Flexible Assembly Machine Combines Multiple Plastics Joining Processes
What if one machine could be configured to perform any friction-based welding process with a simple change of tooling?
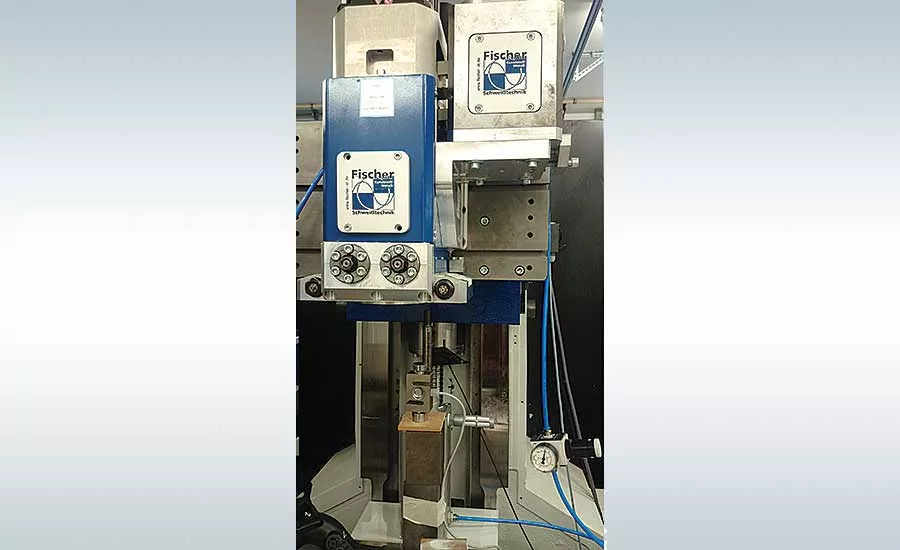
This image show one of the friction welding modules for the authors’ flexible joining center. A pressure sensor is visible below the welding module. Photo courtesy University of Kassel
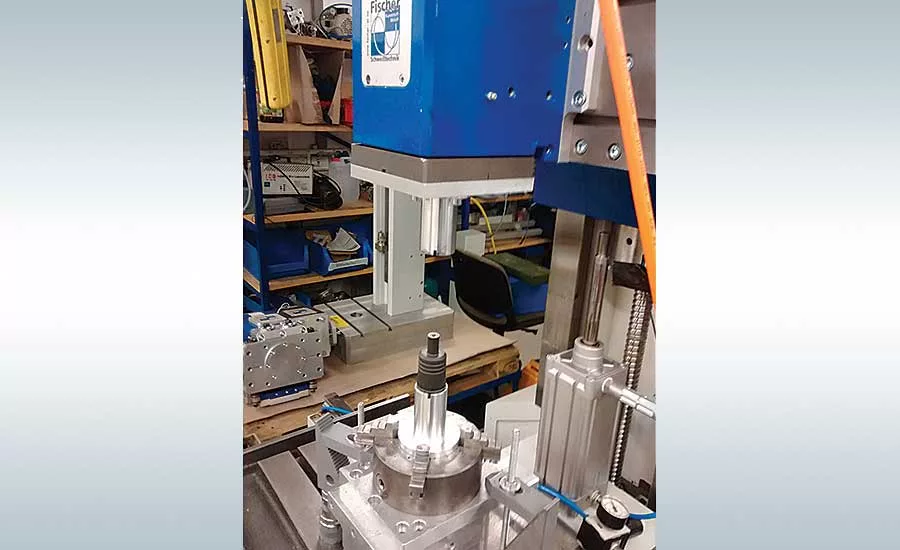
The authors used their flexible joining center to assemble two cylindrical parts using the circular vibration welding process. This process was chosen for its quick cycle time and its ability to produce stronger weld seams than linear vibration welding. Photo courtesy University of Kassel
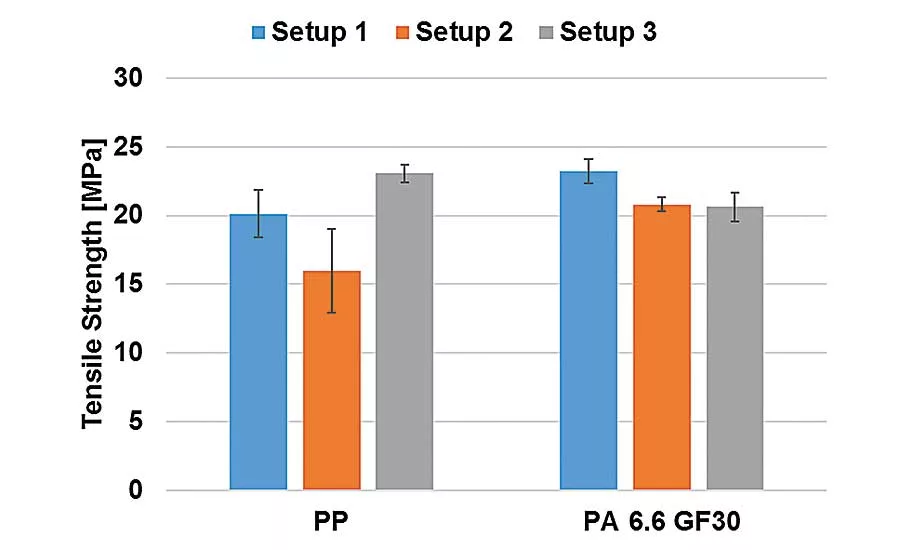
Tensile strength testing indicated that the weld seam quality levels achieved by the flexible joining center were comparable to those of conventional machines. Source: University of Kassel
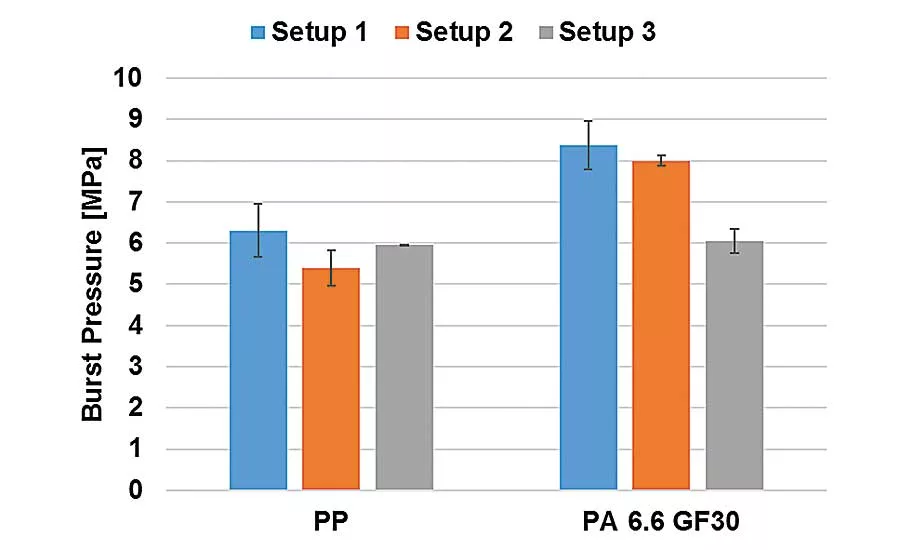
Burst pressure test results point in the same direction as the tensile test results, showing slightly lower overall standard deviation values based on the burst pressure average per setup and material. Source: University of Kassel
Ultrasonic welding can handle most plastics assembly applications. Other friction-based processes, such as vibration welding and spin welding, can usually tackle the rest. However, that necessitates investing in three separate machines at considerable cost. What if one machine could be configured to perform any friction-based welding process with a simple change of tooling?
This was the inspiration of Fischer Kunststoff-Schweibtechnik GmbH, a supplier of plastics joining equipment in Berkatal, Germany. Two years ago, engineers at Fischer contacted us to determine the feasibility of a modular, flexible, plastics joining center with exchangeable welding modules and material handling support—something akin to a CNC machining center for plastics assembly. The goal was to create a machine that required minimal human intervention and that produced assemblies at a level of quality and reproducibility on par with dedicated, standalone welding machines.
We accepted the challenge. Our goal was to develop a prototype that would be capable of performing different joining processes in any order with uninterrupted flow. It would need a unified interface for exchanging joining modules. It would need to accommodate a wide range of setups for small and large workpieces. And, finally, the machine would need to interface with both upstream and downstream equipment so it could be integrated into fully automated production environments.
The Technology
The base of our prototype flexible joining cell is a CNC machining center that was decommissioned and overhauled by Fischer. Afterwards, it was fitted with new actuators and a novel interface system able to accommodate exchangeable joining modules, mainly aimed at thermoplastic friction welding applications.
Our prototype has basic functionality, including Z-axis actuation enabling pressure- and distance-controlled welding processes. Because the plastic welding modules are approximately 100 kilograms lighter than the original CNC module, the counterweight of the old machine was disconnected in favor of a setup with counter-pressure cylinder and pressure reduction valve for reduced friction. This allowed for more precise control of the welding process.
Three to four controllers for up to eight friction welding modules are included in the current machine. The modules are dedicated to spin welding, linear vibration welding, orbital friction welding, and radian friction welding with different performance measures to cover various part sizes and different materials. (Friction welding of metal parts may also be possible.)
These modules can be easily exchanged, since they share a common interface to the machine base. The machine’s positioning table can be moved along the X and Y axes so that any number of joints located within the confines of the table can be reached. The welding module itself moves along the Z axis to reach joining locations of different heights and to ensure precise displacement for each joining process.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Experiments
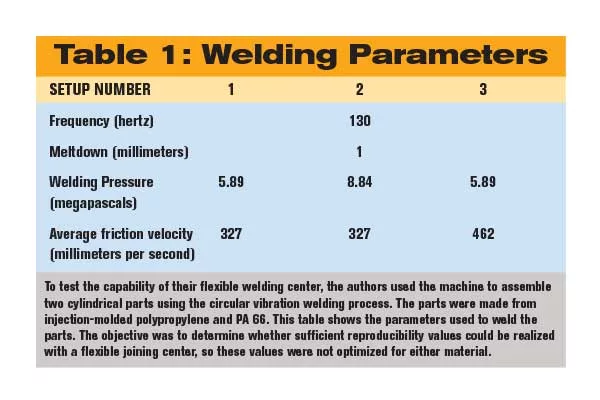
To determine the ability of our prototype to create reproducible results and high quality welds, we used the machine to assemble two cylindrical parts using the circular vibration welding process. This process was chosen for its quick cycle time and its ability to produce stronger weld seams than linear vibration welding. After welding, the assemblies were tested for tensile strength and burst pressure. Microscopic analysis of the weld morphologies was also conducted.
The materials used in our welding experiments were polypropylene homopolymer from Saudi Basic Industries Corp. (SABIC PP 575P) and injection-molded polyamide 66 with 30 percent glass-fiber reinforcement from Albis Plastic GmbH (Altech PA66 A 2030/310 GF30 IM).
The parts are of a nonstandard geometry developed at the University of Kassel for polymer welding experiments with high suitability for tensile, burst pressure, and optical testing. The design of the parts is based on reservoirs for automotive fluids.
Welding was conducted with five specimens per parameter set, with variation of welding pressure and amplitude. Because higher welding pressure usually yields lower tensile strength values, only one setup with a higher pressure value was investigated. Higher overall welding pressures were used to avoid welding times above 10 seconds. This was especially due to usage of polypropylene specimens with higher shrinkage and lower surface energy and stiffness values. Lower surface energy leads to less friction—and thus less generated heat. Similarly, part shrinkage and low stiffness may result in lower actual friction velocities because the parts fit more loosely in the tooling.
Another factor for possible lower actual friction velocities is lower stiffness of the prototype assembly due to its unconventional layout and size.
Tensile and burst pressure tests were carried out under standard climate conditions (23 C and 50 percent relative humidity) as established by the ISO 139 standard. Test velocity for tensile testing was 1 millimeter per second.
Burst pressure tests were conducted in a safety container with an electronic pressure valve. Software was used to control the pressure increase and compare burst pressure to the target pressure. In our experiments, the pressure was raised at a rate of 0.15 megapascal per second.
Results and Discussion
Our tests indicated that weld seam quality levels were comparable to those of conventional machines. The weld factors for the polypropylene specimens,
in particular, were on par with values we obtained previously with conventional welding equipment. (The weld factor is calculated by dividing the measured tensile strength of the welded joint with that of the base material.)
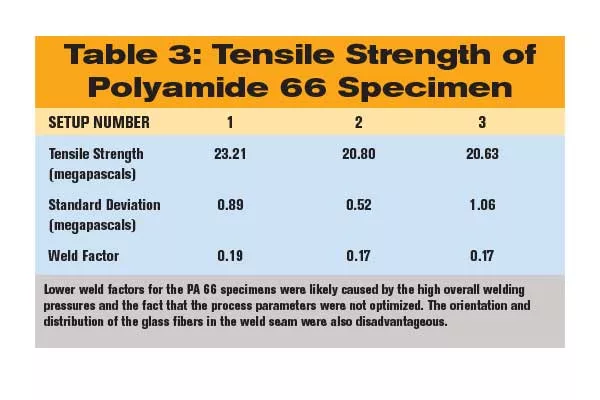
Lower weld factors for the PA 66 specimens were likely caused by the high overall welding pressures and the fact that the process parameters were not optimized. The orientation and distribution of the glass fibers in the weld seam were also disadvantageous. Especially in setup 3, this combination of parameters led to comparably short welding process times (approximately 3 seconds) and subsequently low performance during testing. At this point, however, our emphasis was on process feasibility, reproducibility and comparability, so no further process optimization measures were taken.
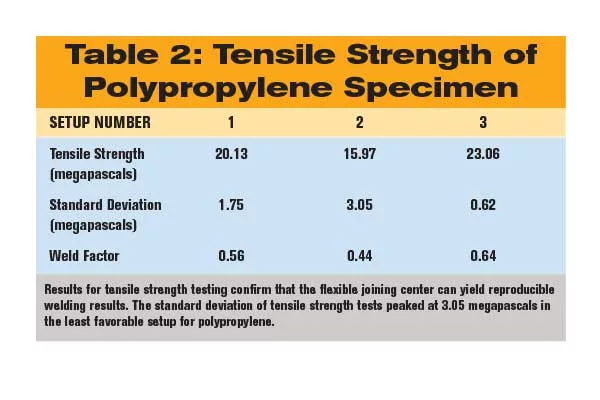
Results for tensile strength testing confirm that our flexible joining center can yield reproducible welding results. The standard deviation of tensile strength tests peaked at 3.05 megapascals in the least favorable setup for polypropylene (high welding pressure). Apart from this value, and taking the non-optimized process parameters into account, standard deviation remains in a narrow tolerance range and is comparable to results with conventional machines.
Higher average friction velocities with polypropylene led to higher part performance, so possible influences of material and machine stiffness must be considered in future tests. Similarly, welding pressure for PA 66 needs to be lowered to allow for better part performance, as friction values are correspondingly higher. (PA 66 has higher surface energy, less shrinkage, and greater stiffness that polypropylene.)
Burst pressure test results point in the same direction as the tensile test results, showing slightly lower overall standard deviation values based on the burst pressure average per setup and material.
Conclusions
Our main objective was to determine whether sufficient reproducibility values could be realized with a flexible joining center, and we achieved that. Not only are the standard deviation values in a perfectly acceptable range, but the tensile strength and burst pressure test results were comparable to those obtained with traditional, stand-alone equipment—even though the weld parameters were not optimized.
We achieved these results despite the fact that traditional machine designs typically feature higher structural stiffness, which has (up to now) proven advantageous for process quality.
In the future, we plan to include process parameter optimization for all welding modules, conduct reproducibility testing for the actuated X and Y axes using a defined group of specimens distributed over the whole machine table, and add frequency and velocity sensors for greater precision and on-line quality control.
To improve welding results with particular material and geometry combinations, we are also working on an automated preheating module for our machine. A later commercial version may also include an automatic module change system with a magazine.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


