Behind the Scenes at DeWALT
DEWALT’s assembly plant in Charlotte, NC, produces high-quality tools while beating overseas competition.

A worker uses a pneumatic screwdriver to install screws in a cordless impact wrench. Photo courtesy DEWALT

The Charlotte plant makes a variety of 18- and 20-volt cordless tools, including reciprocating saws. Photo courtesy DEWALT

Cordless tools are mostly assembled manually. Lines consist of a series of workstations arranged end-to-end in a U-shaped cell. Photo courtesy DEWALT
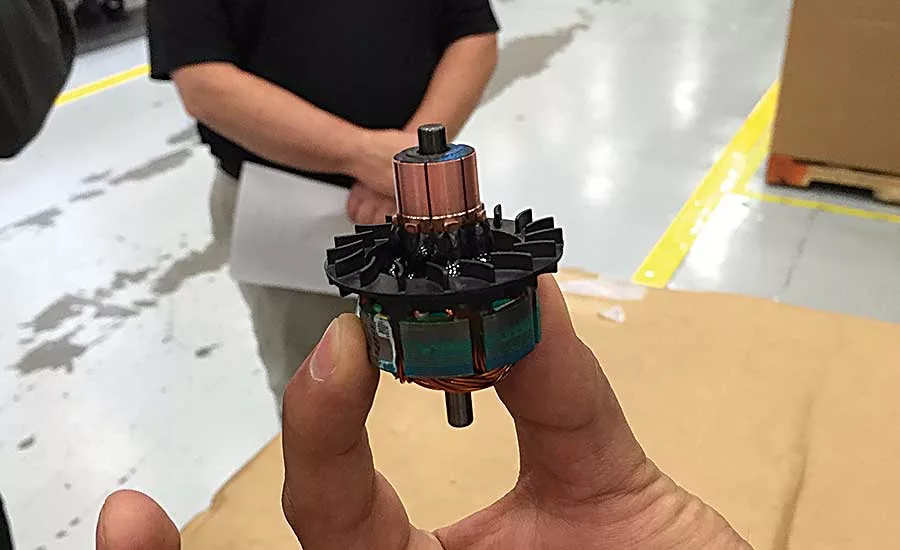
DEWALT makes all the brushed and brushless motors that go into its tools. Photo courtesy DEWALT




Notice to the highly skilled workers at DEWALT’s assembly plant in Charlotte, NC: Your jobs are safe.
Well, they’re safe from dilettante journalists, anyway.
During a recent visit to this bright, open, state-of-the-art factory, I took a turn on the line assembling one of DEWALT’s hottest products, the 20-volt MAX XR three-speed cordless drill and screwdriver, which is powered by a brushless motor and a 5 amp-hour lithium-ion battery.
The tool is assembled manually. I began in the middle of a nine-person line consisting of a series of workstations arranged end-to-end in a U-shaped cell. Each workstation has uprights featuring task lights, parts bins, tool balancers, visual assembly aids, and other equipment. Everything is within easy reach. Behind the workstations, flow racks equipped with casters keep workers supplied with parts and subassemblies.
The tool is passed from worker to worker in a clever fixture made from a soft plastic. The fixture is designed to securely hold the tool vertically or horizontally. When the tool is fully assembled and ready for testing, the empty fixture is placed on an inclined roller conveyor, which takes it back to the start of the line.
When I get the tool, it’s pointing up. My first task is to install four screws to attach the metal housing (containing the transmission, chuck and torque adjustment collar) to the main body of the tool. Using a slim, push-to-start pneumatic screwdriver suspended from a tool balancer, I install the screws in a crisscross pattern to ensure even tightening.
So far, so good. I swap places with the worker next to me. Then, I lay the tool on its side and install eight screws to hold the two halves of the body together. Perhaps with a few more days (or weeks) of practice, I might be as quick as the pros on the line.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Screws tightened, it was time to program the tool.
Many power tools are driven by brushed motors, which are commutated mechanically. As the rotor turns, pairs of commutator bars contact the brushes in succession, connecting electrical power sequentially to different sets of armature windings, which keeps the rotor turning. The main drawback of these motors is that the brushes wear out and must be replaced.
DEWALT’s next-gen cordless tools are driven by brushless motors. In a brushless motor, the magnets are on the rotor, and the windings are wrapped around poles on the stator. Instead of brushes and a commutator bar, the windings are switched on and off sequentially by solid-state electronics. Besides needing less maintenance, brushless motors are smaller, lighter and more efficient than brushed motors.
But, those electronics need to be programmed. So, at the next station, I plug the tool into an electronic fixture. At the press of a button, a computer downloads a program for running the motor and other functions. When that’s done, I plug the tool into a series of automated test stands, which check the function of the electronics, motor and transmission. Every tool gets tested.
When the tool passes muster, I move to the labeling station, and it’s here where I run afoul of Tony Segura, team lead for DEWALT’s premium brushless tool lines. My task is to apply seven adhesive-backed labels to various locations on the tool. For example, on the left side of the tool, just below the DEWALT name, there’s a small rectangular recess where I must apply a label with the name of the tool. It seemed easy enough, but my label was, perhaps, not as straight as it could have been.
“No, that’s not good,” says Segura, checking my work. He peels off my shamefully crooked label and applies a new one.
As I apply the remaining labels, Segura keeps an eye on me the way an owl might watch a mouse. When I finish, Segura places the tool in a custom error-proofing fixture equipped with various sensors that automatically check for the presence of all seven labels. I was beginning to feel bad about my label-application abilities, until I learn that every tool DEWALT makes goes through the same check.
It may have been “just” a label, but, of course, it’s a part seen by the user every time he picks up the tool. Anything less than perfection in something so simple and obvious as a label might lead the consumer to question the quality of the rest of the product.
That sort of attention to detail and quality is emblematic of how things are done at DEWALT’s Charlotte assembly plant and, indeed, throughout the entire company.
Made in the USA
For carpenters, woodworkers, auto mechanics and other tradespeople, DEWALT power tools are synonymous with quality and durability. What’s just as important, for some, is that those tools are made right here in the U.S.
Besides Charlotte, DEWALT operates factories in New Britain, CT; Greenfield, IN; Hampstead, MD; Shelbyville, KY; Cheraw, SC; and Jackson, TN. Those seven plants output more than 90 million products in 2016, an almost 50 percent increase from the 62 million individual products output in 2015.
Besides tools, some of those U.S. plants also make many of the parts, such as metal gears, that go into the cordless tools assembled in Charlotte. Local suppliers also provide Charlotte with parts. (Since not every part is made in this country, DEWALT tools are designated “Made in the USA with Global Materials.”)
“We want to localize as many of the components as possible, wherever it makes financial sense,” says Craig Zielinski, director of manufacturing for global tools and storage at Stanley Black & Decker Inc., the parent company of DEWALT.
In addition to the cordless drill and driver, the Charlotte plant makes a variety of other 18- and 20-volt cordless tools, including hammer drills, impact wrenches, reciprocating saws and flashlights. The factory also makes the brushed and brushless motors that go into the tools. The facility opened in October 2013, and on Feb. 20, 2017, the plant produced its 10 millionth tool.
“DEWALT has significantly increased its production of tools made in the U.S. with global materials,” says Frank Mannarino, president of DEWALT Global Power Tools and Equipment. “We have worked hard to drive greater productivity and efficiency at our manufacturing facilities. …We are a global brand proud to have been founded in the United States and proud to continue to manufacture in the United States.”
It wasn’t always that way. Before the Charlotte facility opened, DEWALT was assembling many of its tools in Mexico and China. Then, about a decade ago, the company shifted strategies, opting to produce tools close to where they will be sold. Such a strategy offers numerous advantages. Logistics are simpler, transport costs are lower, and there is less risk of an interruption to supply. And from a marketing perspective, consumers prefer products that are completely or partially made in the U.S. to ones made overseas.
“Ultimately, our goal is to manufacture as close to our end-users as possible,” says Zielinski, who’s been with the company since 1998. “We are doing the same types of localization activities to service our customers in other regions of the world.
“Think of the responsiveness to our customers,” he adds. “We are producing tools inside the largest distribution center in our network. Tools can literally be in stock, ready to pick out of our DC, within minutes of coming off the assembly line. Inventory levels can be minimized vs. the five to six weeks [of inventory] you would see [if the tools were] coming from China.
“Whatever the DC ships today, I want to be making tomorrow.”
Reshoring wasn’t easy. “Bringing products back from a low-cost labor market to a higher-cost labor market is always a challenge, but we had tremendous support from upper management to start up the Charlotte manufacturing facility back in 2013,” Zielinski recalls. “We have a long history of continuous improvement and productivity tied to our Stanley Fulfilment System. While [the plant initially increased the company’s labor costs], we have made great strides to minimize that increase. There are actually tools being produced in Charlotte now that are cheaper than our cost out of China.”
Nimble Manufacturing
The Charlotte plant has evolved considerably over the years. It started off manufacturing 21 high-volume cordless SKUs. Since then, the factory’s SKU count has tripled thanks to new product introductions and additional products being “localized.”
Covering 1.2 million square feet, the factory literally lies across the border between North and South Carolina. (A sign over the entrance to DEWALT’s distribution center reads, “Welcome to South Carolina.”) The factory employs some 500 people and runs seven days a week.
U-shaped assembly cells—each dedicated to a specific tool family—line the perimeter of the factory. In the middle are automated assembly systems for making brushed and brushless motors. Lean manufacturing principles guided the layout for efficient inflow of parts and outflow of finished goods.
“We had a kaizen event before we ever placed a machine,” says Zielinski. Engineers used cardboard cutouts, 5S projects and value-stream mapping to determine the ideal layout.
While most tasks at the plant are manual, DEWALT deploys automation wherever it makes sense.
“We are always looking for more productive ways to manufacture our tools, and that goes across our entire network of U.S. plants,” says Zielinski. “We continue to evolve, especially the way we are using technology in the manufacturing process, whether it is using tablets for documentation control and work instructions [or] monitoring our processes through a connected [overall equipment effectiveness] system. Technology is changing rapidly, and we want to be on the forefront of that to remain competitive.”
Indeed, DEWALT is experimenting with 3D printing to make fixtures and tooling; automatic cells to install screws; and collaborative robots for loading and unloading tools into test equipment.
The latter is a work in progress, but Zielinski sees potential in the technology. Loading and unloading “is not how you want to be using your skilled workforce,” he says. “I want my operators doing value-adding tasks, like soldering.”
Zielinski is particularly proud of the brushless motor line, which was installed less than two years ago and requires just two people to operate. The compact, fully automated line can wind and assemble four different motors. The tooling needed to assemble each motor variant is stored right on the machine, so changeover can be accomplished quickly.
DEWALT had been importing the motors, but the new line nixed that. “It reduced our lead time for brushless motors from six weeks to 12 feet,” he says.
Reliability Testing
DEWALT tools are known for their durability. (My DEWALT cordless drill is more than 20 years old and still going strong.) That sort of longevity doesn’t come by accident.
“The secret to durability goes back to understanding your end-users and how they use the tools, and then working with our design group to create a very robust design and very tight control of our manufacturing processes,” says Zielinski. “We do an extensive amount of conformance testing at all our facilities to ensure that we do not drift from our original design specifications.”
The Charlotte factory has two labs dedicated to reliability testing. One is geared to application-based reliability testing. In this lab, technicians simply use and abuse tools just how consumers would. A reciprocating saw makes cut after cut in a thick beam. An impact tool tightens one lag bolt after another.
The other lab takes a more scientific approach. Tools are secured in custom fixtures that run them constantly or cycle them on and off for hours. Sophisticated electronics monitor how each tool is holding up to the abuse.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






