Cable Manufacturer Goes From Generally Good to Specifically Great
Guided by a principle from a best-selling book, every Components Express employee focuses on one thing: making the best machine vision cables in the world.
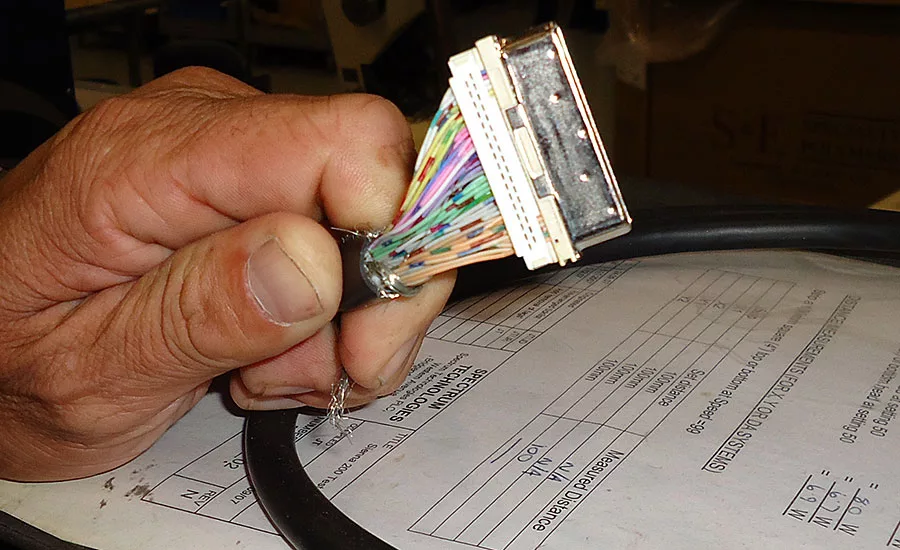
Cables for many of Components Express’s military and aerospace customers feature IDC-type very high density connectors. Photo by Jim Camillo
Although CEI specializes in multiconductor machine vision cables, its workers also assemble various electrical components, such as cigarette lighter plugs. Wires in this plug have just been soldered. Photo by Jim Camillo

Forty people work at Woodridge full-time, including 25 in assembly and production. Photo by Jim Camillo

Wires are cleaned before and after soldering to ensure optimum cable performance. Photo by Jim Camillo

Finished cables are bagged, labeled and stacked in a staging area for quality inspection. After the inspector checks the cable to verify the accuracy of the label, he signs off on the order and places a second sticker on the bag. Photo by Jim Camillo
Ray Berst is the founder and president of Components Express Inc. (CEI), a Woodridge, IL-based manufacturer that specializes in custom machine-vision cables. He is also a former commercial pilot and aviation mechanic—and someone who doesn’t back down from a challenge. About 9 years ago, he and his employees faced the biggest challenge in the company’s history.
“We were making telecommunication cables and power-distribution devices, as well as patch panels and associated cabling for Hewlett Packard and Cisco,” recalls Berst. “Then the telecommunications-cable market disintegrated. Fortunately, we got a contract manufacturing job building high-definition satellite dishes. But, when that contract ended, we had to reinvent ourselves.”
In the summer of 2007, while on vacation, Berst read the book “Good to Great” by Jim C. Collins, and was inspired. He came back to the office and told all of his employees that the company’s path to future success required it to stop being good at many things, and start being great at one thing. What that one thing would be would not be decided by Berst alone, but by a majority vote of the company’s 40 employees.
“At that meeting, I was pushing for patch panels, and my father (John) was pushing for importing components out of Asia, which we did a lot of at the time,” says Berst. “Our vice president Stephen Mott, however, had just gotten involved with machine vision cables and was pushing them. Each of us made our case for where we could be great.”
By a show of hands, the majority voted for the company to be great at making machine vision cables. Berst says neither he, nor those employees who voted with the minority, had a problem accepting the majority decision that day, or any day since.
“The meeting proved to be a great turning point for our company,” he acknowledges. “It gave us a purpose that we never had before. When we come in here in the morning now, we’re all focused on making the best machine vision cables in the world.”
Mission Critical
Officially, Berst founded CEI in 1992. But, his industry experience stretches back several decades, to when he was just 13 years old. His first job was at Telcom Products, a cable company where his dad was a controller.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
After finishing school, Berst worked as an aircraft mechanic and a commercial pilot before being laid off in 1991. He then went to work as a salesman for Illinois Computer Cable (ICC), which his father co-owned. Unfortunately, shortly thereafter, the ICC partners had a falling out, resulting in John Berst leaving the company and Ray being immediately terminated.
“I really didn’t know what I was going to do, because, at that time, it was very hard to get a job as a commercial pilot,” says Berst. “However, I didn’t have a non-compete agreement with ICC, so eventually, I decided to start this cable company.”
Around the same time, his dad incorporated a company called Dynamic Sources, which imported a lot of connectors and components for cabling and other electronics from Asia. Two years later, both companies merged into CEI. In 1997, after ICC filed for bankruptcy, the Bersts bought a lot of that failed-company’s assets, and hired many of its employees.
“But, we struggled for a while, because our manufacturing division didn’t perform as well as we had hoped,” acknowledges Berst. “Thankfully, the import business did well enough to keep us going for many years. We really wanted to engineer and manufacturer cables in the United States, but doing so is very expensive. Without my dad’s guidance and financial backing, we wouldn’t be where we are today: a profitable company with the right market focus.”
In 2010, CEI opened an office in Taipei to handle all Asian cable sales. He also began renting a facility in mainland China where 50 workers assemble cables at a high production rate, primarily for the Asian market.
“Because we don’t always know where our cables are going to be used, we assume each one is mission
critical,” says Berst. “The cable could be used on an aircraft, or a target-acquisition system, or a machine that performs Lasik eye surgery. If that cable gives a bad reading, someone could get hurt or even die.”
When CEI became part of the machine-vision industry in the early 1990s, this mission-critical focus wasn’t shared by many other cable manufacturers. In fact, Berst discovered that there was a real need to improve the mechanical integrity and video quality of vision cables.
“The truth is, the people in the industry didn’t have an adequate test to qualify a video cable’s performance,” says Jay Radcliff, director of marketing at CEI. “So we decided to develop our own bit error rate tester (BERT) to guarantee our customers 100 percent performance of every video cable assembly we make.”
It took CEI about 2 years to develop this tester, which generates 1,000 video images, sends them through the cable, and then carefully analyzes each received image to make sure that every bit of image data is present. Radcliff says a vision cable that does not undergo this test may generate false positives. In other words, the system believes all data has been received when, in actuality, some data has not been received.
“Consider the importance of a cable used for a vision system that inspects glass flat-panel TV screens and rejects those that do not meet predetermined criteria,” says Radcliff. “If the cable is bad and improperly generates false positives, the system could reject good screens and accept bad ones. These mistakes can cost the TV manufacturer thousands of dollars in lost product.”
Since entering the vision-cable market, CEI has been active in several industry associations. The company is a member of the Automated Imaging Association (since 2004); the European Machine Vision Association (2007); the Japan Industrial Imaging Association (2008); the Imaging Association of India (2008); and the CC-Link Partner Association (2015). It joined the Wire Harness Manufactures Association in 2009.
Mott is a member of the AIA board of directors. He also serves on AIA committees for The Vision Show, standards, and business education development.
Hundreds of Thousands of Cables
When CEI first opened its doors in 1992, it rented a 1,500-square-foot unit in a multi-tenant building in Lemont, IL. The company grew out of that space by 2001, when it moved to its present location in Woodridge. This facility is also rented, but it encompasses 25,000 square feet, with 20,000 delegated for assembly and production.
The facility is ISO9000 certified, and Berst is confident it can achieve the AS9100 quality standard within 2 years. He says the facility needs to meet this latter standard because several aerospace companies rely solely on CEI for complex unique cables.
Forty people work at Woodridge full-time, with 15 in management and office work, and 25 in assembly and production. Although CEI specializes in multiconductor machine vision cables, its workers also assemble commodity cables, simple wire harnesses, various electrical components (cigarette lighter plugs, fans, switches, etc.) and patch panels with related cabling.
According to Berst, CEI makes hundreds of thousands of 32 to 4 AWG cables annually. They range in length from a couple inches (for use inside small enclosures) to 100 meters (Gigabit Ethernet), and are used in automotive production lines, food processing equipment, military and security applications (such as unmanned aerial vehicles), airplanes and medical devices.
CEI makes cables for many well-known OEM customers and top tier distributors in the machine vision market. The Woodridge facility produces more than 8,000 finished assemblies per month and uses about 40 miles of bulk Ethernet cable annually. It mainly handles small to midsize orders, but will also process quick-turn orders, which are guaranteed to be finished within 5 days, as well as one-piece orders.
“Producing one piece is not easy because we might have to set up as many as six molding tools,” says Berst. “But, if we need to occasionally do one cable for a regular distributor, it’s OK.”
Since 1999, CEI has been making various models of its patented 1 RU (rack unit) patch panel for the three largest telecommunications providers in the United States (including Cisco). The compact panel lessens cable cluttering and heat generation of voice-over Internet Protocol (VoiP) terminal servers, which are frequently used at corporate data centers around the country.
Assemblers at Work
According to Berst, cable is bought in bulk from a local supplier, and measured, cut and stripped (to a ±0.015-inch tolerance) with automated equipment from Schleuniger and Komax. A separate automated laser stripping machine is used in challenging applications, such as when the cable has silicone insulation or an out-of-round shape, to eliminate the possibility of nicking cable conductors.
“People ask us why we solder most of our cable assemblies, since it’s more labor intensive and expensive than crimping,” notes Berst. “We believe that, when done right, soldering ensures a better connection, and it gives our customers a better product.”
All CEI assemblers are trained to the IPC 410B soldering standard. Several of them are able to meet NASA 8739.3 (soldered electrical connections) and 8739.4 (crimping, interconnecting cables, harnesses and wiring) standards as well.
In 2000, CEI began assembling cables for use on the International Space Station. Berst wanted to solder the cables (which had to meet the NASA standards) so he attended a couple weeks of training at Jet Propulsion Labs in Pasadena, CA. He then stayed on for further training to become an instructor for both standards.
“That training has proven to be invaluable for our company,” acknowledges Berst. “The NASA standards involve really sound practices, and we adopted a lot of them into our daily assembly methods. Some you can use all the time, but others are too expensive to do for many types of general cables.”
When crimping is required, workers use an automated machine called the Champomator made by Tyco Electronics (now TE Connectivity Ltd.). Workers carefully measure each contact during setup to ensure proper crimp dimensions. Manual crimping is rarely performed.
The connector most-often crimped at CEI is the IDC (insulation-displacement contact)-type VHDCI (very high density cable interconnect). This type of connector does not require the stripping of cable insulation. Instead, a blade displaces insulation to establish simultaneous contact with all conductors and achieve a gastight interface. Radcliff says that cables for many military and aerospace customers feature these connectors, which are installed with a custom-built company machine.
Each cable must pass at least three tests before being shipped. The first involves Cirris equipment to check for continuity, polarity and resistance. This test occurs immediately after soldering or crimping connectors.
Once the cable is assembled, it is pull tested to make sure it can withstand a horizontal or vertical force equal to or greater than 80 percent of the wire’s tensile strength. Finally, the cable undergoes the BERT test in CEI’s lab.
“We often do in-process testing as well,” says Radcliff. “For example, if the assembly requires a multistage mold, we’ll test after the first phase of wire soldering. Catching problems early in the assembly process increases efficiency.”
With testing complete, finished cables are bagged, labeled and stacked in a staging area for quality inspection. After the inspector checks the cable to verify the accuracy of the label, he signs off on the order and places a second sticker on the bag. In the shipping area, another person verifies the order number and contents before placing the bag in a shipping box and sealing it.
“Three of our assemblers have been with me for 24 years, and most of the people on the production line have been here for more than 15 years,” boasts Berst. “Our employee retention is almost 100 percent, and that’s critical for us.”
Solder training is done in-house by a certified soldering instructor. Berst says the benefit of this is the instructor teaches workers how to solder joints specifically pertinent to CEI, rather than generic joints.
“In a typical class, workers learn how to solder wire to a bifurcated terminal,” says Radcliff. “But, we have many applications involving gold cup [terminals], which require the person to tin and wick the cup twice prior to actually soldering the wire to it. Our instructor spends a lot of time with workers to make sure they know these specifics and do it properly. We have to, because some customers will actually X-ray the finished cable assembly to ensure that it’s done right.”
Wired for Today and Tomorrow
Anyone who tours the Woodridge facility quickly notices one thing: CEI loves all types of technology and relies on it to remain a top-notch cable manufacturer. The company’s website (www.componentsexpress.com), for example, helps customers configure and order a cable in a matter of minutes.
“We hang our hat on being a custom cable house, but we can’t proactively make that cable until we know all the requirements,” explains Radcliff. “However, there is some commonality among machine-vision cables, so our online configurator serves as a canvas where variables such as length, angle orientation and mold type can easily be added.”
Radcliff developed the configurator in 2009, and it enables a specifying engineer to design a simple cable in as few as four clicks. Equally important, the program embeds all relevant information (part numbers, dimensions) and drawings into a PDF file that the engineer can save on a computer or smartphone and print out as needed.
“It has become more complex over time because we make specific types of connectors that no one else in the world makes,” adds Berst. “We agree with what Bill Gates says: You need to be ETDBW...Easy To Do Business With. That’s why the program has a built-in logic that prevents the person from selecting an improper cable characteristic. For example, the cable speed that is selected automatically affects the required length.”
Prior to developing the configurator, CEI often had customers return one or more cables due to a sales error. What that meant, says Berst, was the cable the customer wanted isn’t what was built. Such sales errors rarely occur now thanks to the configurator, which offers users more than 100,000 combinations of different cable features.
“Although we still print an annual product catalog, our customers want real-time, right-now data—and that’s what the configurator provides them,” says Radcliff. “We constantly seek user feedback to find out where there are data or function gaps in the configurator, and then make sure we eliminate those gaps.”
To eliminate material and part shortages, CEI production managers update the company’s Evo enterprise resource and material requirements planning system (made by Evo-ERP Inc.) three times daily. In addition, large screens mounted throughout the facility clearly display the current status of that day’s orders.
The screens are similar to flight monitors at an airport, with each order listed and highlighted with a specific background color. Different colors indicate if an order has been shipped, if it will be shipped later that day, and if it’s on time or delayed.
“Bad news has to travel fast here because we don’t want anyone kept in the shadows about any order,” says Berst. “The staff always knows the disposition of every RMA (return merchandise authorization) and how quickly it’s being taken care of. This approach has really improved our teamwork and on-time delivery.”
Besides using technology for its own benefit, CEI works hard at developing technologically advanced products to help its customers. For example, in 2009 the company introduced its BitMaxx vision cables with an integrated circuit. This circuit uses pre-emphasis and equalization technology to quickly and clearly send images over cable up to 25 meters long, instead of the traditional 7-meter length. It also eliminates the need for one or more repeaters, each of which costs about $1,000.
When CEI turns 25 next year, it will do so in excellent financial shape. The company had annual growth of 30 to 35 percent from 2009 to 2012, followed by 10 to 15 percent for the last four years. Nevertheless, three ongoing challenges remain.
“It’s critical for us to have the financial resources to ride out any future economic downturn, and keep our employee team together,” concludes Berst. “We also can’t afford to fall behind in understand and using technology. To do so would cause a negative domino effect through our whole company. Finally, there’s the growing popularity of wireless, a technology we’re obviously not a big fan of. In fact, our mantra is ‘wireless is the devil’s invention.’”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



