Crimping Small Terminals
Advanced tools and processing equipment are designed to meet the many challenges of crimping small wire.
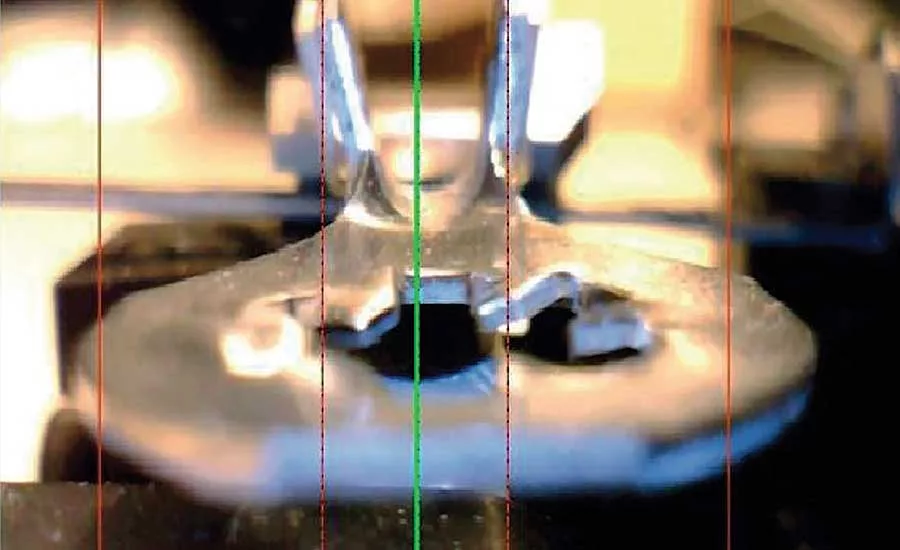

The EYE Check vision system (camera and software) on the OCEAN applicator helps align the terminal centerline to the anvil during setup. Photo courtesy TE Connectivity Ltd.
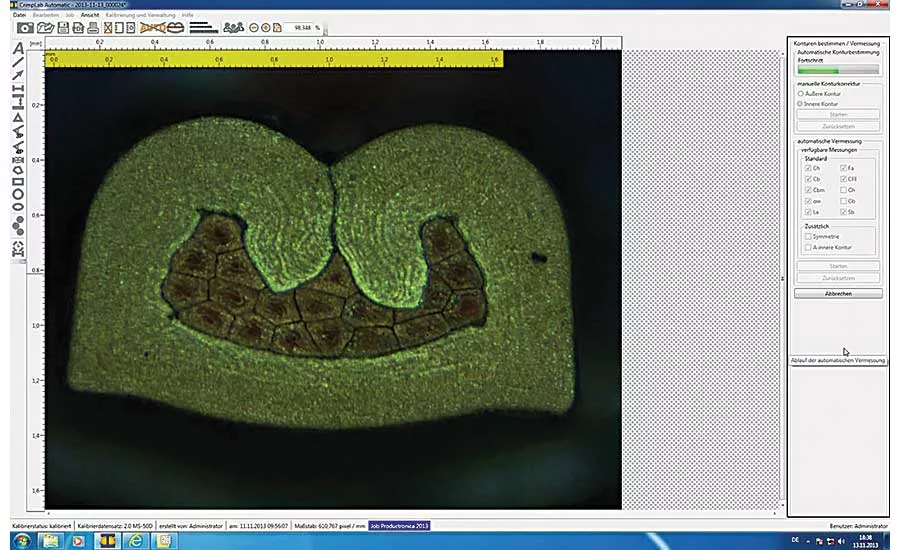
Harness manufacturers can use the MicroGraph System to quickly create cross-sectional images of standard (cross and longitudinal) and indent crimps. Photo courtesy Schleuniger Inc.

A handheld manual tool, the Bias MH993 crimps small wire (up to 36 AWG) in different types of contacts, including seamed open barrels made of sheet metal. Powered versions of this tool are available for improved ergonomics and higher production requirements. Photo courtesy Daniels Manufacturing Corp.

Size definitely matters when it comes to processing wire. Small wire (26 AWG or higher), for example, presents different challenges than large wire. This is especially true regarding crimping.
“Cost and weight savings in wire harnesses are driving the reduction of wire size,” says Dave Kelly, standards and industry liaison at Daniels Manufacturing Corp. (DMC). “Many of the small wire terminations we deal with are coaxial cable or multi-conductor twisted and shielded wires. These applications require specialty tools for wire preparation and termination.”
DMC offers manual and battery-powered tools that crimp contacts onto wire for MIL-spec electrical connectors used in aerospace and transportation equipment harnesses. These industries, for the most part, prefer manual crimping to that performed with automated equipment.
In contrast, small wire for harnesses used in the auto industry is often crimped by automated machines. Rob Boyd, senior product manager at Schleuniger Inc., says that 26 AWG wire is becoming increasingly common in automobiles.
Harnesses with wire as small as 30 AWG have been used in consumer electronics for many years. The same can be said of even smaller wire—40 AWG, which is thinner than a human hair—in the medical industry. Devices such as micro lights, cameras and cauterizing tools use wire this small, enabling surgeons to insert these items into an incision as tiny as 3 millimeters in diameter.
Regardless of the industry, quality crimping of small wire always requires three things: proper wire preparation, precise crimper-terminal-anvil setup, and a thorough assessment afterwards. Thankfully, as the use of small wire has increased, so has the number of tools and equipment that are specifically designed to help harness makers meet these ongoing challenges.
Prepare for the Best
Like large wire, small wire goes through various processing steps (feeding, cutting and stripping) before it is crimped. It’s imperative for harness manufacturers to make sure each step is performed properly so crimp quality isn’t compromised.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
During feeding, for example, a limited amount of tensile stress should be placed upon each wire. Excessive stress can cause the wire to stretch or even change diameter. Erich Moeri, manager of applications engineering at Komax Corp., says that small wire lacks column strength and needs to be gently pulled into wire processing equipment to keep it straight.
Suppliers recommend that small wire be fed by either a pneumatic or servomotor-driven mechanism because both offer excellent control. For example, to ensure smooth feeding, some wire processing machines from Artos Engineering Co. feature an air assist in the guide tube that pushes small wire along without jamming.
Another characteristic of small wire that presents feeding challenges is extreme memory, the direct result of being tightly wound on small-diameter spools. This condition can cause the wire to curl coming out of the guide or feed tube. It may even wrap back upon itself.
Cutting and stripping present other challenges. John Olsen, president and CEO of Artos, says the correct blade configuration and minimum wire overhang are both necessary to achieve quality control. Moeri says precise equipment, tight tolerances and slower production rates are equally important for cleanly cutting small wire.
“It’s always preferred for cut small wire to have exposed strands in a circular shape rather than an oval one,” claims Kelly. “Circular-shape strands fit better in contacts and terminal barrels. However, it is far more critical for a successful small-wire termination to use strippers that do not nick or break the conductor strands. This will make the termination weaker and more vulnerable to corrosion.”
Kelly says that hand tools used for cutting and stripping need to be regularly checked, maintained and inspected for high-quality, consistent performance. Another key factor related to stripping is wire insulation. Cross-linked PVC and harder types tend to strip clean, whereas Teflon stretches like taffy. Stretched insulation shrinks back on itself, affecting strip length.
Olsen says some of Artos’s automated stripping machines can be programmed down to 0.0001 inch to precisely strip insulation from small wire. Artos also offers machines that use a laser, instead of blades, to remove the jacket.
Several Factors Apply
Small wire is crimped on a wide range of equipment, depending on production volume. Benchtop options include standalone crimping presses and strip-and-crimp machines. Harness makers that require high-volume crimping prefer fully automated cut-strip-and-terminate machines.
A high-precision applicator is essential for high-quality crimping of small wires because it consistently positions terminals (open or closed barrel) in the same location within the termination area without damaging or deforming them. Equally important, the applicator places the complete conductor in the terminal, and properly aligns the crimper (upper tooling), terminal and anvil (lower tooling).
Crimping involves the applicator ram (connected to the press ram) pressing the crimper down on the terminal’s barrel section with enough force to deform both the wire and barrel, thereby establishing a gastight connection. Some terminals have two barrels (one for the wire and a second for the insulation) to give the joint added strength. Terminals are sold either as reeled (connected together on a carrier strip) or loose.
Open-barrel (F type) terminals perform fine in manual or automated crimping of small wire, whereas the closed-barrel type are a bit more challenging to use in fully automated crimping machines, according to Olson. This is because the crimp portion of the terminal is shaped like a fully closed cylinder, leaving little margin for the stripped wire to be inserted without strands being folded back.
The Artos Cr.22 fully automated machine offers up to four processing stations for crimping, weather seal application, wire end twisting and wire tinning. This unit quickly and accurately crimps 30 to 10 AWG wire in open- and closed-barrel terminals. Its TU-15 terminating unit features programmable stroke and split cycle operation. Easy-to-use intelligent software optimizes speed by automatically coordinating the crimping.
According to Boyd, terminals for small wire are more widely available now than in the past. However, because these terminals are flimsy and damage more easily than those for standard wire, they must always be handled with care. Matt Houser, development engineering manager at TE Connectivity Ltd., recommends pulling on the interleaving paper rather than the carrier strip itself for initial tension during installation, and making sure the terminals do not snag while the applicator feeds them.
Precise positioning of the wire conductor, stranded or solid, in the terminal is crucial for a quality crimp. The wire should extend all the way into the barrel. If the strip length is too short, there won’t be enough conductor for the barrel to grip. If it’s too long, there won’t be enough material for an insulation barrel to grip. Either way, the strength and the conductivity of the joint will be compromised.
Equally important, failure to place all strands of a stranded conductor in the barrel may result in “strands out,” a term that refers to strands that are neither cut off nor in the crimp area. If strands have fanned out, not all of them will make contact with the connector and be available to conduct current. Furthermore, the individual strands, once isolated, can easily break off. Boyd says that as little as 10 percent strands out can be difficult to detect using traditional crimp force monitors.
“It’s difficult to align the terminal and anvil because they’re both so small, but it is necessary to prevent asymmetry,” explains Houser. “Users must follow an alignment procedure for the crimper and anvil. One method is to place a piece of once-folded interleaving paper between the crimper and anvil when the applicator is out of the terminator. Press down on the ram firmly, but not excessively, and tighten the crimper mounting screw to preserve the alignment.”
TE Connectivity’s OCEAN applicator series features the EYE Check vision system (camera and software) that helps eliminate terminal feeding and alignment errors. By magnifying the crimp area, the camera keeps the terminal centerline aligned to the anvil during feeding.
These applicators are available with a pneumatic feeder for crimping wire as small as 36 AWG. The pneumatic feeder offers precise and repeatable terminal positioning over the anvil. All models allow wire crimp height to 1.5 millimeters, in increments of 0.01 millimeter.
The condition of the crimper is also important. A worn crimper, for example, may not be able to equally deform both sides of a terminal during crimping. This imbalance is likely to produce an asymmetrical crimp. Other causes of asymmetry include improperly positioned or orientated terminals, incorrect terminals mixed in the supply reservoir, crimping too tightly or loosely, and protruding conductor strands.
The main effect of asymmetry is flash, which is material that protrudes down the sides of the terminal and along the anvil. Although some flash is normal in the crimping process, excessive flash is undesirable. Too much flash can prevent proper wire insertion in the terminal, cut sealing material on the crimp, or break off and negatively impact wire performance.
The problem of flash, as well as asymmetry, can occur in any size crimping project involving small wire—be it a high-volume application using an applicator to complete thousands of terminations per hour, or a low-volume one where a skilled operator performs less than 100 crimps per hour.
In the latter situation, an advanced manual tool—like DMC’s Bias (MH993) crimp tool—is quite effective. The tool performs 4/8 indent crimping on small wire (up to 36 AWG) in different types of contacts, including seamed open barrels made of sheet metal. It places four indents on the barrel (one every 90 degrees) to prevent distortion and produce a symmetrical crimp. Because each indenter has two points, the crimp is x-shaped with a square center consisting of the conductor strands.
Assessing Quality
A quality small-wire crimp is one that meets or exceeds all applicable specifications, including those from terminal suppliers, end-users and harness manufacturers. These specifications are related to crimp force, height and width; pull-out force; strip length; and insulation window (area between the wire and insulation). Depending on the specification, one or more of the following tests will be required: crimp force monitoring (CFM), wire pull-out and micrograph inspection.
Regarding CFM, sensor limitations and oversized terminals can negatively impact its effectiveness when crimping small wire. Moeri says that force sensors lack the resolution to pick up on the incrementally smaller variations in force that would indicate a bad crimp.
To more accurately record the crimp force when processing small wire, Artos utilizes polymer technology that increases the sensitivity of the load cell. This technology is used in automated machines with built-in CFM.
The problem with oversized terminals is conductor strands can end up in different areas of the crimped terminal, depending on their orientation prior to crimping. The result can be dramatically different crimping forces, even in a pair of terminals that look identical.
As for wire-pull testers, many models are available to handle wire as small as 30 AWG. Manufacturers that crimp small wire tend to pull-test more than those that crimp larger wire. Usually, several terminals are pull-tested before a production run and then random tests are done during a run to assure crimp quality.
Micrographs are also useful for assessing the quality of crimps on small wire. A micrograph is a photo of a crimped terminal cross-section taken by a microscope. Schleuniger’s MicroGraph System quickly creates these images of standard (cross and longitudinal) and indent crimps. The modular system uses sawing, polishing and electrolyte staining (cleaning) processes with high-precision optics to visually analyze crimped connections. It comes with an ergonomic work table to optimize workflow, and it can be integrated into mobile carts.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







