Using Urethane Adhesives
Available in one- and two-component formulations, urethane adhesives are ideal for bonding metal, plastic and composites.

Permabond’s newest urethane adhesive, PT326, was formulated to provide a longer open time so it could be dispensed onto automotive components made from carbon fiber. Photo courtesy Permabond Engineering Adhesives
Urethane adhesives resist impacts and have excellent cleavage and peel strength. Photo courtesy EpoxySet Inc.

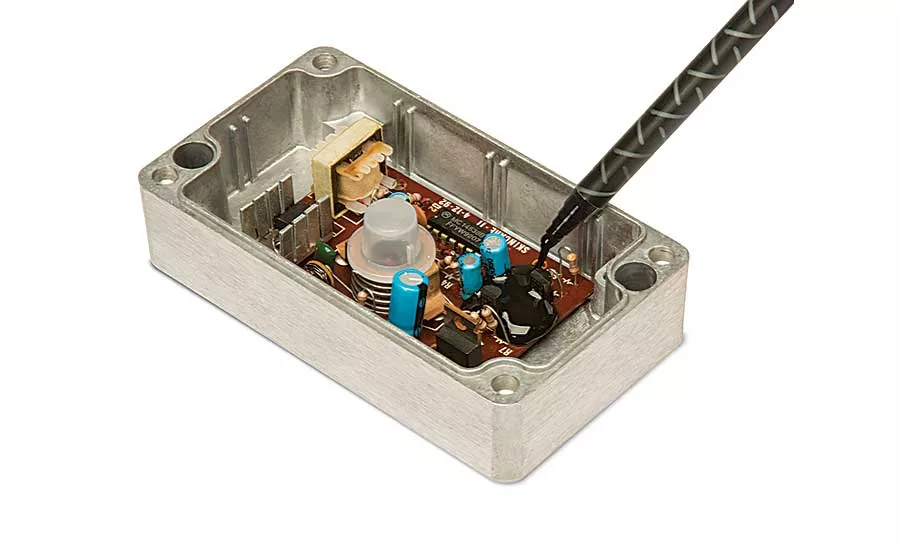
This urethane potting and encapsulating compound (No. 50-2369FR) has been formulated to meet the stringent flame-retardancy requirements of UL94 V-0. Photo courtesy Epoxies Etc.
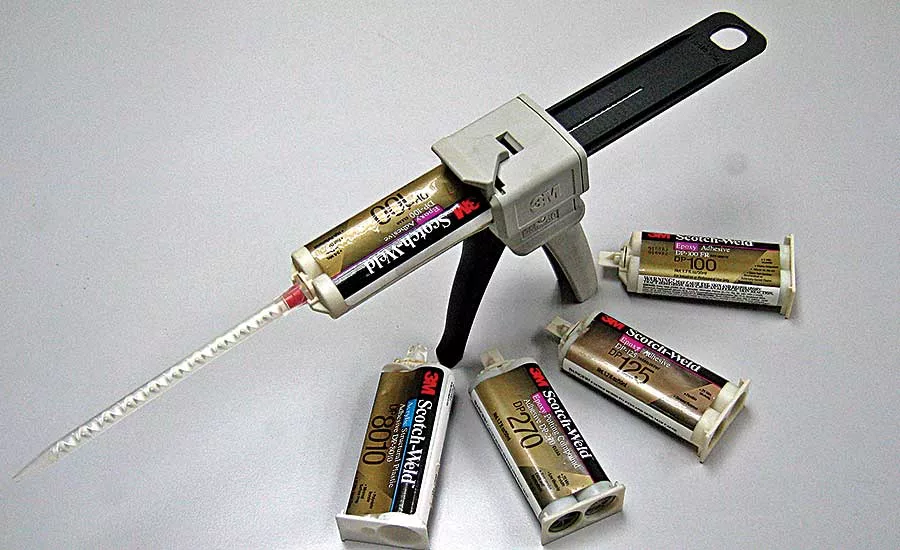
Two-part urethanes can be dispensed from side-by-side cartridges or with metering equipment. Either way, the adhesive is best dispensed with a static mixer. Photo courtesy 3M

Loctite UK 1366 B10 is a highly flexible urethane adhesive that bonds to a variety of metals and plastics. It exhibits excellent resistance to moisture and impacts. Photo courtesy Henkel Corp.
One of the tricky parts of assembling an audio speaker is bonding the cone and surround—the parts that produce sound—to a metal frame.
The cone and surround are typically made of porous, low-energy materials, such as butyl rubber, Santoprene, paper or foam. The frame is usually made of cold-rolled steel or aluminum. Needless to say, the bond must withstand vibration. And, because the surround is one of the top parts of the speaker, the bond has to be cosmetic. If the speakers are mass-produced, the adhesive must set quickly.
The solution for this and a growing number of other applications is urethane adhesives.
“Urethanes are made up of hard segments and soft segments, and as a result, they have significantly more toughness than other structural adhesives,” says Ed Petrie, president of EMP Solutions Inc., a consulting firm specializing in adhesives and sealants.
“Urethanes resist impacts and have excellent cleavage and peel strength,” says Petrie, the author Handbook of Adhesives and Sealants and other reference books. “If you’re designing an electronic device that must survive being dropped off a desktop, you probably want to use a urethane rather than an epoxy or acrylic.
“Epoxies have high shear strength, but urethanes have a good blend of both shear and peel strength. Because of this toughness factor, urethanes are being used in applications where you wouldn’t find epoxy, thermosetting acrylics and cyanoacrylates, such as flexible circuits and solar modules.”
Urethane adhesives perform well in temperatures up to 250 F. They don’t have the creep resistance of acrylics, so they may have limited application for sustained dead loads.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Urethanes bond well to many permeable and impermeable materials, including primed or painted metal, glass, ceramic, rubber, wood, paper, leather and many fabrics. Among plastics, they bond thermoplastic, thermoset plastics, fiber-reinforced plastic, polycarbonate and PVC, including heavily plasticized versions. Urethanes don’t bond well to untreated polyolefins.
“Urethanes bond very well with plastics,” says Barry Siroka, business development manager at EpoxySet Inc. “With the right preparation, they will bond to metals. And, they bond to glass pretty well.”
Urethanes are used to laminate materials, join vacuum-formed parts, and bond decorative vinyl or acrylic films to polyvinyl chloride (PVC) extrusions. Some formulas can even be used for potting and for Class VI medical applications. In the automotive industry, urethanes are used to bond walls on panel trucks, decorative strips to bumpers, linings to brake shoes, clips to dashboards, and weather stripping to car doors. Automakers also use urethanes for formed-in-place gaskets.
“The growth of composite use in various industries has increased the demand for two-component polyurethanes,” says Laurie Gibbons, business development manager at Permabond Engineering Adhesives.
Like epoxies, urethanes are supplied in unmixed two-part formulas or premixed one-part formulas. Two-part materials cure at room temperature or with heat. They can be elastic or rigid. One-part materials cure with heat or ambient moisture. The former tend to be rigid; the latter are more elastic. Cure times range from a few minutes to as long as 48 hours.
Urethanes are also available in hot-melt formulations. These adhesives bond rapidly—they can bond rubber to metal in 1 second. So, if the substrates can’t be heated, hot-melts may be a good choice.
Urethanes mix well with many other resins, so they are often included as copolymers or modifiers in other adhesive formulations. For example, many light-curing adhesives are urethane-acrylic blends.
Not every application is suited to urethanes. Their chemical resistance is affected by the urethane linkage, which can be attacked by acids or bases. They are not recommended for bonding metals exposed to high humidity. Like epoxies, urethanes can decrease in viscosity when heated, and they have a high coefficient of thermal expansion. Some urethanes contain isocyanates and heavy metal catalysts that pose health risks to workers.
Dispensing Tips
Urethanes are supplied in a variety of packaging, including small-volume cartridges, 2-gallon tanks, 55-gallon drums and 300-gallon totes.
“Urethanes require more protection during storage than epoxies, acrylics or even cyanoacrylates,” advises Petrie. “Once you open the can, you want to use it as fast as you can. Exposure to moisture will cause degradation of the material.”
Two-part formulations can be dispensed from side-by-side, fixed-ratio cartridges or with metering equipment. Either way, the adhesive is best dispensed with a static mixer. “Some formulations are very tolerant of slight variations in the mix ratio. Others have to be right on the money,” says Siroka.
“To ensure proper mixing when dispensing any two-component product with a static mixer, dispense an inch of product onto a paper towel before dispensing on the part, since the first bit out of the dispenser may not be fully mixed,” adds Gibbons. “Also, be sure you are using the recommended static mixer for the product.”
Most urethanes don’t require dynamic mixing. Those that do are typically used for potting electronic components or sealing the edges of filters. Dynamic mixing may also be needed if space limitations prevent the use of a longer static mixer.
Urethanes are available in a variety of viscosities. Some are quite thin—viscosities less than 650 centipoise—and can be dispensed cleanly. Others are thick—viscosities of more than 38,000 centipoise—and may string in automated assembly applications.
In some cases, stringing can be addressed by sequencing the motion. After the material is dispensed and the valve shuts off, a short dwell time is provided to allow the string to separate from the dispense tip. Then the next part can be moved into place.
One potential problem with dispensing urethanes is moisture, says Siroka. The isocyanate component of the adhesive reacts with ambient moisture to form carbon dioxide. That can create gas bubbles in the feed lines and lead to inaccurate metering or to voids or leak paths in the bond.
Assemblers can prevent the problem in several ways. If cartridges are used to dispense the adhesive, they should be made from polypropylene or polyester, rather than nylon, which tends to absorb moisture.
If the adhesive is dispensed from a reservoir, a desiccant cartridge can be installed underneath the lid to dry the incoming air. Alternatively, dry nitrogen can be pumped into the tank. Because it’s heavier than air, the nitrogen creates a barrier between the material and the air used to pressurize the reservoir.
Another issue with dispensing urethanes is their work life. Many urethane adhesives, particularly those used in high-volume assembly, have a work life of 2 to 3 minutes. To prevent clogs during line stoppages, automatic purge cycles should be programmed into dispensing equipment and static mixers may have to be replaced two to six times per hour.
If the adhesive has a short work life, it can start to cure on the perimeter of the mixer. As it builds up, it inhibits the mixing.
“It is generally not cost effective to use two-part polyurethanes if you are only making one piece per hour, because the mixing tips will need to be replaced for each bond,” says Gibbons.
Hot-Melt Urethane Keeps Fishing Application Afloat
Located in Brainerd, MN, Mac Manufacturing Inc. has been producing balsa wood floats and other fishing tackle since 1987.
One of the company’s products, the Big Fish float, consists of a tapered cylinder of balsa wood (12 inches long and 1 inch in diameter) topped with a 1.5-ounce lead weight. Originally, the lead weight was bonded to the balsa wood with a standard gel-style cyanoacrylate. After assembly, the floats went through a painting process.
However, the cyanoacrylate was posing many problems. For one thing, the appearance of the bond line was undesirable. But the main problem was that the paint reacted with the adhesive, causing the bond to fail in about 2 percent of the floats.
To solve the problem, Mac Manufacturing switched from cyanoacrylate to Technomelt PUR 3631 from Henkel Corp. This urethane hot-melt adhesive is toughened for high-strength use on plastics. It has a flexible bond with an open time of 60 seconds, and it can fill large gaps. Available in a 300-millileter cartridge or a 5-gallon pail, the adhesive is easy to apply using a cartridge dispenser.
The environmentally friendly adhesive is solvent-free and does not contain harmful volatile organic compounds.
Switching to the urethane hot-melt adhesive eliminated the bond failures.
“Because Technomelt 3631 holds its shape so well and has excellent gap filling capability, we are also using it on a musky bait that we produce,” says Mark Innes, manufacturing supervisor for Mac Manufacturing. “This is a high-shock application and the adhesive holds secure.”
For more information on hot-melt urethane adhesives, call Henkel at 800-562-8483 or visit www.henkelna.com/loctite.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







