieschke, vice president of sales at Aries Engineering Corp., recalls how two such meetings in 2006 with automotive OEMs led the supplier to ask itself another question: Which type of press is best for the future of assembly?
“Both manufacturers came to us to see if we could design a cleaner system for pressing than our hydropneumatic press,” explains Brieschke. “They were using the press to install bushings and spark plug tubes, and for various small assemblies.”
Over the next several months, Aries developed a prototype linear actuator powered by a standard electric DC motor. Unfortunately, the unit failed to provide the required repeatability, so company engineers rebuilt the unit with a servomotor.
That model met the automakers’ needs and eventually evolved into the company’s initial HyperCyl-EMA linear actuator, introduced in 2010. Today, Aries makes the fifth-generation version of this actuator, which is used by many automotive manufacturers, as well as companies that produce medical devices, munitions and equipment for the Department of Defense.
Using servo-driven linear actuators in pressing applications is a common practice, and has been for nearly 20 years. Developed as a lower-cost alternative to a servo press system, these actuators nonetheless provide many of the same benefits: precise position control, repeatability, energy efficiency, quiet operation and gathering data (force-over-distance) for traceability and process control.
Pressing Distinctions
Manufacturers relied on manual, pneumatic and hydropneumatic presses for many decades before servo presses came to market in the early 1990s. Although still used by companies in every industry to assemble countless types of products, these older types of presses have inherent limitations in accuracy, speed and data-feedback. Servo presses, in contrast, excel in these areas.
“A servo press gives you much more control than the older-technology presses,” explains Glenn Nausley, president of Promess Inc. “It lets you precisely monitor force throughout the pressing cycle for low- and high-volume applications.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“When we introduced our first model in 1992, it was targeted for the automotive industry because of its need for high-quality assemblies at high volumes. Eventually, aerospace and medical-device manufacturers tried and approved the use of servo presses. Over the last five or six years, their use has started to trickle into other industries, like appliances and consumer goods. The initial cost of servo presses has also come down somewhat, further increasing their appeal.”
Dave Zabrosky, North American sales manager at Schmidt Technology Corp., says it’s important for manufacturers to know that servo-driven linear actuators and servo presses have different capabilities. The basic actuator features a motor and a gear/screw system, and is used for part positioning or simple, light-duty pressing operations. Typically, it provides the user with closed-loop control of the ram position and speed, and can measure force via motor torque or an externally mounted load cell.
Zabrosky says that high-end servo actuators feature additional mechanical components, such as a planetary roller screw spindle, integrated load cells, mechanical clutches and guided antirotational rams. The unit’s software can vary regarding press control and monitoring.
A servo press features the same elements as the high-end actuator, but also includes active motor cooling, signal amplifiers and a controller with dedicated software to provide true closed-loop control of both force and position. The press’s mechanism and drive will vary, depending on model. Mechanism types include ballscrew, planetary roller screw (for higher forces) and rack-and-pinion. The presses can be driven directly by the servomotor or through a gearbox.
Schmidt offers servo press systems that provide true closed-loop force control, high-speed data transmission for real-time processing and dynamic compensation for system, tooling and part compression and relaxation. They also feature integrated process data acquisition boards to minimize the effects of electromagnetic interference, and can accommodate one or more external sensors to monitor additional process variables.
Suppliers offer several sizes of semi- and fully automated servo presses. Promess, for instance, makes standard, compact, handheld and robot-mounted models. The standard presses produce 0.2 to 1,000 kilonewtons of force. Manufacturers often use several compact models to perform simultaneous pressing of multiple small assemblies. Handheld models weigh just 20 or 30 pounds, but produce 1,000 or 3,000 pounds of force, respectively.
“Presses for robots are mounted like end-of-arm-tooling or on a gantry,” says Nausley. “Because the robot usually isn’t strong enough to hold down the press during operation, it has built-in hard stops to allow the user to back the press load into the machine frame.”
Force and position measuring are the servo press’s bread and butter, and both technologies are constantly improving. For example, presses from Kistler Instrument Corp. are available with integrated piezoelectric or strain gauge force sensors.
According to Bill Taylor, division sales manager at Kistler, piezoelectric sensors are ideal for dynamic processes and low force requirements, such as measuring when a plastic part is pressed into position. These sensors do not require external excitation to function, and remain stable over time and temperature changes. In contrast, strain gauge sensors are preferred for static or press-and-hold processes. However, they are susceptible to impact, cyclical fatigue or permanent mechanical deformation if not selected properly.
Manufacturers in several industries use Kistler’s NCFN servo press (Type 2153A), which features an integrated strain gauge force sensor and produces joining forces from 5 to 300 kilonewtons. The press’s AC servomotor is driven by a servo amplifier that provides constant speed regardless of load.
Automotive manufacturers especially like the compact NCFH press (Type 2151B). Available in two sizes, it features a dual-range piezoelectric force sensor, a hollow-shaft servomotor and a direct drive that offers high dynamics for short cycle times. This press has a force range of up to 60 kilonewtons, and it can be installed vertically or horizontally.
The most common position-measurement technologies used in servo presses are linear variable differential transformers (LVDTs), incremental encoders and absolute encoders. LVDTs are the least expensive and provide a low-resolution signal. Incremental encoders cost a bit more and output a pulse string according to the rotational displacement of an axis.
Taylor says that absolute encoders offer the best resolution, repeatability and precise positioning. By using a binary pattern that doesn’t repeat itself within the revolution, the encoders determine exact angle rotation with respect to a fixed device.
Advanced force- and position-measurement capabilities enable servo presses to produce high-quality assemblies while meeting ever-tighter tolerances. Troy Waldherr, North American sales manager at TOX-Pressotechnik, notes that Ford uses servo presses to assemble automatic 10-speed transmissions for its 2017 F-150 truck. According to Waldherr, the presses allow for quick and accurate positioning and installation of transmission parts and subassemblies.
“With servo presses, producing an accurate assembly every cycle is definitely an achievable goal,” says Waldherr. “These presses also enable manufacturers to consistently improve their product quality.”
A little more than a year ago, TOX-Pressotechnik redesigned the body and motor of its EQ-K and EX-K servo presses to make them cleaner and more efficient. Waldherr says that the auto industry is a big user of both series. The EQ-K series costs a bit less, features a ballscrew mechanism and offers press forces from 2 to 100 kilonewtons. EX-K models feature a planetary roller screw and provide forces of 10 to 200 kilonewtons.
Equipped with an integrated load cell, Schmidt’s ElectricPress 343A works in tandem with the company’s PressControl 600 to manage all ram motion via closed-loop position and force control. For the past two years, an automotive-component manufacturer has used this combination—along with a robot and a semiautomated indexing system—to accurately press a pin into a valve body without exceeding a specified force level. After pressing, the robot takes the component and automatically drops it into a chute for either good or bad assemblies.
Still Trendy
Nearly 25 years after being introduced, servo presses are still growing in popularity. Among the industries that have greatly increased their use of servo presses in recent years are consumer electronics, aerospace, white goods, medical, jewelry and battery manufacturers.
Nausley says that the latter use high-force servo presses to hold chemicals and powders in place within the battery housing to ensure that both materials cure to the proper density. Jewelry makers use low- to moderate-force presses to accurately assemble the gears in high-priced watches.
Consumer electronics manufacturers use high- or low-force presses, depending on the application. For example, companies use high-force presses to install connectors with high-volume compliant pins onto PCBs.
“The aerospace market is really coming around to using servo actuators due to their flexibility,” according to Brieschke. “One West Coast manufacturer uses our HyperCyl-EMA actuator to assemble trailing arm and aileron linkages, wing skins, cables that move wing components, and various nonstructural parts.”
Available in roller screw and ballscrew configurations, the HyperCyl-EMA has load ratings from 1 to 230 kilonewtons, and is capable of 0.0025-millimeter repeatability and ram speeds up to 410 millimeters per second. When mated with the optional HyperView-Press signature analysis controller, the actuator performs precise force-distance monitoring, trending, data logging, process capability and data analysis.
A major appliance manufacturer uses the actuator to install bearings in the tub of its front-load washing machines. The actuator was modified so its spindle provides a 48-inch stroke.
Makers of medical devices like servo presses because of their ability to precisely control and measure force levels as low as a few pounds. Taylor says these companies use Kistler presses with piezoelectric sensors when assembling a wide range of plastic and metal products, such as inhalers, disposable items and surgical tools.
Servo presses are ideal for high-mix operations—regardless of the industry or production volume. An operator can change tooling and call up a program on an HMI to press a different part within several minutes. Or, these activities can be done automatically with an inline press.
Suppliers have taken several steps to ease press installation and optimize performance. Some presses feature a combined drive and servomotor to shrink the press’s footprint and limit its required wiring. In addition, servomotor suppliers offer models with various low-cost ($120 or so), downloadable modules that enable the motors to communicate with any PLC.
“Customers always want faster ram speed, but they need to understand how a servo press properly uses it,” says Taylor. “Consider the example of pressing bearings into a small housing. Moving the ram very quickly to get to the bearings is fine, but keeping the ram at that speed to insert the bearings can damage the housing. The servo’s precision control prevents this from happening.”
Being able to collect more data is equally important to manufacturers. According to Taylor, companies feel more data is better for traceability purposes. They also want more accurate monitoring of product quality in the short run (shift to shift) and long run (year to year).
Converting a plant to servo presses sometimes proves challenging for a manufacturer. Waldherr says one way TOX helps the transition is to make sure the press’s HMI operates similarly to what assembly line workers are used to, including the use of pictograms instead of words. He also recommends the use of different passwords for operators, supervisors, engineers and the OEM to ensure press settings are always set properly for each application.
Brieschke recalls an instance a couple years ago when a heavy-vehicle manufacturer ended its servo-conversion attempt and went back to hydropneumatic presses. The company was drawn to servo presses because of their clean operation, but after two years, management realized that the presses offered much more precision control than was actually needed.
White-goods and automotive manufacturers use the Rotational Electro-Mechanical Assembly Press (REMAP) from Promess in a wide range of applications. Its ram extends, retracts and rotates, and the press provides fully programmable, precise and independent control of linear and rotational motion.
The company does offer a REMAP system, which features integrated force and torque transducers, and two servomotors, preamplifiers and servo amplifiers. Also included are motion control software and all required drives, electronics and cables.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






